CIP-2021 : B23Q 15/12 : Control autoadaptativo, es decir, ajustándose ellos mismos de forma que proporciona el mejor rendimiento en función de criterios fijados previamente.
CIP-2021 › B › B23 › B23Q › B23Q 15/00 › B23Q 15/12[2] › Control autoadaptativo, es decir, ajustándose ellos mismos de forma que proporciona el mejor rendimiento en función de criterios fijados previamente.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23Q 15/00 hasta B23Q 27/00: Medida; Indicación; Control
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR.
B23Q 15/00 Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza.
B23Q 15/12 · · Control autoadaptativo, es decir, ajustándose ellos mismos de forma que proporciona el mejor rendimiento en función de criterios fijados previamente.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de ajuste del consumo de energía de dos herramientas durante el mecanizado de extremos de secciones de tubo.
(16/01/2019) Procedimiento de mecanizado de una sección de perfil largo que tiene una longitud real (L1) y un primer y un segundo extremo (3, 3'), donde el primer y el segundo extremo (3, 3') se mecanizan con un primer o un segundo cabezal de herramienta y, durante un tiempo de mecanizado, el material es eliminado continuamente por el primer y segundo cabezal de herramienta giratorio , caracterizado porque el tiempo de mecanizado (t) se divide en incrementos de tiempo (Δti), donde para cada incremento de tiempo (Δti) se mide un par de torsión (M (ti), M'(ti)) del cabezal de herramienta y donde por cada incremento…
Método de corte de cara circunferencial interior o cara circunferencial exterior de pieza.
(18/10/2018) Un método de corte de una cara circunferencial interior o una cara circunferencial exterior de una pieza usando una herramienta de corte que sobresale de un eje principal que gira alrededor de una posición predeterminada que sirve como un centro y cuyo radio de giro puede ajustarse, incluyendo el paso de: en el caso en el que una velocidad de rotación angular del eje principal se representa como ω1, una distancia desde un centro de giro a una punta de la herramienta de corte se representa como R, y una velocidad de corte de la punta de la herramienta de corte se pone a un valor constante C, la velocidad de corte de la herramienta de corte se hace constante realizando control de modo que ω1 cambie en asociación con un cambio en la distancia…
DISPOSITIVO PARA EL POSTPROCESADO DE PIEZAS FABRICADAS POR TECNOLOGÍAS ADITIVAS.
(22/07/2013) Dispositivo para el postprocesado de piezas fabricadas por tecnologías aditivas que comprende un sistema de corte dotado de al menos un elemento de corte lineal; un sistema de transporte al que se fija una plataforma de construcción a la que está unida la al menos una pieza fabricada por dichas tecnologías, directamente o mediante soportes o por combinación de ambos, y que permite un movimiento circular de rotación y un movimiento lineal de traslación de la plataforma de construcción respecto a el al menos un elemento de corte lineal del sistema de corte, siendo la dirección del movimiento del al menos un elemento de corte lineal paralela al plano de la…
CONTROLADOR PARA MAQUINAS HERRAMIENTAS OPERADAS POR CNC.
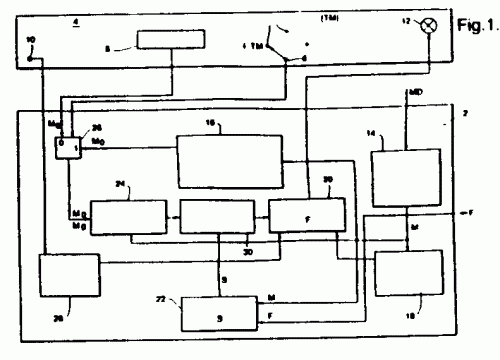
(16/07/1998). Ver ilustración. Solicitante/s: OMAT LTD. ZUCKERMAN, MARK. Inventor/es: FAINSTEIN, BORIS, RUBASHKIN, IGOR, TABACHNIK, EDUARD, KARASIN, IGOR, WARSHAWSKI, JOEL, P.
CONTROLADOR PARA MAQUINAS HERRAMIENTAS OPERADAS POR CNC. UN CONTROLADOR PARA OPTIMIZACION DE TRABAJO DE METAL EN MAQUINAS HERRAMIENTAS OPERABLES POR CNC INCLUYE UNA PRIMERA UNIDAD PARA SUPERVISAR EL PAR DE TORSION DEL ACCIONAMIENTO PRINCIPAL DE LA MAQUINA HERRAMIENTA PARA ESTABLECER LA POTENCIA DE CORTE INSTANTANEA, REAL, UNA SEGUNDA UNIDAD PARA FIJAR LA POTENCIA DE CORTE DE REGIMEN EN EL MODO DE INSTRUCCION EN FUNCION DEL PAR DE TORSION DEL ACCIONAMIENTO PRINCIPAL CONTROLADO, UNA TERCERA UNIDAD PARA CALCULAR LA VELOCIDAD DE AVANCE REQUERIDA PARA MANTENER LA POTENCIA DE CORTE A UN NIVEL CONSTANTE Y CONTROLAR EL ACCIONAMIENTO DE AVANCE, Y UNA CUARTA UNIDAD SENSIBLE AL PAR DE TORSION DEL ACCIONAMIENTO PRINCIPAL CONTROLADO Y PROPORCIONAR SEÑALES DE LIMITACION DE LA VELOCIDAD DE AVANCE A LA TERCERA UNIDAD PARA PROTEGER LA HERRAMIENTA CONTRA ROTURA.
PROCEDIMIENTO PARA EL FRACCIONAMIENTO SIN ARRANQUE DE VIRUTAS DE UN RISTREL EN TABLAS DEL MISMO ESPESOR.
(01/04/1994). Solicitante/s: GEBRUDER LINCK, MASCHINENFABRIK ×GATTERLINCK× GMBH & CO.KG. Inventor/es: GONNER, SIEGMAR.
PARA UN DISPOSITIVO PARA EL FRACCIONAMIENTO DE CORTE SIN ARRANQUE DE VIRUTAS LIBRE DE PERDIDAS DE UN RISTREL EN TABLAS FINAS, EN EL QUE NO SE PUEDE AJUSTAR EXACTAMENTE UN ESPESOR DE TABLA DESEADO DEBIDO A LOS VARIABLES PARAMETROS DE PROPIEDAD DE LA MADERA, SE DESCRIBE UN PROCEDIMIENTO PARA PODER FRACCIONAR UN RISTREL TOTALMENTE EN UN NUMERO DE TABLAS ESENCIALMENTE DEL MISMO ESPESOR, SIN QUE QUEDE UNA TABLA RESIDUAL DEMASIADO FINA O DEMASIADO GRUESA. PARA ELLO SE MIDE EL ESPESOR RESPECTIVO DEL RISTREL RESPECTIVO Y SE REACOPLA EL RESULTADO AL AJUSTE DE LA MAQUINA.
APARATO DE TORRETA MULTIMANDRIL PROGRAMABLE Y PROCEDIMIENTO PARA EFECTUAR SU MODULACION DE TIEMPO.
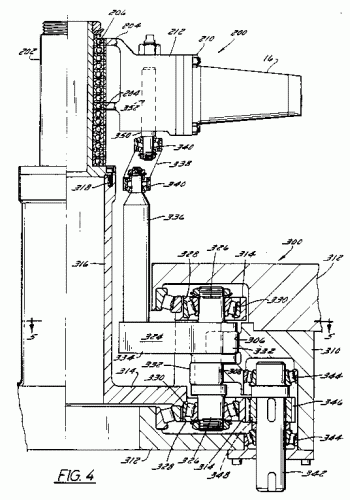
(01/11/1990). Ver ilustración. Solicitante/s: PAPER MACHINERY CORPORATION. Inventor/es: KONZAL, DARYL R.
APARATO DE TORRETA MULTIMANDRIL PROGRAMABLE Y PROCEDIMIENTO PARA EFECTUAR SU MODULACION DE TIEMPO, PARA SITUAR CADA UNO DE UNA PLURALIDAD DE MANDRILES EN TORNO AL EJE CENTRAL DE LA TORRETA PARA INTERACCION PERIODICA CON UNA PLURALIDAD DE ESTACIONES DE TRABAJO. UNA COLUMNA CENTRAL GIRA A VELOCIDAD ANGULAR VIRTUALMENTE CONSTANTE. CADA MANDRIL VA MONTADO PARA GIRAR ALREDEDOR DE UN EJE COMUN CON EL DE LA TORRETA. MEDIOS DE CONTROL ACTUAN CON LA COLUMNA PARA TRANSMITIR PAR A LOS MADRILES POR MEDIO DE LEVAS Y ARTICULACIONES . LOS PERIODOS RESPECTIVOS DE ACELERACION Y DECELERACION ANGULARES Y EL REPOSO ABSOLUTO DE LOS MANDRILES RESPECTIVOS SE CONTROLA SIGUIENDO EL PERFIL PREDETERMINADO DE LAS LEVAS RESPECTIVAS.
UNIDAD DE CONTROL DE UNA MAQUINA DE ROSCAR, ELECTRONICA E HIDRAULICA.
(16/07/1990). Ver ilustración. Solicitante/s: COMERCIAL B.A., S.A. Inventor/es: BARO, JAVIER.
UNIDAD DE CONTROL DE UNA MAQUINA DE ROSCAR, ELECTRONICA E HIDRAULICA, QUE CONSTA DE UN MICROPROCESADOR CON SUS CIRCUITOS ACCESORIOS Y MEMORIAS VOLATILES Y NO VOLATILES A LOS CUALES SE INCORPORAN INSTRUCCIONES MEDIANTE UN TECLADO Y UNOS SENSORES DE VELOCIDAD, DE SENTIDO DE GIRO Y DE MOTOR EN USO, A PARTIR DE LAS CUALES SE ACCIONAN ELECTROVALVULAS DE CONTROL DE VELOCIDAD, DE PRESION Y DE SENTIDO DE GIRO DEL MACHO DE LA ROSCADORA, ESTABLECIENDOSE LAS FORMAS MANUAL Y AUTOMATICA DE FUNCIONAMIENTO. DE APLICACION EN MAQUINAS DE ROSCAR CON MOTORES HIDRAULICOS.
PROCEDIMIENTO Y DISPOSITIVO AUTOMATICOS Y AUTOADAPTABLES A LA SOLDADURA DE UNA JUNTA POR FUSION.
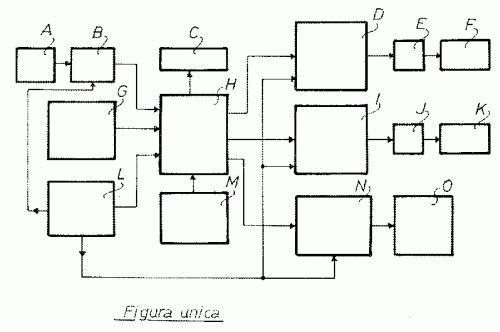
(16/07/1987). Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE.
DISPOSITIVO ADAPTADOR Y AUTOMATICO A LA SOLDADURA DE UNA JUNTA POR FUSION. SE COMPONE DE: UNA CABEZA (A) DE SOLDADURA DESPLAZABLE RESPECTO AL PORTADOR (P) Y QUE CONTIENE UN ELECTRODO (TL) MOVIBLE QUE PRODUCE UN ARCO ELECTRICO Y UN DETECTOR (D) DE TIPO OPTICO O DE CORRIENTE DE FOUCANET MOVIBLE Y QUE DETECTA LA PRESENCIA DE LA JUNTA Y UN PORTADOR (P) MOVIL A LO LARGO DE LA JUNTA A SOLDAR Y POSICIONABLE EN UN MARCO FIJO.
PROCESO PARA EL CONTROL DE LA VELOCIDAD DE AVANCE DE LAS PIEZAS A TRABAJAR Y APARATO PARA LA REALIZACION DEL PROCESO.
(16/06/1978). Solicitante/s: FIORINI,ANTONIO.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN MAQUINAS - HERRAMIENTAS, EN ESPECIAL EN TALADRADORAS CON CONTROL DE PAR.
(01/12/1975) Perfeccionamientos introducidos en máquinas-herramientas , en especial en taladradoras con control de par, que se caracterizan por la combinación que presenta; un husillo deslizante montado en forma deslizantes en la bancada al que se ajusta la broca o el útil de taladrar o mecanizar, un motor eléctrico que arrastra del husillo y del útil, con un sistema reductor, dispositivos ligados al husillo que aseguran desplazamientos axiales del husillo y del útil, un motor eléctrico de arrastre, dispositivos que aseguran los desplazamientos axiales, con un sistema reductor, una dinamo tacométrica sincronizadora de las…
{kind=link}
{kind=link}
{kind=link}