CIP-2021 : B23H 7/20 : para control programado, p. ej. control adaptativo.
CIP-2021 › B › B23 › B23H › B23H 7/00 › B23H 7/20[2] › para control programado, p. ej. control adaptativo.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18).
B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos.
B23H 7/20 · · para control programado, p. ej. control adaptativo.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de generación de programa de procesamiento, dispositivo de generación de recorrido y máquina de descarga eléctrica.
(17/04/2019) Procedimiento para generar un programa de mecanizado de una máquina de descarga eléctrica que comprende una guía de electrodo que soporta un electrodo que tiene una forma de varilla y está configurado para formar una parte de ranura en una pieza de trabajo realizando una descarga eléctrica en una parte extrema del electrodo que sobresale de la guía del electrodo y desplazando lateralmente el electrodo en relación con la pieza de trabajo , comprendiendo el procedimiento:
una etapa de lectura para leer una forma inicial de una pieza de trabajo antes del mecanizado y una forma objetivo de la pieza de trabajo ;
una etapa de generación del recorrido del electrodo para generar un recorrido del electrodo en el que…
Método y aparato para mecanizado por electroerosión de una pieza.
(08/11/2017). Solicitante/s: Agie Charmilles SA. Inventor/es: BOCCADORO, MARCO, BONINI, STEFANO.
Método para el mecanizado por descargas eléctricas de piezas mediante impulsos de descargas eléctricas generados por un módulo de potencia de una máquina de descargas eléctricas entre un electrodo de herramienta y una pieza , caracterizado por que para un número N1 de impulsos de descarga eléctrica que se producen , la tensión de descarga Uint de cada impulso de descarga eléctrica es medida y almacenada, en donde una tensión de descarga frontal Uint,frontal y una tensión de descarga lateral Uint,lateral son determinadas a partir de la cantidad de N1 tensiones de descarga almacenadas y la tensión Ufa producida por el módulo de potencia del generador es ajustada en función de la tensión de descarga frontal Uint,frontal determinada para provocar la generación de impulsos de descarga frontales entre el electrodo de herramienta y la pieza.
PDF original: ES-2657606_T3.pdf
Máquina fresadora de descarga eléctrica.
(29/03/2017) Máquina fresadora de descarga eléctrica que utiliza electrodos de herramienta de forma alargada y de sección transversal constante, que realiza el mecanizado en sus extremos y están sometidos a desgaste longitudinal, estando dicha máquina equipara con:
- un generador de descarga erosiva,
- un eje de rotación con un mandril,
- un contralor numérico,
- un conjunto de ejes motorizados controlados por el controlador numérico,
- un dispositivo para medir la longitud de la herramienta fuera del proceso de mecanizado,
- un generador de trayectoria de herramienta conectado mediante interfaz con el controlador numérico, que divide la pieza de trabajo en una pila de capas sucesivas que van a ser mecanizadas y define una o más trayectorias…
Método y aparato para mecanizado por descarga eléctrica (electroerosivo).
(30/12/2015) Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta y una pieza de trabajo, comprendiendo el método los pasos de:
- situar el electrodo de herramienta con respecto a la pieza de trabajo, definiendo con ello un hueco de mecanizado entre el electrodo de herramienta y la pieza de trabajo;
- generar al menos un impulso de descarga;
- aplicar el al menos un impulso de descarga al hueco de mecanizado, generando con ello una descarga eléctrica a través del hueco de mecanizado;
- analizar la tensión de descarga y/o la corriente de descarga a través del hueco de mecanizado generadas por un impulso piloto de descarga aplicado para la descarga eléctrica actual generada por la aplicación del al menos un impulso…
Procedimiento y dispositivo para la transmisión digital de datos.
(12/02/2014) Procedimiento para la transmisión digital de datos de eventos estocásticos en una máquina herramienta a través de un cable de datos (6, ENLACE) con varios pares de conductores trenzados (ENLACE_ASCENDENTE, ENLACE_DESCENTENTE, abreviadamente ENL_ASC, ENL_DESC en los dibujos), de los que al menos un par de conductores está previsto para una transferencia de datos en serie, caracterizado por que se prevé al menos otro par de conductores (ENLACE_A, ENLACE_B, abreviadamente ENL_A, ENL_B en los dibujos) para la retransmisión de eventos estocásticos y por que se señaliza el evento estocástico por medio de un impulso individual retransmitido…
MÉTODO DE MECANIZADO ELECTROQUÍMICO PULSADO.
(05/10/2012) El mecanizado electroquímico referenciado en el invento se realiza mediante el uso de corriente eléctrica pulsada y la incorporación de un movimiento vibratorio en el cátodo que permite una oscilación arbitraria variable del mismo durante el proceso de mecanizado. En el proceso, la corriente eléctrica pasa a través de un electrolito el cual discurre entre el cátodo y el ánodo produciendo una disolución electrolítica de la pieza anódica. El cátodo avanza hacia el ánodo durante el mecanizado y el movimiento oscilatorio del cátodo se dispone en sincronismo con la activación de los pulsos eléctricos en el punto de proximidad entre el cátodo y ánodo. De esta manera…
Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante.
(28/03/2012) Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende las etapas: las etapas:
- detección de valores reales de sonido, que es generado durante la mecanización,
- determinación de una abertura y/o de una terminación del taladro pasante (5a) con la ayuda de los valores reales registrados del sonido, caracterizado porque
- el sonido registrado es sonido corporal,
- en el que el sonido corporal es registrado en un soporte de la pieza de trabajo , que retiene la pieza de trabajo , en la que debe fabricarse el taladro pasante (5a), y
- en el que un sensor para el registro de sonido corporal está dispuesto en el soporte de la pieza de trabajo .
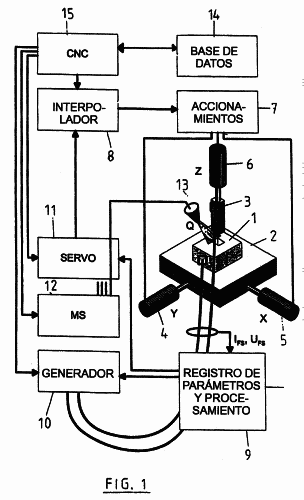
PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN.
(02/03/2011) Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar y llevar a cabo el mecanizado de la pieza de trabajo se realiza mediante una pluralidad de módulos de hardware configurables (ACCIONAMIENTO; GEN; CONTROL), dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están dispuestos en la máquina , dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están enlazados por enlaces de datos de una red de datos a un nodo de la red de datos para al menos una de las funciones de enviar datos a dicho nodo y recibir datos desde dicho nodo , y al menos uno de dichos módulos…
PROCEDIMIENTO DE OPTIMIZACION DE ELECTROEROSION EN ALEACIONES NO FERRICAS PARA MOLDES.
(01/02/2008) Procedimiento de optimización de electroerosión en aleaciones no férricas para moldes, del tipo de los utilizados en la industria de fabricación de moldes para materiales termoplásticos caracterizado por utilizar unas probetas y unos electrodos, con forma preferente de paralelepípedo, y por una secuencia de fases claramente definidas que propicia obtener como resultado una tabla de parámetros de usuario optimizada para la electroerosión en aleaciones no férricas para moldes que permita obtener la rugosidad final deseada y las dimensiones finales de la pieza acordes con las esperadas.#Esta invención aporta la principal ventaja de permitir utilizar máquinas de electroerosión convencionales, no pensadas para aleaciones no férricas…
OPTIMIZACION DE LOS PARAMETROS DE MECANIZACION PARA MAQUINA DE MECANIZACION POR ELECTROEROSION.
(16/02/2007). Ver ilustración. Solicitante/s: AGIE SA. Inventor/es: BOCCADORO, MARCO, BUZZINI, ANDREA, BONINI, STEFANO.
Procedimiento para el mecanizado electroerosivo o electroquímico de piezas de trabajo, en el que un electrodo de mecanizado se mueve respecto a una pieza de trabajo , el mecanizado comprende ciclos, se ajustan parámetros de proceso adecuados para el mecanizado del ciclo actual y se tienen en cuenta para el ajuste de los parámetros del proceso del ciclo actual los parámetros de proceso almacenados de al menos un ciclo anterior, caracterizado porque los ciclos anteriores se estudian mediante una comparación de valores teóricos/reales de los parámetros del proceso medidos buscándose tramos en los que se produce un fallo en el mecanizado y/o un servicio de marcha al ralentí, ajustándose al menos en los tramos correspondientes del ciclo actual parámetros del proceso adaptados, para evitar el fallo en el mecanizado o para acortar el servicio de marcha al ralentí.
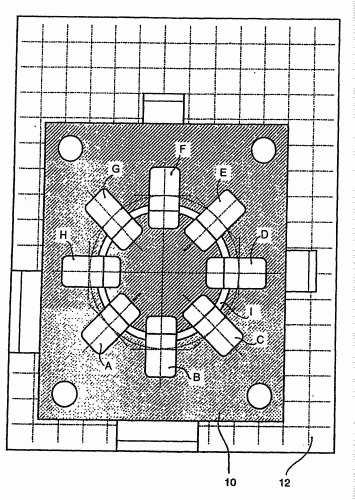
MAQUINA Y DISPOSITIVO PARA EL CONTROL DE UNA MAQUINA DE ELECTROEROSION.
(16/12/2006). Ver ilustración. Solicitante/s: AGIE SA. Inventor/es: MARCHESI, ALBERTO, RIVA, LUCIANO.
Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado con varios electrodos iguales o diferentes (R1, R2, R3, . . . , R15), en el que la secuencia de mecanizado de los procesos de mecanizado y los electrodos usados para cada proceso de mecanizado se determina y se realiza especificando los siguientes criterios: a) Especificación de prioridades de las piezas de trabajo que se han de mecanizar, de un grupo de mecanizados (ARB 1, ARB 2, ARB 3, ARB 4), de mecanizados individuales (ARB), de ciclos de trabajo (AZ) y/o de pasos de trabajo (AS) de un mecanizado (ARB); y b) Especificación de la vida útil de los electrodos (R1, R2, R3, . . . , R15) usados para los mecanizados individuales (ARB), ciclos de trabajo (AZ) y/o pasos de trabajo (AS).
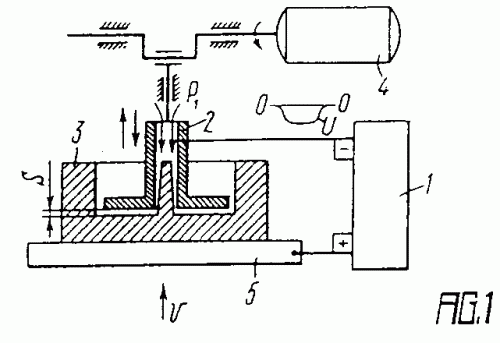
METODO DE TRATAMIENTO ELECTROQUIMICO DE EROSION SOBRE METALES Y SUS ALEACIONES.
(16/12/1994). Ver ilustración. Solicitante/s: ACUÑA ARRANZ, LADISLAO.
METODO DE TRATAMIENTO ELECTROQUIMICO DE EROSION SOBRE METALES Y SUS ALEACIONES. ESTE METODO ESTABLECE QUE LA VIBRACION FORZADA DE UNO DE LOS ELECTRODOS SE SINCRONIZA CON EL SUMINISTRO A LOS ELECTRODOS DE LOS IMPULSOS DE TENSION; SUMINISTRO QUE SE REALIZA TAMBIEN EN LOS MOMENTOS QUE LOS ELECTRODOS ESTAN ENTRE SI A UNA DISTANCIA MINIMA DESEADA. EN EL PROCESO DE TRABAJO SE EFECTUA EL CONTROL DEL VALOR USUAL DE LA TENSION, REGISTRANDO LOS PICOS DE TENSION. AL REGISTRAR EL PICO DE TENSION POR EL FLANCO ANTERIOR DEL IMPULSO QUE CORRESPONDE A LA APROXIMACION DE LOS ELECTRODOS, EL SUMINISTRO DE LOS IMPULSOS DE TENSION SE REALIZA CON UN RETARDO RESPECTO AL MOMENTO DE DISTANCIA MINIMA ENTRE LOS ELECTRODOS, Y AL REGISTRAR EL PICO DE TENSION POR EL FLANCO POSTERIOR DEL IMPULSO QUE CORRESPONDE A LA SEPARACION DE LOS ELECTRODOS, EL SUMINISTRO DE LOS IMPULSOS DE TENSION E REALIZA CON UN AVANCE DEL MOMENTO DE DISTANCIA MINIMA ENTRE LOS ELECTRODOS.
MEJORAS INTRODUCIDAS EN UN METODO Y SU CORRESPONDIENTE APARATO DE MAQUINADO POR ELECTROEROSION.
(01/05/1978) Mejoras introducidas en un método y su correspondiente aparato de maquinado por electroerosión comprendiendo dicho aparato un conmutador electrónico de salida conectado funcionalmente entre una fuente de energía y un espinterometro EDM que incluye un electrodo y una pieza a soldar por resistencia para proporcionar pulsaciones de potencia de maquinado a la misma, un sistema limitador de corriente funcionalmente conectado al conmutador de salida para limitar la corriente máxima de las pulsaciones de potencia de maquinado que se suministra al espinterometro, un generador de pulsaciones numéricas con periodos de contacto y separación del Electrodo controlables y un sistema de servo-alimentación,…
{kind=link}
{kind=link}
{kind=link}