CIP-2021 : B21K 1/46 : con cabezas.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/46[2] › con cabezas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/46 · · con cabezas.
CIP2021: Invenciones publicadas en esta sección.
(21/08/2019) Tornillo con un eje y que comprende una cabeza de tornillo que tiene una ranura en una superficie superior de la cabeza de tornillo, en el que
- una pared periférica superior de forma en planta regular se extiende hacia abajo desde un reborde de la ranura en la cabeza de tornillo, alineándose la pared periférica superior generalmente con el eje del tornillo para formar un rebaje ,
- una superficie de transición inclinada se extiende hacia abajo y hacia dentro con respecto al borde inferior de la pared periférica superior, y
- un rebaje adicional, con una sección transversal generalmente circular, se extiende hacia abajo desde el borde inferior de la superficie de transición inclinada, comprendiendo el rebaje adicional una pared interior,
en el que la cabeza de tornillo está adaptada para el acoplamiento…
BARRA DE METAL MARCADA POR ESTAMPADO DIRECTO.
(24/08/2017). Solicitante/s: CMP PRATSA, S.A. DE C.V. Inventor/es: DE LA MORA LOPEZ,Francisco.
La presente invención se refiere a una barra de metal con una o varias marcas en forma perimetral mediante el estampado directo en el metal utilizada para el ensamblaje de suspensiones y muelles de los vehículos pesados, y que tiene como principal función el señalar el o los puntos de referencia para doblar para su posterior transformación en abrazadera, tornillo U, tornillo J, tornillo L, grapa y/o estribo, teniendo como resultado un doblez preciso y exacto, evitando desperdicios en los materiales y haciendo más eficiente el tiempo en el ensamblaje de autopartes.
(29/07/2015) Tornillo con una primera sección de rosca con una primera rosca con un primer diámetro exterior y un primer paso para fabricar una unión roscada con una rosca interior correspondiente de una tuerca u otro elemento constructivo ; una segunda sección de rosca con una segunda rosca con un segundo diámetro exterior y un segundo paso , estando configurada la segunda sección de rosca como sección de rosca autocentrante, presentando la segunda rosca una cresta de rosca ensanchada, siendo el segundo diámetro exterior de la segunda rosca más pequeño que el primer diámetro exterior de la primera rosca , caracterizado por que el primer paso de la primera rosca y el segundo paso de la segunda rosca son diferentes.
METODO DE FABRICACION POR CONFORMACION EN FRIO DE ELEMENTOS DE FIJACION ADAPTADOS PARA TRAVIESAS DE FERROCARRIL.
(31/01/2013) Método de fabricación de un elemento de fijación adaptado para traviesas de ferrocarril mediante un proceso de conformado en frío que partiendo de una pieza de partida que tiene un diámetro inicial exterior, comprende una etapa de reducción del diámetro inicial en una primera parte (2b) de la pieza de partida , y una etapa de recalcado principal de una segunda parte (2c) de la pieza de partida , posterior a la etapa de reducción. La reducción en área del diámetro inicial de la primera parte (2b) es desde, aproximadamente, un 45% hasta, aproximadamente, un 65%, siendo la relación de recalcado principal desde, aproximadamente, 1,25 hasta, aproximadamente, 1,5.
CABEZA DE TORNILLO Y HERRAMIENTA PARA SU USO CON LA MISMA.
(16/03/2012) Sistema para atornillar un tornillo, que comprende un tornillo y una herramienta correspondiente, teniendo la cabeza de tornillo una ranura hexalobular en la superficie superior de la cabeza de tornillo, una pared periférica superior de forma hexalobular en planta que se extiende hacia abajo en el interior de la cabeza de tornillo, siendo la pared periférica superior paralela o casi paralela al eje del tornillo, una superficie de transición en pendiente que se extiende hacia abajo y hacia dentro con respecto al borde inferior de la pared periférica superior, y un rebaje de sección decreciente que se extiende hacia abajo desde el borde inferior de la superficie de transición en pendiente, en el que las dimensiones de la cabeza de tornillo son tales que cuando se…
PROCEDIMIENTO PARA LA FABRICACIÓN DE MEDIOS DE FIJACIÓN O CONEXIÓN CON CONTORNOS EXTERIORES RADIALES, PARTICULARMENTE TORNILLOS Y PERNOS ROSCADOS.
(15/03/2012) Procedimiento para la fabricación de medios de fijación o de conexión con contornos exteriores radiales, particularmente tornillos o pernos roscados de material macizo metálico, caracterizado por el hecho de que en una primera etapa de prensado se forman en una pieza en bruto prefabricada, con al menos una sección en forma de vástago para un contorno exterior radial previsto, en la sección en forma de vástago varias escotaduras que transcurren en dirección axial a una distancia radial establecida, y en una segunda etapa de prensado la pieza en bruto prefabricada con las escotaduras se coloca de tal forma en un molde partido de varias piezas , cuyas mordazas de prensado están provistas con un perfilado interno que conforma el contorno exterior, con las mordazas de prensado abiertas…
PERNO DE CENTRADO PARA CARTUCHOS DE AIRBAG.
(05/03/2012) Perno de centrado para centrar el cartucho de un sistema de airbag, comprendiendo un mango provisto, en su caso, de una rosca exterior, así como una cabeza , presentando la cabeza en el lado que mira en la dirección opuesta al mango una superficie principal y estando dispuesto de forma central dentro de dicha superficie principal un pivote de centrado que sobresale de la superficie principal de la cabeza y que está formado de forma integral con la cabeza , produciéndose el pivote de centrado en un proceso de deformación mediante un flujo de material,caracterizadopor el hecho de que
- el pivote de centrado está rodeado por una cavidad en forma de ranura…
METODO PARA FORJAR EN FRIO UN ELEMENTO DE FIJACION DE ALTA RESISTENCIA A PARTIR DE UN MATERIAL AUSTETINICO DE LA SERIE 300.
(17/05/2010) Un método para forjar en frío un elemento de fijación de alta resistencia con material austenítico de la serie 300, que comprende las etapas de:
una preparación para preparar un cuerpo cilíndrico de austenita en bruto, de la serie 300, que tiene un primer diámetro (d1) que inicialmente se comprime mediante una forja en frío para reducir más del 15% de dicho primer diámetro (d1) y generar así un vástago preliminar con un segundo diámetro (d2) más pequeño que dicho primer diámetro, proporcionando así a dicho vástago , que está provisto con más alta densidad y resistencia de soporte, más de la mitad de la fuerza más que dicho cuerpo cilíndrico en bruto ;
una…
PROCEDIMIENTO PARA FIJAR UNA PIEZA EN FORMA DE BARRA EN UN SOPORTE.
(16/04/2007). Solicitante/s: WILLY VOIT GMBH & CO. Inventor/es: SCHMITT, JAKOB.
Procedimiento para fijar una pieza en forma de barra, preferiblemente con sección transversal cilíndrica, en un soporte que lo envuelve, caracterizado por las siguientes etapas del procedimiento: a) fabricación de un soporte plano, que presenta en dos cantos laterales opuestos elementos para engranar unos en otros en unión positiva, b) doblado hacia arriba de los cantos laterales del soporte , c) conformación del soporte para que tenga una forma de sección transversal que corresponda a la pieza en forma de barra , d) inserción de la pieza en forma de barra en el soporte , e) estampación del soporte alrededor de la pieza en forma de barra , incluyendo la estampación del soporte alrededor de la pieza en forma de barra al menos dos procesos de prensado desplazados 90º uno respecto al otro.
MECANISMO DE APRIETE EN ESPIRAL PARA ELEMENTOS DE SUJECION ROSCADO.
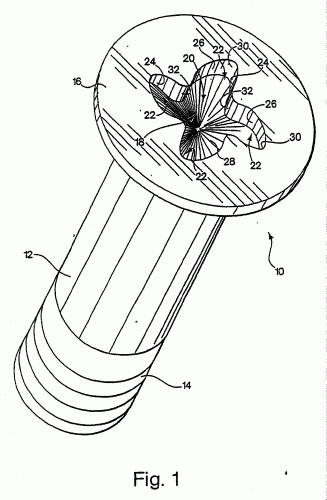
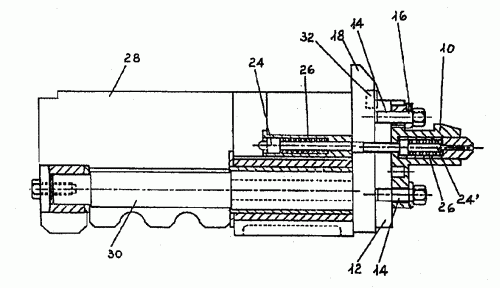
(01/07/2004). Ver ilustración. Solicitante/s: CREARE INC. Inventor/es: STACY, W., DODD.
Un elemento de sujeción roscado que tiene un eje longitudinal y un cabezal, estando formado el cabezal para incluir superficies acoplables con mecanismo de apriete dispuestas alrededor del eje longitudinal, caracterizado porque al menos una de las superficies está configurada para definir un segmento de una espiral que tiene un punto inicial espaciado a partir del eje longitudinal del elemento de sujeción por un radio (Ri) inicial y que se extiende a un punto terminal externo en un radio que no es mayor que 3, 5 veces que el del radio inicial.
PORTAHERRAMIENTA PARA HERRAMIENTAS DE MAQUINA.
(16/06/2003). Ver ilustración. Solicitante/s: CARLO SALVI & C. S.R.L. Inventor/es: GARLASCHI, EUFEMIA.
PORTA - HERRAMIENTA PARA MAQUINAS - HERRAMIENTAS, EN PARTICULAR PORTA - PUNZON PARA MAQUINAS DE FORJAR UTILIZADAS EN LA FABRICACION DE PERNOS Y TORNILLOS, Y DOTADAS DE UNA PLACA OXIDANTE , ESTANDO EL PORTA HERRAMIENTAS CONECTADO A UN SOPORTE A MODO DE PLACA , POR MEDIO DE TORNILLOS , Y PUDIENDOSE AJUSTAR SOBRE EL MISMO POR MEDIO DE UNAS EXCENTRICAS ; HACIENDOSE QUE DICHO SOPORTE EN FORMA DE PLACA , QUE SOPORTA AL MENOS UN PUNZON , PUEDA HACERSE INTERCAMBIABLEMENTE INTEGRAL POR MEDIO DE DOS O MAS TORNILLOS CON LA PLACA OSCILANTE DE LA MAQUINA FORJADORA.
UN METODO Y UN APARATO PARA PRODUCIR UN OBJETO ALARGADO.
(01/01/1997) EN UN METODO DE ELABORAR UN OBJETO ALARGADO CON UN CABEZAL EN UN EXTREMO Y UNA PUNTA EN EL OTRO, SE COLOCA UN HUECO EN UN COJINETE CON FORMA DE UN CANAL QUE LO ATRAVIESA, A CONTINUACION DE LO CUAL SE SOMETE EL CABEZAL A TRABAJO DE PRESION CON O CONTRA UNA HERRAMIENTA , MIENTRAS QUE SE MANTIENE UNA PLATAFORMA CON RODILLO ENGRANADA CON EL COJINETE A SU OTRO EXTREMO. PRIMERO SE COLOCA UN CABEZAL PREFORMADO SOBRE EL HUECO DE MANERA POR SI CONOCIDA DE TAL FORMA QUE EL CABEZAL TENGA UN EXCESO DE MATERIAL CON RESPECTO AL TAMAÑO FINAL DEL CABEZAL Y ENTONCES SE USA UNA PLATAFORMA CON RODILLOS CON UNA DEPRESION OPUESTA AL COJINETE Y EL HUECO SE SOMETE A UNA PRESION DE UNA MANERA TAL QUE LA PRESION QUE ACTUA ENTRE LA HERRAMIENTA…
UN METODO Y UN APARATO PARA FORMAR UNA CABEZA EN UNA PIEZA ELEMENTAL ALARGADA.
(16/12/1996) EN UN METODO DE ELABORAR UN CABEZAL SOBRE UN HUECO ALARGADO SE MUEVE UN HUECO DENTRO DE UN COJINETE QUE TIENE UN TOPE EN EL FONDO DE TAL FORMA QUE PARTE DEL HUECO SE EXTIENDE POR EL EXTERIOR DEL EXTREMO DEL COJINETE OPUESTO AL TOPE DEL FONDO , A CONTINUACION DEL CUAL LA PARTE PROTUBERANTE DEL HUECO ESTA FORMADA POR UN PRE-DEPRESOR QUE TIENE UN BUJE PREDEPRESOR COLOCADO A CONTINUACION DEL COJINETE Y UNA PERFORACION QUE SE PUEDE MOVER POR DESLIZAMIENTO EN EL MENCIONADO BUJE PREDEPRESOR, APARTANDOSE LOS MENCIONADOS PRE-DEPRESOR Y COJINETE EL UNO DEL OTRO DURANTE PARTE DEL PROCESO DE FORMACION. EL MOVIMIENTO DE LA PERFORACION Y DEL PRE-DEPRESOR CON RESPECTO AL COJINETE SE CONTROLA POSITIVAMENTE DE TAL FORMA QUE EL PRE-DEPRESOR…
PROCEDIMIENTO PARA LA FABRICACION DE TORNILLOS.
(01/06/1978). Solicitante/s: NICOLAS AESCHMANN.
Resumen no disponible.
{kind=link}
{kind=link}