CIP-2021 : B21D 22/00 : Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas,
masas flexibles o elásticas B21D 26/00).
CIP-2021 › B › B21 › B21D › B21D 22/00[m] › Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B21D 22/02 · Estampado que utiliza dispositivos o herramientas rígidas.
B21D 22/04 · · para la realización de un estampado punteado (combinado con una perforación B21D 28/24).
B21D 22/06 · · dotado de piezas con matrices móviles unas en relación con las otras.
B21D 22/08 · · dotado de piezas con matrices situadas sobre soportes giratorios.
B21D 22/10 · Estampado que utiliza masas flexibles o elásticas.
B21D 22/12 · · dotado de alvéolos flexibles incorporados.
B21D 22/14 · Repujado de piezas de revolución por rotación.
B21D 22/16 · · sobre mandriles o patrones de conformación.
B21D 22/18 · · utilizando herramientas guiadas para producir el perfil deseado.
B21D 22/20 · Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
B21D 22/21 · · sin mantener el borde de las piezas.
B21D 22/22 · · dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
B21D 22/24 · · que precisan dos operaciones de estirado produciendo efectos en dirección opuesta sobre la pieza.
B21D 22/26 · · para hacer objetos de formas particulares, p. ej. de formas irregulares.
B21D 22/28 · · de objetos cilíndricos, utilizando matrices sucesivas.
B21D 22/30 · · para acabar los objetos ya formados por embutición.
CIP2021: Invenciones publicadas en esta sección.
Método de estimación de regiones generadoras de defectos de forma de superficie, método de estimación de regiones de origen de defectos de forma de superficie, dispositivo de estimación de regiones generadoras de defectos de forma de superficie, dispositivo de estimación de regiones de origen de defectos de forma de superficie, programa y medios de grabación.
(01/07/2020) Un método de estimación de región de origen de defectos de forma de superficie implementado por ordenador para determinar regiones sujetas a defectos de arrugado durante un conformado por prensado, estimando regiones de origen que corresponden a regiones generadoras de un defecto de forma de superficie de un producto procesado por deformación obtenido realizando un procesamiento por deformación con respecto a una pieza de trabajo desde un instante TSTART de comienzo de procesamiento de deformación hasta un instante TEND de finalización de procesamiento por deformación, en el que
el instante TSTART de comienzo del procesamiento por deformación es un instante cuando comienza una deformación plástica de la pieza de trabajo en el…
Método de simulación de conformación por presión, simulador de conformación por presión, programa, medio de grabación para ello, y método de conformación por presión basado en el resultado de la simulación.
(18/09/2019) Un método de simulación de conformación por presión implementado por ordenador para determinar un área que induce la recuperación de un material elástico-plástico que está conformado con una herramienta de conformación, comprendiendo el método de simulación de conformación por presión:
calcular un vector de fuerza nodal equivalente del elemento {f}e a partir de un tensor de esfuerzo σ que representa el esfuerzo en el material elástico-plástico en un punto muerto inferior de la herramienta de conformación que utiliza un método de elemento finito para uno o una pluralidad de elementos finitos de una configuración objetivo del material elástico-plástico basándose en la siguiente ecuación**Fórmula**
…
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE.
(20/06/2019). Solicitante/s: ZULUAGA ZULUAGA, Martha Nancy. Inventor/es: HERRERA MONTOYA,Duván Antonio.
La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias roturas de paredes y edificaciones, para solucionar este problema la presente invención provee una máquina para la fabricación de acople de PVC y los acoples pvc para solucionar las roturas de las tuberías sin necesidad de hacer roturas exageradas en las viviendas y edificaciones, dado que los acoples son deslizables, lo cual permite una fácil y rápida reparación del daño sin romper la paredes y desinstalar todo el tubo que presentó problema.
PROCEDIMIENTO DE FABRICACIÓN DE PLACAS DE SOPORTE PARA PASTILLAS DE FRENO Y PASTILLA DE FRENO OBTENIDA.
(30/05/2019). Solicitante/s: ZF AFTERMARKET IBERICA, S.L.U. Inventor/es: MÚZQUIZ ESCORZA,José Antonio.
Procedimiento de fabricación de placas de soporte para pastillas de freno y pastilla de freno obtenida, en donde se emplea una prensa para la formación por estampado de las placas de soporte , y se suministra una banda secuencialmente por pasos en la prensa y para cada paso de avance de la banda se realiza al menos una operación por estampado en la banda mediante un golpe de prensa, tal que tras varios golpes de prensa se obtienen en la banda la forma de varias placas de soporte , mediante al menos una de las operaciones por estampado se define parcialmente en la banda el contorno perimetral de cada una de las placas de soporte con un sobredimensionamiento de material (2'), y cada placa de soporte se separa de la banda mediante un golpe de prensa en donde se corta el sobredimensionamiento de material (2').
PDF original: ES-2714933_B2.pdf
PDF original: ES-2714933_A1.pdf
Procedimiento y dispositivo para la fabricación de un casquillo de cojinete.
(24/04/2019). Solicitante/s: STABITEC STANZ-BIEGETECHNIK GMBH. Inventor/es: SEILHEIMER-WITTMANN,JOACHIM.
Procedimiento para la fabricación de un casquillo de cojinete en el curso de la realización de un cojinete de goma, con las etapas de procedimiento siguientes:
a) se corta una tira de material a medida y se dobla previamente en sus extremos para formar un casquillo ;
b) el casquillo doblado previamente entra con las piezas de doblado previo retraídas junto con una pieza central en un contorno de doblado adicional de un pisador y para ello, por medio de la pieza central apoyada en un lado de doblado (4a), se sigue doblando en el contorno de doblado adicional del pisador alrededor de la pieza central ;
c) se dobla finalmente el casquillo doblado adicionalmente junto con la pieza central en una matriz de doblado ajustando una ranura longitudinal de tamaño preestablecido.
PDF original: ES-2734353_T3.pdf
Lámina de acero aleado galvanizada por inmersión en caliente para su uso en estampación en caliente y método de fabricación de una parte de acero.
(27/02/2019) Una lámina de acero recocida y galvanizada por inmersión en caliente para estampación en caliente, que comprende una lámina de acero de base de 0,10 a 0,5 % de C, de 0,7 a 2,5 % de Si, de 1,5 a 3 % de Mn y de 0,01 a 0,5 % de Al y, opcionalmente menos uno de los siguientes (a) a (e)
(a) más del 0 % y 0,005 % o menos de B,
(b) más del 0 % y 0,10 % o menos de Ti,
(c) más del 0 % y 2,5 % o menos en total de al menos un elemento de Cr y Mo,
(d) más del 0 % y 0,1 % o menos en total de al menos un elemento seleccionado entre el grupo que consiste en Nb, Zr y V y
(e) más del 0 % y 1 % o menos en total de al menos un elemento de Cu y Ni y siendo el resto hierro e impurezas inevitables,…
Sistema de conformación en prensa, procedimiento de conformación en prensa y producto de programa de ordenador.
(16/01/2019) Un sistema de conformación en prensa que tiene un aparato de conformación en prensa que forma un material, un ordenador del lado del usuario que realiza instrucciones para la conformación en prensa para el aparato de conformación en prensa, una base de datos característicos del material almacenando un número de lote de producción de material para identificar el material a conformar a presión en el aparato de conformación en prensa, y los datos característicos del material compuestos de uno o más seleccionados entre el espesor de la chapa, el límite elástico, la resistencia a la tracción, la carga unitaria a la tracción del 0,2 %, alargamiento, valor n, valor r, expresión relacional…
PROCESO DE IMPRESIÓN DIGITAL DE LA CARROCERÍA DE UN VEHÍCULO.
(05/01/2017). Solicitante/s: VOLKSWAGEN DE MÉXICO, S.A. DE C.V. Inventor/es: MARTINS PINTO,Antonio Jose.
La presente invención se refiere a un proceso de pintado cuyo objetivo es realizar la impresión de una imagen digital proporcionada por un usuario a la carrocería de un vehículo a través de una línea de producción. La impresión se logra mediante un cabezal de impresión, el cual inyecta tinta automotriz (base solvente/ base agua) así como tinta impresora ecosolvente y tinta UV. El cabezal de impresión recibe instrucciones para efectuar un número diverso de operaciones auto-matizadas para desarrollar el pintado de la carrocería, a través de un control de trayectoria continua. El cabezal de impresión se caracteriza por tener una estructura en forma de brazo mediante el cual puede usar diferentes herramientas o aprehensores para realizar la impresión, siendo capaz el cabezal de tomar decisiones en función de la información procedente de la imagen proporcionada por el usuario.
Procedimiento y horno para tratar piezas de trabajo.
(28/09/2016) Procedimiento para tratar al menos una pieza de trabajo en un horno , en el que la pieza de trabajo se calienta en una cámara de horno del horno mediante al menos dos unidades de calentamiento , presentando la pieza de trabajo un primer lado de pieza de trabajo y un segundo lado de pieza de trabajo , y calentando una primera unidad de calentamiento el primer lado de pieza de trabajo de la pieza de trabajo y calentando una segunda unidad de calentamiento el segundo lado de pieza de trabajo de la pieza de trabajo , comprendiendo cada unidad de calentamiento al menos dos punzones de compresión y situándose las superficies…
Dispositivo para la conformación de metales.
(08/06/2016) Dispositivo para la mecanización de una de una pieza de trabajo que comprende las siguientes características:
1.1 un punzón en uno de los lados de la pieza de trabajo ;
1.2 una matriz en el lado opuesto de la pieza de trabajo ;
1.3 un calentador conductor eléctrico para generar una corriente eléctrica que fluya por completo o en su mayoría a través de la pieza de trabajo , partiendo de un componente que se encuentra en uno de los lados de la pieza de trabajo fuera del punzón hacia un componente que se encuentra en el otro lado de la pieza de trabajo fuera de la matriz ,
caracterizado por las siguientes características:
1.4 uno de los componentes es un casquillo de un material que conduce bien la electricidad y que, rodeando el punzón , se puede colocar sobre la pieza…
Método de evaluación de fracturas, aparato de evaluación de fracturas, programa y medio de registro legible por ordenador.
(25/05/2016) Un método de determinación de fracturas para determinar una fractura de una estructura de metal, comprendiendo el método:
una etapa (S21, S22, S23) de análisis de deformación de realización del análisis de deformación desde el inicio de la deformación hasta el final de la deformación de la estructura de metal; y
una etapa (S24, S25, S26) de determinación de la fractura de extracción de una porción objetivo de determinación de la fractura desde un estado de deformación de la estructura de metal obtenido en la etapa (S21, S22, S23) de análisis de deformación, y cuando la porción objetivo de determinación de la fractura extraída ha vuelto de un estado plástico a un estado elástico, dado que una tensión cuando la porción que ha vuelto al estado elástico es (x, y) ≥ (σ2, σ1) (tensión principal…
Estampación en relieve en una pieza de partida plana de metal (procedimiento y aparato).
(01/03/2016) Procedimiento de estampación en relieve de un artefacto (11,11') en una pared de una lata , en el que
(a) una lámina plana o pieza de partida del metal (s) es transportada (vs) a lo largo de un banco de transporte por varios grupos separados de rodillos , teniendo cada uno un rodillo superior y un rodillo inferior (20a, 20b; . . . );
(b) un par de rodillos de estampación en relieve rotativos (30; 31a; 31b), dispuestos entre dos de los grupos de rodillos de transporte , y accionados por una servo transmisión o motor , realizan la estampación en relieve (32a, 32b) del artefacto (11,11') en la lámina plana transportada o pieza de partida (s);
(c) con lo que los rodillos de transporte en sus superficies, los rodillos de estampación en relieve en sus superficies, y la lámina o pieza de partida tienen la…
Módulo de fuerza con submódulos y un módulo de control y seguridad para la generación de fuerza altamente dinámica.
(17/02/2016) Módulo de fuerza para la generación de fuerza altamente dinámica destinada a conectar a una fuente de tensión, compuesta de por lo menos dos submódulos y un módulo de activación y seguridad, donde en cada submódulo se reúnen por lo menos dos piezoactuadores y sus elementos eléctricos de conexión y los por lo menos dos submódulos se disponen reunidos y definidos para formar el módulo de fuerza con el fin de que se sume la capacidad de fuerza de los distintos piezoactuadores y se consigan fuerzas totales elevadas, donde todos los elementos de conexión eléctricos de los submódulos se conducen al módulo…
Método de evaluación de fracturas, dispositivo de evaluación de fracturas, programa y medio de registro legible por ordenador.
(27/01/2016) Un método de determinación de fracturas para determinar una fractura de una estructura de metal, comprendiendo el método:
una etapa de análisis de deformación de realización del análisis de deformación desde el inicio de la deformación hasta el final de la deformación de la estructura de metal; y
una etapa de determinación de la fractura de extracción de una porción objetivo de determinación de la fractura desde un estado de deformación de la estructura de metal obtenido en la etapa de análisis de deformación, y cuando la porción objetivo de determinación de la fractura extraída ha vuelto de un estado plástico a un estado elástico,
…
Cojín de estampado hidráulico de una prensa de estampado y método de operación del cojín de estampado hidráulico.
(10/08/2015) La invención se refiere a un cojín de estampado hidráulico para una prensa de estampado . El cojín de estampado hidráulico comprende por lo menos un cilindro hidráulico que comprende un vástago de pistón que genera una fuerza total (G) para actuar sobre el anillo de sujeción de la lámina de metal . El cilindro hidráulico comprende un circuito de trabajo hidráulico por medio del cual puede generarse una fuerza de trabajo hidráulica (A) en una dirección de trabajo (Z) para actuar sobre la parte* de anillo del pistón al cual puede aplicarse una fuerza sobre ambos lados. Independiente de la fuerza de trabajo (A) generada por el circuito de trabajo hidráulico para actuar sobre el pistón del cilindro hidráulico , una fuerza de muelle (F) actúa sobre el pistón . La fuerza de muelle (F) es generada mediante…
Métodos y aparato para formar artículos huecos de metal.
(09/07/2014) Un método ejecutado por un sistema informático como parte de un programa implementado por ordenador para optimizar la historia de presión-tiempo para un proceso para formar una pieza (38a) a partir de una preforma de metal hueca inicial a un artículo hueco de metal dentro de un troquel sometiendo la pieza a presión de fluido interna neta de tal manera que la pieza se expanda a contacto con una pared de definición de forma del artículo del troquel , evitando al mismo tiempo el fallo de la pieza, incluyendo los pasos de
(a) seleccionar un conjunto de parámetros del proceso incluyendo la temperatura y las propiedades del material de la preforma y las dimensiones;
(b) determinar, a partir de dicho conjunto de parámetros, al menos…
Método de fabricación de un recipiente metálico.
(07/05/2014) Un método de fabricación de un recipiente metálico para bebidas por medio de estampación de mitades verticales a partir de chapa o lámina metálica, comprendiendo el método:
estampar al menos una primera mitad (102A) del recipiente y una segunda mitad (102B) del recipiente a partir de una chapa metálica que tiene un grosor inicial, teniendo la primera y la segunda mitades del recipiente un grosor de pared igual al grosor inicial de la chapa metálica;
después de la estampación y antes de formar un recipiente a partir de las mitades del recipiente, limpiar de manera selectiva cada una de las mitades del recipiente;
unir o adherir al menos la primera mitad del recipiente con la segunda mitad del recipiente formando un recipiente, siendo el recipiente un artículo de una sola pieza que…
TROQUEL PARA AHORRO DEL REFILE PARA EL TROQUELADO DE MATERIALES LAMINARES.
(14/10/2013) 1. Troquel para ahorro de refile para el troquelado de materiales laminares, del tipo de los empleados en máquinas troqueladoras que obtienen una pieza, a partir de una plancha de material laminar, donde el troquel comprende una superficie de troquelado a la que se fijan una pluralidad de cuchillas de corte , dispuestas perpendicularmente a la superficie de troquelado que determinan las distintas líneas de corte de los contornos de la pieza obtenida y una pluralidad de elementos expulsores situados junto a la pluralidad de cuchillas de corte , caracterizado porque en la superficie de troquelado se disponen flejes de guía , paralelamente a las cuchillas de corte , de forma que los elementos expulsores quedan situados, en cada caso, entre el fleje de…
Templado de distribución uniforme de láminas formadas de vidrio.
(11/07/2013) Una unidad de templado de láminas de vidrio para templar láminas formadas de vidrio, que comprende:
una carcasa de recinto que define un recinto de templado hacia el cual se suministra gas presurizado; y
una pluralidad de filas de las boquillas de alimentación que se extienden desde la carcasa de recinto en una relación de separación entre sí, cada fila de las boquillas de alimentación que tiene un par de lados generalmente planos, los lados planos de las filas de las boquillas de alimentación que tienen extremidades interiores montadas por la carcasa de recinto y que tienen también extremidades distales con formas curvas, cada fila de las boquillas de alimentación que tiene una tapa de la boquilla alargada que se curva en una dirección a lo largo de su longitud y se asegura a las extremidades distales curvas de sus lados…
ELEMENTO COMPOSTOR CON MECANISMO DE BISAGRA APLICABLE PARA LA CONFECCION DE PLACAS DE MATRICULA MEDIANTE EMBUTICION.
(12/04/2013) Elemento compostor con mecanismo de bisagra aplicable para la confección de placas de matrícula mediante embutición, constituido por una estructura abisagrada que comprende:
- Una base inferior , en forma de marco guía, rectangular o cuadrado, dotada de medios para incorporar las partes macho de las matrices a embutir, en una o dos líneas.
- Una base superior , vinculada a la base inferior mediante unión abisagrada prevista en su extremo posterior, igualmente en forma de marco guía coincidente con la base inferior , y con medios para incorporar y sujetar las partes hembra de las matrices.
- Y unas guías de elevación vinculadas a la parte frontal de la base superior , que provocan su levantamiento…
MAQUINA PARA EL CONFORMADO DE CHAPA Y PROCEDIMIENTO DE CONFORMADO.
(09/02/2010) Máquina para el conformado de chapa y procedimiento de conformado.
La máquina comprende medios de sujeción que sujetan una chapa , sustancialmente en su perímetro, una primera herramienta dispuesta en un primer lado de la chapa , dotada de al menos tres grados de libertad, correspondientes a desplazamientos según los ejes X, Y, Z y una segunda herramienta (3'') dispuesta en un lado opuesto al primer lado de la chapa, dotada de al menos dos grados de libertad, correspondientes a desplazamientos según los ejes X e Y. Entre la segunda herramienta (3'') y los medios de sujeción existe un movimiento relativo, según el eje Z
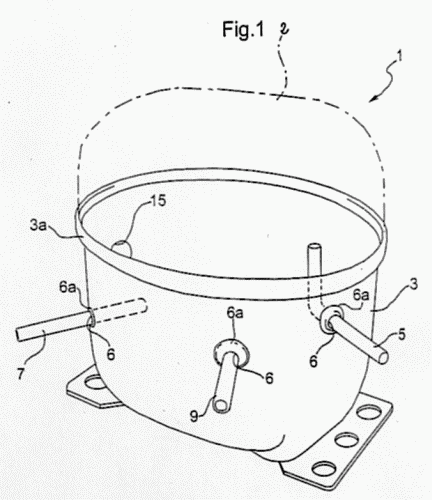
CARCASA DE CONTENCION DE UN GRUPO MOTOCOMPRESOR, EN PARTICULAR DE UN FRIGORIFICO, Y PROCEDIMIENTO PARA SU REALIZACION.
(16/07/2006). Ver ilustración. Solicitante/s: FRATELLI RINALDI S.R.L. Inventor/es: RINALDI,MARIO, CAGNA VALLINO,MARIO.
Una carcasa de contención de un grupo motocompresor, en particular de un frigorífico, que comprende un par de semi- carcasas acopladas herméticamente, al menos una de las cuales está atravesada por conductos de paso de un fluido de trabajo del grupo motocompresor. Al menos la semi- carcasa atravesada por los citados conductos , comprende un par de capas de chapa metálica (4a, 4b) dispuestas de forma apretadamente adyacentes entre sí.
PUNTAL PARA UN EMBRAGUE UNIDIRECCIONAL PLANAR.
(16/05/2006) Un puntal delgado y plano para un embrague unidireccional planar que comprende: una cara superior ; una cara inferior opuesta a la cara superior; una superficie del primer extremo que conecta las caras superior e inferior; una superficie del segundo extremo opuesta a la superficie del primer extremo ; y un par de orejas que se proyectan en direcciones opuestas , situadas al lado de la superficie del primer extremo ; una característica distintiva es que las orejas que se proyectan en direcciones opuestas incluyen una segunda superficie adyacente a la cara superior y a la superficie del primer extremo y el puntal se fabrica a partir de una pieza metálica en bruto conformada en frío; en el que…
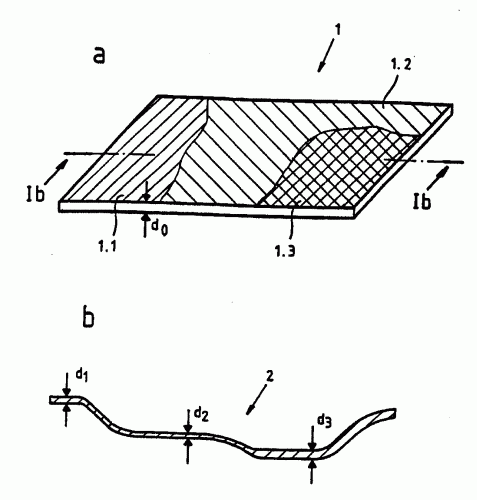
DISPOSITIVO PARA CONFORMAR PLETINAS A PARTIR DE FLEJE METALICO LAMINADO DE FORMA FLEXIBLE.
(16/05/2006) Dispositivo para conformar pletinas de fleje metálica laminado de forma flexible, con equipos de conformación que comprenden un troquel y una matriz y que cooperan para conformar la pletina, presentándose la pletina con al menos dos espesores diferentes uno de otro y discurriendo el perfil de espesor de dicha pletina de forma sustancialmente simétrica con respecto al plano medio de la pletina , es decir que la pletina presenta una transición de espesor en ambos lados, y pudiendo ser trasladadas las transiciones de espesor a un lado de la pletina , de modo que un lado de la pletina conformada presente una transición de espesor y el otro lado de la pletina conformada sea plano, y presentando la superficie de conformación del equipo de conformación que está vuelta hacia…
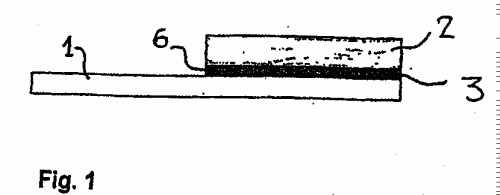
CHAPA COMPUESTA DESTINADA A LA EMBUTICION.
(16/08/2004). Ver ilustración. Solicitante/s: USINOR. Inventor/es: SCHMITT, FRANCIS, SANADRES, MICHEL, CHARBONNET, PHILIPPE.
Chapa compuesta, destinada a la embutición, que comprende, al menos, una chapa principal (1, 1) y al menos una plancheta de chapa de doblaje (2, 2) pegada en sobre-espesor sobre una zona a ser reforzada de dicha chapa principal por medio de un sistema de pegado (3, 3), caracterizada porque dicho sistema de pegado se elige, se aplica y, en caso dado, se retícula con el fin de satisfacer las características intrínsecas siguientes, en el campo de temperatura de la operación de embutición a la que está destinada: - un grado de restitución de energía crítica en modo I (tracción) mayor que 1.500 J/m2, - un grado de restitución de energía crítica en modo.
UNIDAD LIMPIADORA PARA EL VASTAGO DE LA MAQUINA FORMADORA DEL CUERPO.
(16/06/2002) UN DISPOSITIVO PARA LA MANUFACTURACION DE CUERPOS QUE TRANSFORMA CUBETAS DE METAL LIGERO EN CUERPOS DE LATAS ALARGADOS INCLUYE UN PISTON DOTADO DE UN MOVIMIENTO DE VAIVEN QUE, DURANTE SU CARRERA HACIA ADELANTE, IMPULSA LAS CUBETAS A TRAVES DE UN CONJUNTO DE TROQUELES CIRCULARES GRADUALES . UNOS LIMPIADORES EN FORMA DE ANILLO ENCAJAN EN LA SUPERFICIE EXTERIOR DEL CILINDRO DEL PISTON Y ESTAN DISPUESTOS DE MANERA QUE EL PRIMERO DE LOS LIMPIADORES RASQUE EL REFRIGERANTE DE LA HERRAMIENTA DE PISTON A MEDIDA QUE ESTE ULTIMO SE MUEVE HACIA ATRAS Y UN SEGUNDO DE LOS LIMPIADORES RASQUE EL FLUIDO HIDRAULICO DEL PISTON A MEDIDA QUE ESTE ULTIMO SE MUEVE HACIA ADELANTE. LOS LIMPIADORES ESTAN PROVISTOS DE SOLAPAS FLEXIBLES QUE ESTAN EN UN AJUSTE FRICCIONAL DE UNA PRESION RELATIVAMENTE BAJA CON EL PISTON DANDO COMO RESULTADO UNA ELEVACION DE TEMPERATURA…
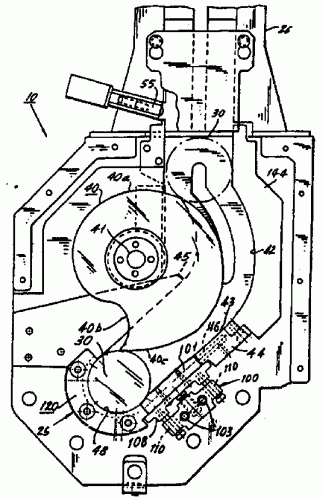
ALIMENTADOR DE COPAS ROTATORIO PERFECCIONADO.
(01/02/2001). Ver ilustración. Solicitante/s: SEQUA CORPORATION. Inventor/es: MAIN, RALPH.
LA INVENCION SE REFIERE A UN EQUIPO PARA CONFORMAR LATAS METALICAS ALARGADAS A PARTIR DE COPAS RELATIVAMENTE CORTAS UTILIZANDO UN PISTON DE VAIVEN PARA EMPUJAR LAS COPAS UNA A UNA A TRAVES DE UN PAQUETE DE ESTAMPACION (33A-33D). EL EQUIPO ESTA PROVISTO DE UN ALIMENTADOR GIRATORIO CONTINUO QUE TRANSPORTA LAS COPAS DESDE LA SALIDA DE UNA RAMPA DE ALIMENTACION POR GRAVEDAD HASTA UNA ESTACION DE RECEPCION DONDE CADA COPA ESPERA HASTA SER ARRASTRADA POR EL PISTON EN SU DESPLAZAMIENTO POR SU SEGMENTO DE TRABAJO. EL ALIMENTADOR GIRA UNA REVOLUCION COMPLETA POR CADA CICLO DE IDA Y VUELTA DEL PISTON Y EN CADA REVOLUCION SE INTRODUCE EN UN ALOJAMIENTO (40B) DEL ALIMENTADOR UNA COPA PROCEDENTE DE LA RAMPA, DESPLAZANDOSE A CONTINUACION CADA COPA A TRAVES DE UNA GUIA HASTA UNA ESTACION DE RECEPCION. PARA MANTENER LA COPA ASENTADA TOTALMENTE SOBRE SU BASE DURANTE EL ACOPLAMIENTO INICIAL DE LA COPA AL PISTON EN SU AVANCE POR EL TRAYECTO OPERATIVO SE UTILIZA UN DISPOSITIVO DE TENSIONADO.
PROCEDIMIENTO PARA LA PRODUCCION DE UNA PIEZA DE CHAPA METALICA POR CONFORMACION.
(16/12/2000). Ver ilustración. Solicitante/s: AUDI AG. Inventor/es: BERGMANN, HANS WILHELM, DR., SCHIESSL, GERHARD.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA PRODUCCION DE UNA PIEZA DE CHAPA METALICA , QUE TIENE DIVERSOS ESPESORES DE MATERIAL, SEGUN LOS REQUISITOS DE RESISTENCIA Y/O RIGIDEZ, POR CONFORMACION, PREFERENTEMENTE POR EMBUTICION PROFUNDA. EXISTE LA POSIBILIDAD DE UN PROCEDIMIENTO PARTICULARMENTE ECONOMICO Y, EN LO QUE SE REFIERE AL PROCESO DE CONFORMACION, SIN PROBLEMAS, SEGUN LA INVENCION, CUANDO UN TOCHO DE CHAPA METALICA , YA CONOCIDO, SE CALIENTA HASTA EL VALOR DE CONFORMACION, CON LO QUE EL CALENTAMIENTO SE REALIZA SOLO PARCIALMENTE O CON DIVERSA INTENSIDAD CON EL FIN DE ALCANZAR UN COEFICIENTE VARIABLE DE ALARGAMIENTO SOBRE TODA LA SUPERFICIE DEL TOCHO DE CHAPA METALICA.
PROCEDIMIENTO PARA CONFORMADO DE UNA PIEZA DE TRABAJO METALICA PLANA.
(16/02/2000). Ver ilustración. Solicitante/s: AUDI AG. Inventor/es: SIEGERT, KLAUS, RUDLAFF, THOMAS, MNIF, JAMEL.
LA INVENCION SE REFIERE A UN PROCESO PARA CONFORMADO DE UNA PIEZA DE TRABAJO METALICA PLANA, ESPECIALMENTE UNA LAMINA DE ALUMINIO, DONDE LA PIEZA DE TRABAJO ES TRATADA TERMICAMENTE EN LA ZONA DE CONFORMADO. DE ACUERDO CON LA INVENCION EL TRATAMIENTO TERMICO SE APLICA MEDIANTE UNA HERRAMIENTA DE RADIACION Y EL CONFORMADO SE REALIZA DESPUES DEL TRATAMIENTO TERMICO, PERO DENTRO DE UN PERIODO EN EL CUAL EL MATERIAL DE LA PIEZA DE TRABAJO TIENE TODAVIA UNA CAPACIDAD INCREMENTADA DE EXPANSION. ESTO ES POSIBLE PARA TRATAMIENTO TERMICO DE UNA ZONA DE CONFORMADO LIMITADA RELATIVAMENTE ESTRECHA SOBRE LA PIEZA DE TRABAJO CON EQUIPOS SENCILLOS. EL PROCESO COMPLETO PUEDE HACERSE MAS FLEXIBLE DEBIDO AL INTERVALO TEMPORAL ENTRE EL TRATAMIENTO TERMICO Y EL CONFORMADO.
(01/02/1998) 1. SOPORTE PORTATROQUEL, PARA EL ACCIONAMIENTO MANUAL DE MATRICES DE ESTAMPACION, CORTE, EMBUTICION, MOLDEO Y OTRAS APLICACIONES, CARACTERIZADO PORQUE COMPRENDE UNA CABEZA EN FORMA DE "T" INVERTIDA QUE ALOJA UN MECANISMO DE ENGRANAJE PIÑON-CREMALLERA RESPECTIVAMENTE DISPUESTO EN UN EJE HORIZONTAL Y EN UN EMBOLO VERTICAL , PRESENTANDO DICHA CABEZA EN SUS ALAS UNAS RANURAS APTAS PARA RECIBIR UNOS TORNILLOS U OTROS MEDIOS ADECUADOS PARA SUJETAR LA ANTEDICHA CABEZA DE LA PRENSA A UNAS COLUMNAS GUIA DE UNAS MATRICES , SIENDO EL CITADO PIÑON SUSCEPTIBLE DE SER ACCIONADO EN DIVERSAS POSICIONES POR UNA…
DISPOSITIVO PREPOSICIONADOR DE MOLDES DE ESTAMPACION DE CARACTERES.
(16/02/1992) DISPOSITIVO PREPOSICIONADOR DE MOLDES DE ESTAMPACION DE CARACTERES, QUE SIENDO APLICABLE EN PRENSAS PARA LLEVAR A CABO LA EMBUTICION DE PLACAS ROTULABLES QUE SE DISPONEN PREVIAMENTE ENTRE UNA PAREJA DE REQUERIDAS HACIA UNA POSICION DE APERTURA POR UN RESORTE EN CORRESPONDENCIA CON EL BORDE DE ARTICULACION DE TALES , SITUADAS COMO UNIDADES EN UN COMPOSTOR QUE SE DESPLAZA BAJO EL CORRESPONDIENTE PISOR DE LA PRENSA, ESENCIALMENTE SE CARACTERIZA PORQUE EN CORRESPONDENCIA CON LA ENTRADA Y SALIDA DE LA GUIA DEL PROPIO PISOR DE LA PRENSA SE HAN PREVISTO SENDOS PALPADORES ORIENTADOS EN LA DIRECCION DE DESPLAZAMIENTO DEL COMPOSTOR PORTADOR DE LAS UNIDADES FORMADAS POR LAS PAREJAS DE RESPECTIVAS, CUYOS PALPADORES ESTAN CONSTITUIDOS POR ELEMENTOS ARQUEADOS Y DIVERGENTES HACIA ARRIBA DETERMINANDO,…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}