CIP-2021 : B21B 37/28 : Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/28[1] › Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/28 · Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
CIP2021: Invenciones publicadas en esta sección.
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada.
(31/07/2019) Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica Δcr(x), que es una distribución en la dirección del ancho de banda de las diferencias en una deformación unitaria crítica a la que pandeará una banda de metal, en base al grosor de la banda de metal, el ancho de banda de la banda de metal, la tensión que actúa sobre la banda de metal a la salida de un laminador, y una distribución de las diferencias de la deformación unitaria de alargamiento provisional Δε(x) que es una distribución de las diferencias en la dirección del ancho de banda de la deformación unitaria de alargamiento a lo largo…
Procedimiento y un dispositivo para la producción continua de una banda metálica delgada.
(17/01/2018) Procedimiento para la producción continua de una banda metálica fina o de una banda caliente de acero directamente a partir de una masa fundida de metal y con un grosor de colada en bandas < 10 mm tras un procedimiento de colada continua, en el que en una superficie lateral de al menos un cilindro de colada rotatorio se aplica masa fundida de metal y se forma una banda metálica, la banda metálica se alimenta con velocidad de colada a una reducción de grosor en línea y la banda metálica se introduce a continuación a un dispositivo de almacenamiento y se almacena en éste, caracterizado porque para minimizar las desviaciones de la planicidad en la banda metálica desplazada se realiza una medición de la planicidad y los valores medidos de la planicidad de esta medición de la planicidad se usan para influir selectivamente…
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda.
(13/12/2017). Solicitante/s: THE BRADBURY COMPANY, INC.. Inventor/es: SMITH,GREGORY S, COX III,CLARENCE B.
Sistema que comprende:
una pluralidad de cilindros de trabajo para procesar un material en banda continua ;
un primer sensor para medir una primera distancia entre una superficie superior del material en banda y una primera ubicación de referencia , encontrándose el primer sensor más adelante de una salida de los cilindros de trabajo y midiendo el primer sensor una segunda distancia entre la superficie superior del material en banda y la primera ubicación de referencia, midiéndose la primera y la segunda distancia en dos momentos diferentes; y
un controlador para determinar un valor de diferencia entre la primera distancia y la segunda distancia con el fin de detectar curvatura de material en el material en banda.
PDF original: ES-2662003_T3.pdf
Procedimiento y dispositivo para la medición de la planeidad de cintas.
(28/09/2016). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Inventor/es: NOE,ANDREAS,DR, NOÉ,ROLF.
Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar por líneas de proceso de cinta o laminadores, con al menos una barra de medición integrada que se extiende a lo largo de la longitud de rodillo (L) en forma de hélice u oblicua, con respecto a la dirección de marcha de cinta (x), para la determinación de las fuerzas de tracción que actúan sobre la cinta que rodea parcialmente el rodillo de medición , disponiéndose la barra de medición durante la determinación de la fuerza de tracción con su zona inicial (A) y su zona extrema (B) al menos parcialmente en el interior del arco abrazado (α) formado por la cinta y apoyándose respectivamente por los extremos en dispositivos dinamométricos del rodillo de medición.
PDF original: ES-2608576_T3.pdf
Procedimientos y aparato para supervisar y acondicionar metal en tiras.
(18/09/2013) Un aparato, que comprende:
una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno de la pluralidad de sensores a una respectiva de una pluralidad de zonas longitudinalessituadas a lo largo de una anchura del material en movimiento; y
una unidad de respuesta de acondicionamiento y supervisión del material configurada para determinar lacondición del material en movimiento y configurada para acoplarse a una pluralidad de diferentes tipos deacondicionadores de material , en la que la unidad de respuesta de acondicionamiento y supervisión delmaterial está configurada para relacionar cada uno de la pluralidad de sensores con al menosuno respectivo de una pluralidad de cojinetes de apoyo ajustables basándose en que están acoplados a unocualquiera…
Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente.
(11/09/2013) Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos controlables mediante accionadores (A), comprendiendo el método:
a) recibir (S1) datos de medición de planeidad (Y) referentes a una planeidad de la banda ,
b) determinar (S2) un error de planeidad (e) como una diferencia entre una planeidad de referencia (r) de la banda y los datos de medición de planeidad (Y),
caracterizado por que el método comprende además
c) determinar (S3) un error de planeidad ajustado (ep) en base al error de planeidad (e) y a las ponderaciones paralas combinaciones de posiciones de accionadores…
Dispositivo de laminación y procedimiento para su funcionamiento.
(23/01/2013) Dispositivo de laminación con al menos dios rodillos de trabajo y con un intersticio de laminación entre los rodillos de trabajo para el paso y laminación de un producto a laminar , como por ejemplo unabanda con preferencia de metal y, dado el caso, con una disposición de rodillos de apoyo , caracterizadoporque, además, está previsto al menos un dispositivo de medición para la medición de un atasco del materialde laminación del producto a laminar delante del intersticio de laminación , en el que, además, está prevista unaunidad de control o unidad de regulación , que en virtud de la señales del dispositivo de medición activaservo-elementos para el ajuste de la planeidad del producto a laminar.
MÉTODO Y DISPOSITIVO PARA OPTIMIZAR EL CONTROL DE LA PLANEIDAD EN LA LAMINACIÓN DE UNA BANDA.
(29/12/2011) Método para optimizar el control de la planeidad en la laminación de una banda usando cualquier número de puestos de laminado y actuadores , caracterizado por, - usar un modelo de laminado representado por una matriz de laminado (GM) que contiene información del efecto de planeidad de cada actuador, - traducir el efecto de planeidad de cada actuador en un sistema de coordenadas (u), cuya dimensión es menor o igual que el número de actuadores usados, - monitorizar/muestrear los valores de planeidad reales a través de la banda , - calcular un vector del error/desviación de planeidad (e) como la diferencia entre la planeidad de la banda monitorizada/muestreada y…
MÉTODO Y DISPOSITIVO PARA LA MEDICIÓN Y LA REGULACIÓN DE LA PLANEIDAD Y/O DE LAS TENSIONES DE UNA BANDA DE ACERO INOXIDABLE O DE UNA LÁMINA DE ACERO INOXIDABLE EN LA LAMINACIÓN EN FRÍO DE UNA CAJA DE RODILLOS MÚLTIPLES, EN PARTICULAR EN UN TREN DE LAMINACIÓN SENDZIMIR DE 20 RODILLOS.
(15/06/2011) Método para la medición y la regulación de la planeidad y/o de las tensiones de una banda de acero inoxidable o de una lámina de acero inoxidable (1a), para la operación de laminación en frío en una caja de rodillos múltiples , en particular en un tren de laminación Sendzimir (2a) de 20 rodillos, que comprende las siguientes etapas: la determinación de la distribución actual de la planeidad de la banda de acero, sobre su ancho en base a una tensión de banda medida, distribuida en el ancho de banda , en la salida (5b) de la caja de rodillos múltiples ; la determinación de un error de planeidad mediante la comparación de la distribución actual determinada de la planeidad con una curva de referencia predeterminada ; la aproximación matemática…
PROCEDIMIENTO REGULADOR PARA LAMINAR UNA BANDA EN UNA CAJA DE LAMINACION.
(01/03/2007) Procedimiento regulador para laminar una banda en una caja de laminación, que comprende al menos una pareja de cilindros de trabajo (1, 1), cilindros de apoyo (2, 2) y dado el caso también cilindros intermedios, en donde para compensar una rendija entre cilindros asimétrica por causas operativas y para mejorar el desarrollo de banda, uno de los cilindros de un juego de cilindros de cilindros de trabajo (1, 1) y/o apoyo (2, 2) se hace bascular una magnitud angular (á), de forma correspondiente a una magnitud de basculamiento (S), con relación al contra-cilindro, caracterizado porque la magnitud de basculamiento (S) se establece con los siguientes pasos de trabajo: -…
PROCEDIMIENTO E INSTALACION PARA EMBUTIR FLEJE METALICO.
(16/10/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Inventor/es: SEIDEL, JURGEN.
Procedimiento para embutir fleje metálico en una instalación de laminado de fleje en caliente, alimentándose a una instalación de devanadora el fleje metálico , tras recorrer un tren de acabado y un tramo de enfriamiento , a través de un impulsor que se compone de un rodillo de impulsor superior y otro inferior, sometiéndose el fleje metálico a una reducción del grosor en la región entre el final del tramo de enfriamiento y la instalación de devanadera , caracterizado porque para la reducción del grosor se usan los rodillos o cilindros (3) del impulsor.
PROCEDIMIENTO PARA HACER FUNCIONAR UN LAMINADOR PARA EL LAMINADO EN CALIENTE Y EN FRIO DE PRODUCTOS PLANOS.
(16/10/2004). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: ROHDE, WOLFGANG, PROF. DR..
PROCEDIMIENTO PARA MANEJAR UN MECANISMO LAMINADOR PARA EL LAMINADO EN CALIENTE Y FRIO DE PRODUCTOS PLANOS. LOS BASTIDORES DE LAMINADO DEL MECANISMO LAMINADOR MUESTRAN DOS O MAS CILINDROS Y SE HAN COLOCADO ENCIMA EN UNA DISPOSICION INDIVIDUAL O COLECTIVA. LA REGULACION DE LA SEPARACION ENTRE CILINDROS INFLUYE EN LA FUERZA DIFERENCIAL ENTRE EL LADO DE ACCIONAMIENTO Y EL LADO DE MANEJO DEL BASTIDOR DE LAMINADO, COMPENSANDO LA FUERZAS DE FLEXION Y BALANCEO. LA FUERZA DIFERENCIAL MEDIDA ENTRE EL LADO DE ACCIONAMIENTO Y EL DE MANEJO SE CORRIGE ANTES DE SEGUIR EL TRATAMIENTO DEL PRODUCTO CON UNA FUERZA DIFERENCIAL, QUE SE DERIVA DE LAS FUERZAS HORIZONTALES MEDIDAS DE CADA RODILLO.
REGULACION DE LA PLANEIDAD PARA OBTENER UNA CINTA FRIA PLANA.
(16/03/2003) Procedimiento para laminar una cinta de laminado en un tren de cintas con al menos dos bastidores de laminador o un bastidor único con laminadores de trabajo, en caso dado ajustables, superiores e inferiores respectivamente, que en caso dado se apoyan directamente o mediante laminadores intermedios en unos laminadores de apoyo y en los que para modificar el estado de la cinta de laminado se lamina al menos una pasada, en donde se pretende para la cinta de laminado una distribución de la tensión final y/o una forma de falta de planeidad final a voluntad y se compara con la distribución de la tensión alcanzada de hecho, y se utiliza para los elementos de ajuste…
PROCEDIMIENTO PARA LA PRODUCCION DE CARACTERISTICAS DEFINIDAS DE PRODUCTOS AL LAMINAR CALIDADES DE ACERO EN LA ZONA AUSTENITICA, MIXTA AUSTENITICA-FERRITICA Y FERRITICA.
(16/12/2002) Procedimiento para la producción de características definidas del producto, al laminar calidades de acero en la zona austenítica, mixta austenítica - ferrítica y ferrítica, aplicando un procedimiento de medición para la determinación de la abertura entre cilindros de un par de cilindros de trabajo mediante el registro de la posición absoluta de los cilindros de apoyo o de trabajo en el lado más alejado respectivamente de la abertura entre cilindros mediante medición óptica de la posición, caracterizado porque con relación a la posición absoluta medida de los cilindros, mediante sensores dispuestos unos junto a otros a lo largo del cilindro, se registra por sectores…
CONTROL DE LA PLANEIDAD DEL LAMINADO DE UNA TIRA.
(16/02/1998). Solicitante/s: ASEA BROWN BOVERI AB. Inventor/es: KEIJSER, OLOF.
LA INVENCION SE REFIERE A UNA OPTIMIZACION DE LAS ACCIONES DE CONTROL (CF) POR MEDIO DE MIEMBROS DE CONTROL PARA LOS RODILLOS DE TRABAJO DURANTE EL CONTROL DE LISURA DE UNA BANDA Y COMPRENDE UN METODO PARA LA EVALUACION DE LAS ACCIONES DE CONTROL Y UN DISPOSITIVO DE EVALUACION QUE CONSTITUYE UNA PARTE INTEGRAL DEL EQUIPO DE CONTROL. LAS ACCIONES DE CONTROL SE OBTIENEN MEDIANTE LA SOLUCION DE LA REACCION C = (ATA)-1.AT.F=B.F, EN DONDE A ES UNA MATRIZ QUE DESCRIBE LA DISTRIBUCION DE TENSION QUE SE ESTABLECE A TRAVES DE LA BANDA CUANDO SE ACTIVAN DIFERENTES MIEMBROS DE CONTROL Y EN DONDE "F" ES UN VECTOR QUE CONTIENE LOS ERRORES DE LISURA OBTENIDOS DESPUES DE LA MEDIDA.
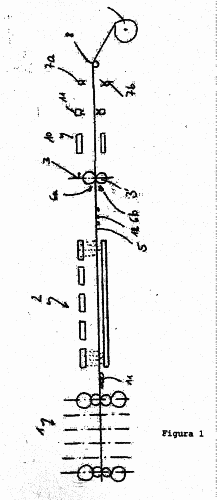
MÉTODO Y APARATO PARA DETECTAR Y CONTRARRESTAR LA DEFLEXIÓN DE UN CILINDRO EN UN TREN DE LAMINACIÓN DE METALES.
(16/12/1959). Ver ilustración. Solicitante/s: THE YOUNGSTOWN AND DEVELOPMENT COMPANY.
Método para detectar y contrarrestar la deflexión de un cilindro en un tren de laminación de metalescaracterizado por la proyección e incidencia de un medio de una fuerza determinada desde un emplazamiento separado del cilindro hacia una cara del mismo a través de un espacio situado entre dicha cara y dicho emplazamientohallándose sujetos a deflexión la cara del cilindro y el propio cilindro con acercamiento o alejamiento respecto al citado emplazamientoacortándose o alargándose así aquel espacioproduciendo dicha deflexión un cambio en la fuerza del medio que aprecia el acortamiento o alargamiento de aquel espacio mediante la detección del cambio en la fuerza del mismogenerando un impulso procedente del citado cambio de fuerza y utilizando dicho impulso para controlar el funcionamiento del referido tren manteniendo el citado espacio con una longitud sustancialmente constante.
{kind=link}
{kind=link}