CIP-2021 : B21D 19/00 : Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos.
CIP-2021 › B › B21 › B21D › B21D 19/00[m] › Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B21D 19/02 · por medio de herramientas de acción continua que se desplazan a lo largo del borde.
B21D 19/04 · · en forma de rodillos.
B21D 19/06 · · · que trabajan interiormente.
B21D 19/08 · mediante la acción única o sucesiva de herramientas de presión, p. ej. mandíbulas de alicates.
B21D 19/10 · · que trabajan interiormente.
B21D 19/12 · Rodadura de los bordes.
B21D 19/14 · · Reforzado de los bordes, p. ej. por armado.
B21D 19/16 · Formación de pestañas en las extremidades de los tubos.
CIP2021: Invenciones publicadas en esta sección.
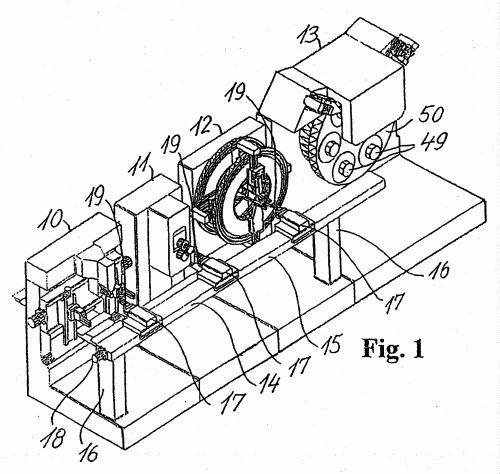
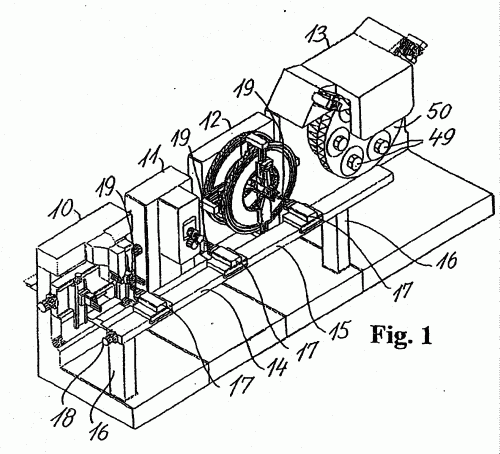
Equipo y procedimiento para calibrar superficies de corte que presentan rebabas en piezas troqueladas o cortadas con precisión.
(04/12/2019) Equipo para calibrar superficies de corte que presentan rebaba en piezas troqueladas o cortadas con precisión como pesos de péndulo, laminillas, anillos sincronizadores para acoplamientos o similares, con una parte superior y una parte inferior , que constituyen al menos una etapa de corte para cortar los contornos exterior y/o interior de la pieza y al menos una etapa de conformación para eliminar por estampado las rebabas formadas al cortar, estando dividida la etapa de conformación en una parte superior fija de la matriz con una campana de troquelado , así como una parte inferior de la matriz que puede moverse en la dirección…
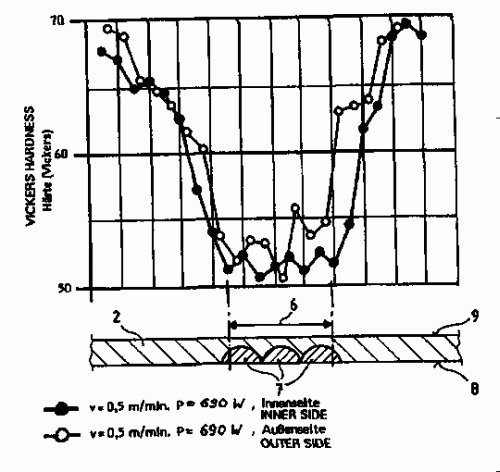
Procedimiento para la fabricación de una tubería, en particular una tubería de freno o una tubería de combustible, para un automóvil y tubería.
(31/05/2019) Procedimiento para la fabricación de una tubería provista de un reborde (40, 40a), en particular una tubería de freno o una tubería de combustible, para un automóvil, que comprende las etapas de procedimiento siguientes:
proporcionar una tubería que comprende un tubo interior que se extiende en una dirección axial (x), un revestimiento que envuelve el tubo interior y una sección de extremo que finaliza en una superficie frontal ;
decapar la sección de extremo a lo largo de una primera sección de decapado de tal modo que la superficie de la sección de extremo genera un primer valor de fricción (m1) en la zona de la primera sección de decapado ;
decapar la sección de extremo a lo largo de al menos una segunda sección de decapado de tal modo que la superficie de la sección de extremo…
Estructura de acoplamiento, miembro de acoplamiento que tiene una estructura de acoplamiento y método de fabricación de un miembro de acoplamiento que tiene una estructura de acoplamiento.
(16/01/2019) Una estructura de acoplamiento que comprende:
una sección hueca del vástago formada por un tubo metálico; y
secciones de fijación formadas por deformación plástica del tubo metálico para conectarse así con las secciones de extremo de la sección hueca del vástago ,
en la que la sección de fijación 10 incluye
un par de secciones de extremo de base que están conectadas cada una con una sección de pared periférica que forma una sección transversal cerrada en la sección de extremo de la sección hueca del vástago , y están separadas entre sí, y
una pared inferior (22A, 32A) que incluye una superficie plana conectada…
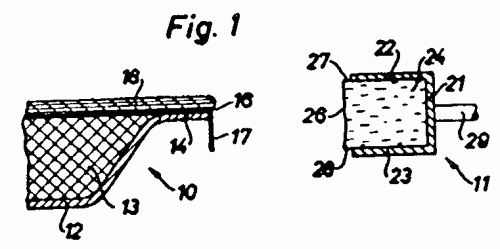
Tanque estanco y térmicamente aislante que consta de bandas metálicas.
(03/12/2018) Tanque estanco y térmicamente aislante integrado en una estructura portadora, constando la estructura portadora de una pluralidad de paredes portadoras, constando el tanque de una pluralidad de paredes de tanque fijadas cada vez a una pared portadora respectiva, constando una pared de tanque de:
una barrera de aislamiento térmico retenida en la pared portadora, presentando la barrera de aislamiento térmico una superficie de soporte plana paralela a la pared portadora respectiva,
una barrera de estanqueidad soportada por la barrera de aislamiento y constando de una estructura repetida que consta alternativamente de una virola metálica alargada y un ala de soldadura alargada conectada a la superficie de soporte y sobresaliendo con respecto a…
Procedimiento para la fabricación de un componente de metal templado en prensa.
(09/08/2017). Solicitante/s: THYSSENKRUPP STEEL EUROPE AG. Inventor/es: PATBERG, LOTHAR, LENZE, FRANZ-JOSEF, SIKORA,SASCHA, ULRICHS,ANDREAS.
Procedimiento para la fabricación de un componente de metal templado en prensa, hecho de acero o de una aleación de acero,
- en el que una pletina o un semiproducto se templa en prensa en un útil de conformado , caracterizado porque
- la pletina o el semiproducto presenta zonas parciales con espesor de pared reducido,
- las zonas parciales con espesor de pared reducido se producen mediante estampado de la pletina o del semiproducto antes del temple en prensa y
- las zonas parciales con espesor de pared reducido no se templan en prensa.
PDF original: ES-2646314_T3.pdf
Procedimiento y dispositivo para la eliminación mecánica del revestimiento de piezas en bruto revestidas utilizando una prensa y una cuchilla raspadora.
(17/09/2014) Procedimiento para eliminar al menos en parte el revestimiento de piezas en bruto de metal revestidas por uno o ambos lados en regiones que presentan una dirección de extensión principal, pudiendo discurrir las regiones de las que se eliminará el revestimiento en la dirección de extensión principal tanto en línea recta como de manera curvada, caracterizado por que la pieza en bruto se coloca sobre un soporte de pieza en bruto de una prensa y durante el movimiento de cierre de la prensa al menos una cuchilla raspadora elimina el revestimiento de la pieza en bruto mediante un raspado fundamentalmente perpendicular a la dirección de extensión principal de la región de la pieza en bruto de la que hay que eliminar el revestimiento.
Procedimiento para el desbarbado multifilar de hilos de alambre, y dispositivo correspondiente.
(14/10/2013) Procedimiento para el desbarbado multifilar de hilos de alambre, preferentemente de un gran número de hilos de alambre , dispuestos paralelamente entre sí y aislados, de una banda de hilos de alambre, especialmente para la fabricación de alambres redondos o alambres perfilados, siendo entallada previamente una banda de chapa, bien por un lado o por ambos lados contrapuestos, para la conformación de los hilos de alambre de la banda de hilos de alambre, después de lo cual los hilos de alambre , unidos todavía por nervios, y para la posterior transformación de los nervios hasta nervios de separación finos y separables…
FIJACION DE UNA PARTE INFERIOR A UN CUERPO DE LATA.
(01/03/2006). Ver ilustración. Solicitante/s: GLUD & MARSTRAND A/S. Inventor/es: ZUBCEVIC, ESAD.
Un procedimiento para la sujeción de una parte inferior a un cuerpo de lata con una forma circular o no circular en la sección transversal, comprendiendo dicho procedimiento · colocar la parte inferior en un extremo del cuerpo de lata de manera que una parte de reborde de la parte inferior esté colindantemente enganchada con una brida radial formada al menos en dicho extremo. · girar el cuerpo de lata respecto de al menos una herramienta de doblado o plegado , · desplazar dichas herramienta de doblado o plegado radialmente respecto del cuerpo de lata a lo largo de un recorrido predeterminado que corresponde a la forma de la sección transversal del cuero de lata , para de este modo sujetar la parte inferior al cuerpo de lata , y en el que hay una interdependencia controlada entre el movimiento radial de dicha herramienta respecto del giro del cuerpo de lata y la forma del mismo.
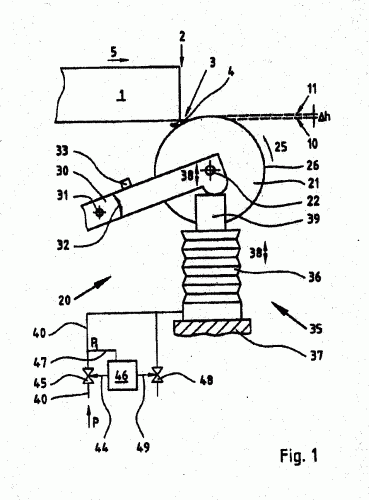
DISPOSITIVO Y PROCEDIMIENTO PARA LA ELIMINACION DE UNA REBABA DE UN BORDE DE CORTE DE UN SEMIPRODUCTO COLADO EN CONTINUO.
(01/07/2005). Ver ilustración. Solicitante/s: CONCAST STANDARD AG. Inventor/es: SCHMID, MARKUS.
EL DISPOSITIVO PARA ELIMINACION DE UNA REBABA EN UN CANTO DE CORTE DE UN SEMIPRODUCTO DE FUNDICION DE COLADA EN CUERDA ABARCA UN CUERPO DE ROTACION , QUE ES GIRATORIO ALREDEDOR DE UN EJE DE GIRO MODIFICABLE EN SU POSICION Y CUYA SUPERFICIE PUEDE SER PUESTA EN CONTACTO CON LA REBABA . SE HA PREVISTO UN MEDIO PARA PRESIONADO DE LA SUPERFICIE CON UNA FUERZA DE PRESIONADO (P 1 ) PREVIAMENTE DADA EN EL CANTO DE CORTE CON LA REBABA . EL MEDIO PERMITE UN PRESIONADO CONTROLADO. A TRAVES DEL CONTROL DE LA FUERZA DE PRESIONADO SE PERMITE UNA ELIMINACION DE REBABA COMODA TANTO PARA EL DISPOSITIVO DE DESBARBADO, COMO TAMBIEN PARA EL SEMIPRODUCTO.
FORMACION POR LAMINACION DE UNA FORMA EN SECCION NO CIRCULAR.
(01/04/2005). Ver ilustración. Solicitante/s: GLUD & MARSTRAND A/S. Inventor/es: ZUBCEVIC, ESAD.
Un procedimiento para formar un cuerpo de lata tubular, o una pieza de lámina para el mismo con una configuración deseada de la sección transversal, comprendiendo dicho procedimiento paso de la pieza de lámina o la pared del cuerpo de lata tubular a través de los prensadores de al menos tres pares de rodillos giratorios cooperantes, giro de los rodillos que se extienden en la misma dirección general, y movimiento mutuamente transversalmente de dichos pares de rodillos respecto de la trayectoria de la pieza de lámina o de la pared del cuerpo de lata tubular para proporcionar dicha configuración deseada de la sección transversal.
VIGA DE METAL, EN PARTICULAR DE ACERO, FABRICADA CON UN ALMA Y AL MENOS UN ALA SOLDADAS POR ENERGIA RADIANTE, Y PROCEDIMIENTO DE FABRICACION DE LA MISMA.
(16/02/2003). Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: BEHR, FRIEDRICH, PROF. DR.-ING. HABIL.
LA INVENCION SE REFIERE A UN SOPORTE PERFILADO SOLDADO DE FORMA CONJUNTA A PARTIR DE UN BRAZO Y UNA BRIDA POR MEDIO DE ENERGIA DE RADIACION, METALICO, EN PARTICULAR ACERO Y UN PROCEDIMIENTO PARA SU ELABORACION. UNA TIRA METALICA DETERMINADA PARA EL BRAZO SE OBTIENE AL MENOS POR MEDIO DE CONFORMACION EN FRIO A TRAVES DE UN DISPOSITIVO DE REDONDEADO EN UNA SUPERFICIE FRONTAL PLANA DE LA CARA ESTRECHA A SER SOLDADA. CON PREFERENCIA SE SOPORTAN LAS CARAS ESTRECHAS DE LOS COMPONENTES A SER SOLDADOS DE ESTA TIRA Y/O DE UNA OTRA TIRA DETERMINADA PARA LA BRIDA POR MEDIO DE CONFORMACION EN FRIO DE LOS BORDES REDONDEADOS DEL LADO ESTRECHO. A CONTINUACION SON ALISADOS EN UN MECANISMO DE LAMINACION EN LAS CARAS ESTRECHAS DE LAS ZONAS DEL BORDE DE RECALDADO DE LAS TIRAS, SIENDO SOLDADAS LAS TIRAS DETERMINADAS COMO BRAZO CON SU SUPERFICIE FRONTAL PLANA SIN BORDES REDONDEADOS EN LA BRIDA POR MEDIO DE ENERGIA DE RADIACION SIN MATERIAL DE SOLDADURA ADICIONAL EN UN PROCESO DE SOLDADURA SIN FILO.
METODO DE PRODUCCION DE PIEZAS DE CHAPA PARA SISTEMAS DE CINTURON DE SEGURIDAD DE UN VEHICULO.
(01/03/2000). Ver ilustración. Solicitante/s: TRW OCCUPANT RESTRAINT SYSTEMS GMBH & CO. KG. Inventor/es: WIER, FRANZ.
PARA FABRICAR PIEZAS DE CHAPA PARA SISTEMAS DE RETENCION DE OCUPANTES DE UN VEHICULO EL METODO PROPONE UTILIZAR CHAPA GALVANIZADA A PARTIR DE LA CUAL SE ESTAMPAN LAS PIEZAS DE CHAPA . DE ESTA FORMA LOS BORDES DEL MATERIAL QUEDAN PROTEGIDOS ANTE LA CORROSION AUN SIN TRATAMIENTO POSTERIOR DE GALVANIZADO.
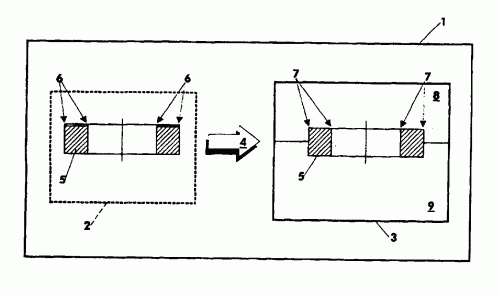
METODO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS ESTAMPADAS.
(16/02/2000). Ver ilustración. Solicitante/s: ZF FRIEDRICHSHAFEN AKTIENGESELLSCHAFT FEINTOOL INTERNATIONAL HOLDING AG. Inventor/es: SKRABS, ALFRED, GRIMM, WILLY.
LA INVENCION SE REFIERE A UN METODO PARA FABRICAR PIEZAS ESTAMPADAS, EN PARTICULAR LAMINAS, QUE CONSTA SOLAMENTE DE DOS ETAPAS. EN UNA PRIMERA ETAPA, LA PIEZA ES ESTAMPADA DENTRO DE UN DISPOSITIVO EN UNA FASE DE CORTE DE PRECISION Y, A CONTINUACION, ES ENVIADA A UNA FASE DE TROQUELADO MEDIANTE UNAS TENAZAS DE TRANSFERENCIA ALOJADAS EN EL DISPOSITIVO . EN LA SEGUNDA ETAPA Y EN LA FASE DE TROQUELADO , QUE TAMBIEN SE ENCUENTRA EN EL INTERIOR DEL DISPOSITIVO , SE ESTAMPAN LOS PERFILES INTERIOR Y EXTERIOR SOBRE LA PIEZA DE TAL FORMA QUE LAS POSIBLES REBABAS APARECIDAS EN LA PIEZA DURANTE LA PRIMERA ETAPA DEL METODO QUEDEN REDONDEADAS.
PROCEDIMIENTO PARA CONFORMADO DE UNA PIEZA DE TRABAJO METALICA PLANA.
(16/02/2000). Ver ilustración. Solicitante/s: AUDI AG. Inventor/es: SIEGERT, KLAUS, RUDLAFF, THOMAS, MNIF, JAMEL.
LA INVENCION SE REFIERE A UN PROCESO PARA CONFORMADO DE UNA PIEZA DE TRABAJO METALICA PLANA, ESPECIALMENTE UNA LAMINA DE ALUMINIO, DONDE LA PIEZA DE TRABAJO ES TRATADA TERMICAMENTE EN LA ZONA DE CONFORMADO. DE ACUERDO CON LA INVENCION EL TRATAMIENTO TERMICO SE APLICA MEDIANTE UNA HERRAMIENTA DE RADIACION Y EL CONFORMADO SE REALIZA DESPUES DEL TRATAMIENTO TERMICO, PERO DENTRO DE UN PERIODO EN EL CUAL EL MATERIAL DE LA PIEZA DE TRABAJO TIENE TODAVIA UNA CAPACIDAD INCREMENTADA DE EXPANSION. ESTO ES POSIBLE PARA TRATAMIENTO TERMICO DE UNA ZONA DE CONFORMADO LIMITADA RELATIVAMENTE ESTRECHA SOBRE LA PIEZA DE TRABAJO CON EQUIPOS SENCILLOS. EL PROCESO COMPLETO PUEDE HACERSE MAS FLEXIBLE DEBIDO AL INTERVALO TEMPORAL ENTRE EL TRATAMIENTO TERMICO Y EL CONFORMADO.
MAQUINA DE DESBARBADO DE DESBASTE OBTENIDAS DE UNA INSTALACION DE COLADA CONTINUA Y ROTOR UTILIZADO EN ESTE TIPO DE MAQUINA DE DESBARBADO.
(01/04/1999). Solicitante/s: SOLLAC. Inventor/es: MEUNIER, JACQUES, COPPIN, FRANCIS, DUVAL, DOMINIQUE.
LA INVENCION SE REFIERE A UNA MAQUINA DE DESBARBADO DE DESBASTES OBTENIDOS DE UNA INSTALACION DE COLADA CONTINUA Y PUESTOS EN LA LONGITUD DESEADA POR OXICORTE, DEL CORTE QUE COMPRENDE UN ROTOR QUE LLEVA EN SU PERIFERIA MARTILLOS AUTOESCAMOTEABLES. EL ROTOR COMPRENDE UN CUBO SOBRE EL QUE ESTAN FIJADOS, A CADA EXTREMO, UN LATERAL DE APOYO EN FORMA DE VIROLA CIRCULAR Y, ENTRE ESTOS DOS LATERALES DE APOYO , PARES DE SEMILATERALES DE APOYO EN FORMA DE SEMIVIROLA CIRCULAR, ADYACENTES Y OPUESTOS. CADA PAR DE SEMILATERAL DE APOYO ESTA REGULARMENTE SEPARADO EN LA DIRECCION LONGITUDINAL DEL CUBO Y UNO DE LOS SEMILATERALES DE APOYO DE CADA PAR ESTA DECALADO EN DICHA DIRECCION LONGITUDINAL RESPECTO DEL OTRO DE LOS SEMILATERALES DE APOYO DE DICHO PAR . LA INVENCION SE REFIERE TAMBIEN A UN ROTOR UTILIZADO EN ESTE TIPO DE MAQUINA DE DESBARBADO.
PROCEDIMIENTO PARA LA ELABORACION DE UN CARRIL PERFILADO.
(01/08/1998). Solicitante/s: HILTI AKTIENGESELLSCHAFT. Inventor/es: HOFLE, SIEGFRIED, STAMPFL, HANS, HINTERSTEINER, WALTER.
LA INVENCION SIRVE PARA LA ELABORACION DE CARRILES PERFILADOS CON SECCION TRANSVERSAL EN FORMA DE C, DONDE AMBOS BORDES DE UNA TIRA DE CHAPA SON DOBLADOS ESENCIALMENTE EN UN ANGULO DE 90 DISCOS A CONTINUACION ES ENROLLADA EN LOS CANTOS LONGITUDINALES DE LOS BORDES DOBLADOS POR MEDIO DE LOS DISCOS PERFILADOS DE UNA PERFILACION Y FINALMENTE LA TIRA DE CHAPA ES CONFORMADA PARA LA OBTENCION DE UNA SECCION TRANSVERSAL EN FORMA DE C.
UTILLAJE PARA PLEGAR EN ESPECIAL LAMINAS METALICAS.
(16/01/1991). Ver ilustración. Solicitante/s: MATEC HOLDING AG. Inventor/es: HIELSCHER PETER.
UTILLAJE PARA PLEGAR EN ESPECIAL LAMINAS METALICAS. UTILLAJE PARA PLEGAR EN ESPECIAL PARA EL PLEGADO HORIZONTAL DE UNA LAMINA METALICA ALREDEDOR DEL CANTO DE UNA PLANCHA FINA, QUE COMPRENDE UN ELEMENTO DE SUJECION DE SECCION TRANSVERSAL EN FORMA DE ENTRE CUYOS LADOS SE DISPONE UN MATERIAL DE ELASTICIDAD SIMILAR A LA DE LA GOMA PARA PLEGAR LA LAMINA DOBLADA CASI EN 90G EN EL CANTO DE LA CHAPA FINA, SIENDO LA LONGITUD LIBRE DE LOS LADOS DEL ELEMENTO DE SUJECION ASI COMO LA DISTANCIA ENTRE ELLOS ES COMO MINIMO EL DOBLE DE LA ALTURA DE REBORDE DE LA LAMINA QUE SE HA DE PLEGAR.
APARATO PARA PLEGAR UNA PESTAÑA DE BORDE SOBRESALIENTE DE UNA PIEZA EN TRABAJO.
(01/06/1990) APARATO PARA PLEGAR UNA PESTAÑA DE BORDE SOBRESALIENTE DE UNA PIEZA EN TRABAJO , CONTRA LA SUPERFICIE DE LA QUE SOBRESALE EN ANGULO. UN MECANISMO DE ENLACE ENTRE UN PRIMER PORTAHERRAMIENTAS Y UNA BANCADA ES UN MECANISMO DE PARALELOGRAMO DE ENLACE QUE ESTA CONSTRUIDO DE TAL MANERA QUE UNA LINEA IMAGINARIA DE UNION ENTRE LOS PIVOTES EJE DE LAS ARTICULACIONES QUE LLEVA LA BANCADA SE PROLONGARA SUBSTANCIALMENTE PERPENDICULAR A UNA LINEA IMAGINARIA DE UNION ENTRE LOS PIVOTES EJE QUE LLEVA LA BANCADA DEL MECANISMO DEL PARALELOGRAMO DE ENLACE DEL SEGUNDO PORTAHERRAMIENTAS . EL DISPOSITIVO CONDUCTOR INCLUYE UN SOLO MIEMBRO CONDUCTOR QUE ESTA CONECTADO ENTRE LA BANCADA Y UNA ARTICULACION EN EL MECANISMO DEL PARALELOGRAMO DE ENLACE DE UN…
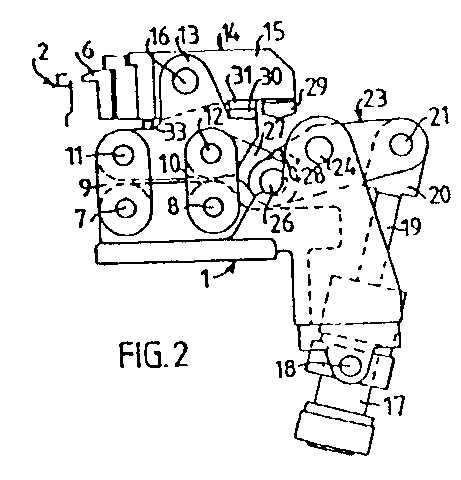
APARATO PARA DOBLAR UN REBORDE SOBRANTE DE UNA PIEZA EN ELABORACION.
(01/06/1990). Ver ilustración. Solicitante/s: AB VOLVO. Inventor/es: DORSETT, MICHAEL W.
APARATO PARA DOBLAR UN REBORDE SOBRANTE DE UNA PIEZA EN ELABORACION , QUE SOBRESALE A CIERTO ANGULO RESPECTO A LA SUPERFICIE DE DICHA PIEZA, CONTRA ESTA SUPERFICIE. UN SISTEMA DE ARTICULACIONES QUE CONECTA UN PORTAHERRAMIENTAS CON UN BASTIDOR , INCLUYE DOS BALANCINES PARALELOS ENTRE SI, UN EXTREMO DE CADA UNO DE LOS CUALES ESTA ARTICULADO EN UN RESPECTIVO MUÑON SITO EN EL PORTAHERRAMIENTAS . EL PRIMER BALANCIN ESTA ARTICULADO EN SU OTRO EXTREMO EN UN MUÑON QUE LLEVA TAMBIEN DE FORMA ARTICULADA UN EXTREMO DE UN ESLABON DE CONEXION CUYO OTRO EXTREMO ESTA ARTICULADO AL OTRO EXTREMO DEL SEGUNDO BALANCIN POR MEDIO DE UN MUÑON . EL DISPOSITIVO DE ACCIONAMIENTO INCLUYE UN ELEMENTO DE ACCIONAMIENTO Y TAMBIEN UN DISPOSITIVO DE LEVAS QUE ES ACCIONADO POR EL ELEMENTO DE ACCIONAMIENTO PARA LA ACTIVACION DE UN ELEMENTO EMPUJADOR DELEVAS.
APARATO PARA DOBLAR UN REBORDE SOBRANTE DE UNA PIEZA A TRABAJAR.
(01/06/1990). Ver ilustración. Solicitante/s: AB VOLVO. Inventor/es: DORSETT, MICHAEL W.
APARATO PARA DOBLAR UN REBORDE SOBRANTE DE UNA PIEZA A TRABAJAR QUE SE PROYECTA EN ANGULO CON UNA SUPERFICIE DE DICHA PIEZA A TRABAJAR , PARA PONERLO EN AJUSTE DE SOLAPE CON LA SUPERFICIE. EL APARATO INCLUYE LA HERRAMIENTA DE DOBLAR QUE ESTA MONTADA EN UN PORTA-HERRAMIENTAS QUE ESTA CONECTADO A UNA CONSOLA POR MEDIO DE UN MECANISMO DE ARTICULACION . EL SISTEMA ARTICULADO INCLUYE UNA PRIMERA ARTICULACION , UN EXTREMO DE LA CUAL ESTA ARTICULADO SOBRE UNA MUÑEQUILLA EN EL PORTA-HERRAMIENTAS 96) Y CUYO OTRO EXTREMO ESTA ARTICULADO SOBRE UNA MUÑEQUILLA FIJA MONTADA EN LA CONSOLA , Y UNA SEGUNDA ARTICULACION , UN EXTREMO DE LA CUAL ESTA ARTICULADO SOBRE UNA MUÑEQUILLA EN EL PORTA-HERRAMIENTAS Y EL OTRO EXTREMO ESTA ARTICULADO SOBRE UNA MUÑEQUILLA QUE ESTA CONECTADA A LA CONSOLA Y CUYA POSICION EN RELACION A LA CONSOLA PUEDE AJUSTARSE.
APARATO PLEAGADOR DE UNA PESTAÑA DE BORDE CONTRA UNA PIEZA DE TRABAJO.
(01/06/1990). Ver ilustración. Solicitante/s: AB VOLVO. Inventor/es: DORSETT, MICHAEL W.
APARATO PLEGADOR DE UNA PESTAÑA DE BORDE CONTRA UNA PIEZA DE TRABAJO , PESTAÑA QUE SE PROYECTA RESPECTO DE ESTA SUPERFICIE. UN DISPOSITIVO DE TRANSMISION SE CONECTA A UN SOPORTE DE HERRAMIENTA MEDIANTE UNA ARTICULACION DE AJUSTE . EL SOPORTE DE HERRAMIENTA POSEE UNA PARTE PRINCIPAL QUE SE CONECTA UN MECANISMO DE PARALELOGRAMO , Y UNA PARTE QUE SE MUEVE EN RELACION CON LA PARTE PRINCIPAL Y QUE DIRIGE A LA HERRAMIENTA Y ES EMPUJADA POR MEDIO DE UN ELEMENTO ELASTICO HACIA UNA POSICION INICIAL. LA ARTICULACION DE AJUSTE SE DISPONE PARA QUE ACTUE SOBRE LA PARTE MOVIL DEL SOPORTE DE HERRAMIENTA EN UNA DIRECCION QUE LA ALEJE DE LA POSICION INICIAL CUANDO LA PARTE PRINCIPAL DEL SOPORTE DE HERRAMIENTA ESTE SITUADA EN LA PROXIMIDAD DE UNA POSICION FINAL Y LA HERRAMIENTA ESTE CONECTADA A LA PESTAÑA DE BORDE DE LA PIEZA DE TRABAJO.
MAQUINA Y METODO PARA CONFORMAR PERFILES PLANOS.
(16/12/1984). Solicitante/s: CASTAÑE GARCIA,FRANCISCO.
MAQUINA Y METODO PARA CONFORMAR PERFILES PLANOS A PARTIR DE UNA TIRA DE PLANCHA METALICA.EL METODO COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE ALIMENTA HACIA LA MAQUINA CONFORMADORA LA TIRA DE PLANCHA METALICA OPORTUNAMENTE GUIADA; SEGUNDA, SE CONFORMA DICHA TIRA SEGUN UNA CONFIGURACION EN U; Y POR ULTIMO, SE DOBLAN PROGRESIVAMENTE LAS RAMAS CONTRA LA PARTE MEDIA Y SE APLASTAN DICHAS RAMAS CONTRA DICHA PARTE MEDIA, PARA OBTENER UN PERFIL CUYOS BORDES LONGITUDINALES CORRESPONDIENTES A LA CARA OPUESTA A LAS RAMAS SEAN ROMOS.
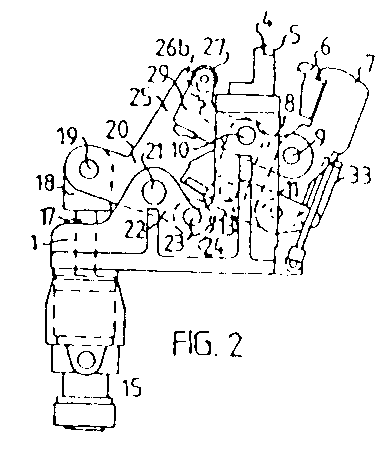
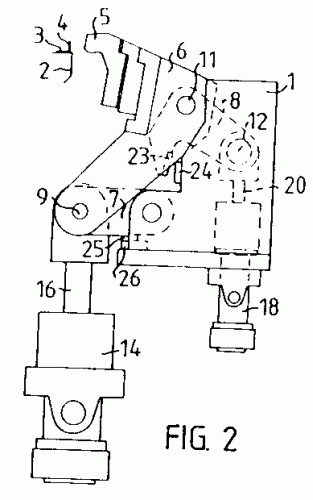
PERFECCIONAMIENTOS EN LOS APARATOS PARA ABRIR UNIONES REBORDEADAS.
(01/04/1982). Solicitante/s: SUDDEUTSCHE KUHLERFABRIK JULIUS FR. BEHR GMBH & CO.
HERRAMIENTA PARA ABRIR UNIONES METALICAS REBORDEADAS. COMPRENDE DOS BRAZOS DE PINZAS ARTICULADOS MEDIANTE UN PERNO , TENIENDO UNO DE ELLO UN FILO (1') A MODO DE ESCOPLO PARA INTRODUCIRLO POR DETRAS DE LOS LOBULOS DE REBORDEADO, TENIENDO EL OTRO BRAZO UN SUPERFICIE LISA (8') DE CONTACTO PARA SU APOYO EN LA SUPERFICIE EXTERIOR DE LA UNION REBORDEADA. EL PRIMER BRAZO SE ARTICULA MEDIANTE UNA HORQUILLA CON EL VASTAGO DEL EMBOLO DE UN CILINDRO DE TRABAJO Y EL SEGUNDO BRAZO ESTA UNIDO RIGIDAMENTE AL CILINDRO DE TRABAJO MEDIANTE UN ANILLO . UNA VALVULA ES GOBERNADA POR UN MANDO Y UNA PALANCA , TRANSMITIENDO LA ENERGIA DEL CILINDRO AL BRAZO A TRAVES DE OTRO BRAZO.
UN METODO DE CONFORMAR METAL A LA FORMA DE UNA CHAPA ALARGADA DE LADOS PARALELOS.
(01/01/1982). Solicitante/s: BICC LIMITED.
METODO DE CONFORMACION DE METALES A LA FORMA DE UNA CHAPA ALARGADA DE LADOS PARALELOS. LA CHAPA SE INTRODUCE EN UNA PRIMERA SECCION (8A), QUE INCLUYE DOS RUEDAS MOLEADORAS UNIDAS MEDIANTE CORREA Y TRANSMISION POR ENGRANAJES. EXISTE UN MECANISMO DE TENSADO DE CORREA Y OTRO DE AJUSTE DE SEPARACION ENTRE LAS RUEDAS MOLETEADORAS. PASA DESPUES A UNA SECCION DE LAMINADO MEDIANTE RODILLOS . A CONTINUACION SE ENCUENTRA UNA SEGUNDA SECCION (8B) DE MOLETEADO, IDENTICA A LA ANTERIOR, DONDE SE DEJA LA LAMINA A LA ANCHURA DESEADA Y CON EL DIBUJO EN LOS LATERALES.
PROCEDIMIENTO PARA EL CONFORMADO DIRECTO DE LOS CUERPOS METALICOS PARA ENVASES,CREANDO EMBOCADURAS PARA EL AJUSTE A PRESION DE TAPAS.
(16/06/1980). Solicitante/s: METALGRAFICA MALAGUEÑA,S.A..
Procedimiento para el conformado directo de los cuerpos metálicos para envases, creando embocaduras para el ajuste a presión de tapas en los que, el patrón metálico generalmente cilíndrico y tubular de los envases metálicos que son pestañeados hacia afuera por sus respectivas bocas para recibir fondos o cierres por agrafado tradicional, se caracterizan porque dicho patrón metálico tubular con cualquier forma de sección cortado con la altura necesaria para el envase a conseguir y convenientemente pestañeado hacia fuera por una sola de sus bocas (la relativa o preparada para el fondo del envase), es por la otra sometido a un pestañeado interior o hacia dentro realizado, ventajosamente, en acción simultánea a la anterior y creando una pestaña interior de mayor sección o vuelo que la exterior y que, seguidamente, es configurada según un perfil doblemente nervado o reforzado para recibir las tapas usuales con forma de cazoleta y de ajuste a presión.
UN PROCEDIMIENTO PARA EMPLEAR UN FILAMENTO DISCONTINUO.
(01/05/1977). Solicitante/s: AUSTRALIAN WIRE INDUSTRIES PRIOPRIETARY LIMITED.
Resumen no disponible.
PROCEDIMIENTO PARA MEJORAR LA RESISTENCIA A LAS CARGAS AXIALES DE CUERPOS METALICOS TUBULARES.
(01/02/1977). Solicitante/s: CONTINENTAL CAN COMPANY, INC..
Resumen no disponible.
UN METODO DE FORMAR FIBRAS DE REFUERZO PARA MATERIALES DE MATRIZ QUE PUEDEN SER COLADOS.
(01/08/1976). Solicitante/s: AUSTRALIAN WIRE INDUSTRIES PROPRIETARY LIMITED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}