CIP-2021 : B22F 3/15 : Compresión isostática en caliente.
CIP-2021 › B › B22 › B22F › B22F 3/00 › B22F 3/15[3] › Compresión isostática en caliente.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS.
B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
B22F 3/15 · · · Compresión isostática en caliente.
CIP2021: Invenciones publicadas en esta sección.
Aleación de acero dúplex resistente a la corrosión, objetos hechos con el mismo y método para hacer la aleación.
(08/04/2020) Una aleación de acero ferrítico-austenítico, cuya composición elemental comprende, en porcentajes en peso:
C hasta 0,05;
Si 0 - 0,8;
Mn 0 - 4,0;
Cr más de 29 - 35;
Ni 3,0 - 10;
Mo 0 - 4,0;
N 0,30 - 0,55;
Cu 0 - 0,8;
W 0 - 3,0;
S 0 - 0,03;
Ce 0 - 0,2;
siendo el balance Fe e impurezas inevitables;
en donde el espaciamiento de austenita, como se determina en una muestra mediante la norma DNV-RP-F112, Sección 7, usando la preparación de muestra según la norma ASTM E 3- 01, es menor de 20 μm; y en donde la relación promedio de longitud/anchura de la fase austenita más grande seleccionada de la relación promedio de longitud/anchura de la fase austenita determinada en tres secciones transversales de una muestra según sea necesario, las secciones…
Componente para una turbina.
(26/02/2020) Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, 4b) construida sobre el cuerpo base , que se hace de un segundo material diferente, en donde el cuerpo base y al menos una sección de componente (4, 4a, 4b) está engranados por adherencia de forma de manera que el engranaje prácticamente crea un anclaje de la sección de componente en el cuerpo base, en donde el engranaje entre el cuerpo base y al menos una sección de componente (4, 4a, 4b) tiene una geometría de engranaje diferente (14a, 14b), y la al menos una sección de componente (4, 4a, 4b) del cuerpo base , está fabricada de forma generativa o mediante la aplicación del segundo material en forma de polvo seco o como una dispersión sobre el cuerpo base, y luego sinterizada por debajo…
POLVO DE CARBURO CEMENTADO PARA FABRICACIÓN DE ADITIVOS.
(25/11/2019). Solicitante/s: KENNAMETAL INC.. Inventor/es: PRICHARD,Paul D, COLLINS,Gabriel B.
En un aspecto, se proporcionan composiciones de partículas de polvo para la fabricación de artículos mediante diversas técnicas de fabricación de aditivos. Una composición en polvo comprende un componente de partícula que comprende partículas de carburo cementado sinterizadas que tienen una densidad aparente de al menos 6 g/cm3.
PDF original: ES-2732648_R1.pdf
PDF original: ES-2732648_A2.pdf
Carburo cementado de peso ligero para componentes con erosión por flujo.
(18/09/2019). Solicitante/s: Hyperion Materials & Technologies (Sweden) AB. Inventor/es: SMITH, JANE, CARPENTER, MICHAEL, KEOWN,EUGENE, NORDENSTRÖM,HENRIK, DORVLO,SELASSIE, MECH,MILENA.
Un carburo cementado para componentes de manipulación de fluidos y anillos de sellado, teniendo el carburo cementado una composición que comprende:
15 a 30% en peso de TiC;
5 a 20% en peso de Ni;
0,5 a 2,5% en peso Cr3C2;
0,7 a 1,6% en peso de Mo; y
el resto WC.
PDF original: ES-2759730_T3.pdf
Usos de aceros inoxidables dúplex.
(26/06/2019) Uso de un acero inoxidable dúplex en una planta de producción de urea y/o en un proceso de producción de urea, donde el acero inoxidable dúplex se utiliza en un entorno de urea y en contacto con un fluido que comprende carbamato de amonio, y donde el acero inoxidable dúplex contiene en porcentaje en peso (% en peso):
C 0,03 o menos
Si 0,5 o menos
Mn 2,5 o menos
Cr desde más de 30,0 a 35,0
Ni de 5,5 a 8,0
Co de 0,01 a 0,8
Mo de 2,0 a 2,5
W 2,5 o menos
N de 0,3 a 0,6
Cu 1,0 o menos
que tiene uno o más de los siguientes:
Ca 0,0040 o menos
Mg 0,0040 o menos
uno o más elementos de tierras raras en una cantidad de 0,1 o menos;
siendo…
Procedimiento para la fabricación de objetos hechos de aleaciones de hierro-cobalto-molibdeno/ tungsteno-nitrógeno.
(12/06/2019) Procedimiento para la fabricación de un producto semiacabado para objetos o herramientas y similares a partir de una aleación que se puede endurecer por precipitación con una composición química en % en peso de
cobalto (Co) = 15,0 a 30,0
molibdeno (Mo) = a 20,0
tungsteno (W) = a 25,0
(Mo+W/2) = 10,0 a 22,0
nitrógeno (N) = 0,005 a 0,12
hierro (Fe) e impurezas resultantes de la fabricación del producto = resto
con mejor capacidad de mecanización, en donde el material fabricado por pulvimetalurgia (material de PM), después de una deformación y un recocido blando, se somete a un tratamiento térmico especial para disolver una estructura de orden de átomos (Fe-Co) en la matriz, que consiste en el calentamiento y recocido de la pieza o material,…
Procedimiento para el enfriamiento rápido de una prensa isostática en caliente y una prensa isostática en caliente.
(15/04/2019). Solicitante/s: CREMER THERMOPROZESSANLAGEN GMBH. Inventor/es: GRAF,MATTHIAS.
Procedimiento para el enfriamiento rápido de una prensa isostática en caliente, que se compone de un recipiente a presión con un espacio de carga interior y el aislamiento situado en medio, en donde dentro del aislamiento están dispuestos los elementos calefactores y una carga sobre una placa portante de carga , caracterizado porque en la zona interior y superior del espacio de carga de un recipiente a presión se inyecta un fluido a través de al menos una tobera para la formación de un flujo rotacional ,
en donde el fluido se mezcla con el fluido del entorno de la carga durante el paso del flujo rotacional en el entorno del aislamiento y
en donde el fluido que sale de la tobera presenta una temperatura más baja que el fluido en el espacio de carga y/o la carga.
PDF original: ES-2709207_T3.pdf
Procedimiento de fabricación de componentes de TiAl.
(03/04/2019) Procedimiento para la fabricación de un componente, en particular, un componente para una turbomáquina, a partir de una aleación de TiAl, que comprende las siguientes etapas en el orden indicado:
- producción de un polvo a partir de la aleación de TiAl,
- producción de una cápsula, cuya forma corresponda a la forma del componente a ser fabricado,
- carga del polvo en la cápsula y cierre de la misma,
- prensado isostático en caliente de la cápsula con el polvo,
- tratamiento térmico de la cápsula prensada isostáticamente en caliente, comprendiendo el tratamiento térmico en el orden indicado:
- un recocido de solución a una temperatura de hasta 1400º C durante 15…
Dispositivo de compactación isostática en caliente.
(12/12/2018) Un dispositivo de compactación isostática en caliente para realizar procesamiento de compactación isostática en caliente en una pieza, incluyendo el dispositivo de compactación isostática en caliente:
una carcasa impermeable a los gases que tiene impermeabilidad a los gases y está dispuesta de manera que rodee una pieza (W), incluyendo la carcasa un cuerpo de carcasa que tiene una abertura de lado inferior, y una base de carcasa que cierra la abertura de lado inferior del cuerpo de carcasa ;
una unidad de calentamiento que está dispuesta dentro de la carcasa de manera que forme una zona caliente alrededor de la pieza (W), haciendo por ello posible realizar procesamiento de compactación isostática en caliente en la pieza (W) usando un medio gaseoso de presión en la zona…
Procedimiento para la fabricación de una pieza de metal.
(12/09/2018). Solicitante/s: Metec Powder Metal AB. Inventor/es: SLUND, CHRISTER.
Un procedimiento para la fabricación de una pieza de metal, comprendiendo el procedimiento las etapas:
a. compactar polvo de acero esférico aglomerado 5 a una preforma,
b. desbarbar y sinterizar la preforma a una pieza a una temperatura que no exceda de 1275 ºC,
c. realizar una de las siguientes etapas
i. compactar la pieza a una densidad de más del 95 % de la densidad teórica, o
ii. compactar la pieza a una densidad de menos del 95 % de la densidad teórica y sinterizar la pieza a una temperatura que no exceda 1275 ºC a una densidad de más del 95 % de la densidad teórica, y
d. someter la pieza a prensado isostático en caliente a una temperatura que no exceda los 1200 ºC, en el que la compactación en la etapa c) se realiza con compactación a alta velocidad con una velocidad de pistón superior a 2 m/s.
PDF original: ES-2681206_T3.pdf
Método para producir un polvo de carburo cementado o de metal cerámico usando un mezclador acústico resonante.
(03/08/2016). Solicitante/s: SANDVIK INTELLECTUAL PROPERTY AB. Inventor/es: MADERUD,CARL-JOHAN, FLYGARE,TOMMY.
Un método para producir un polvo aglomerado de carburo cementado o de metal cerámico sin molienda, donde los constituyentes en polvo se someten a una operación de mezcla sin molienda que comprende las etapas de:
formar una suspensión de uno o más polvos que forman constituyentes duros, polvos metálicos ligantes y un líquido de mezcla, en la que dichos uno o más polvos se seleccionan de boruros, carburos, nitruros o carbonitruros de metales de los grupos 4, 5 y 6 de la tabla periódica;
mezclar y deshidratar dicha suspensión para formar un polvo aglomerado, donde la mezcla se lleva a cabo en un mezclador acústico resonante, siendo éste un mezclador sin contacto en el que se utilizan ondas acústicas que logran condiciones de resonancia.
PDF original: ES-2599641_T3.pdf
Material de aluminio que contiene boro y método para fabricar el mismo.
(06/07/2016). Solicitante/s: KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.). Inventor/es: SUZUKI, TSUYOSHI, ISHIDA, HITOSHI, CHODA TAKASHI, HONDA YUKIHIDE, WADA RYUTARO, TAKEBAYASHI YOSHIKI, KUSAMICHI TATSUHIKO, KUDO FUMIAKI.
Un material de aluminio que contiene boro que comprende una matriz que incluye un polvo de aluminio o de aleación de aluminio, y un polvo de boruro, dispersándose el polvo de boruro en la matriz, en el que el polvo de boruro incluye al menos uno o más tipos de primeras partículas de boruro seleccionadas del grupo que consiste en AlB12, CaB6, y SiB6, al menos uno o más tipos de segundas partículas de boruro seleccionadas del grupo que consiste en FeB, MnB2, Fe2B y AlB2, e inevitablemente partículas de impurezas,
en el que la relación de las segundas partículas de boruro ocupadas en el polvo de boruro es el 20 % en masa o más.
PDF original: ES-2652145_T3.pdf
Acero para herramientas de trabajo en frío resistente a la corrosión y al desgaste.
(25/05/2016). Solicitante/s: UDDEHOLMS AB. Inventor/es: EKMAN,LARS, EJNERMARK,SEBASTIAN, HILLSKOG,THOMAS, ROBERTSSON,RIKARD, BERGQVIST,VICTORIA, KARLSSON,JENNY, DAMM,PETTER, MOSSFELDT,ULRIKA, EDVINSSON,ROLAND, ENGSTRÖM SVENSSON,ANNIKA, HÖGMAN,BERNE.
Un acero fabricado por pulvimetalurgia que consiste en (% en peso):
C 0,3 - 0,8
N 1,0 - 2,2
(C+N) 1,3 - 2,2
C/N 0,17 - 0,50
Si ≤ 1,0
Mn 0,2 - 2,0
Cr 13 - 30
Mo 0,5 - 3,0
W ≤ 1
(Mo+W/2) 0,5 - 3,0
V 2,0 - 5,0
Nb ≤ 2,0
(V+Nb/2) 2,0 - 5,0
(Ti+Zr+AI) ≤ 7,0
Ta ≤ 0,5
Co ≤ 10,0
Ni ≤ 5,0
Cu ≤ 3,0
Sn ≤ 0,3
B ≤ 0,01
Be ≤ 0,2
Bi ≤ 0,3
Se ≤ 0,3
Te ≤ 0,3
Mg ≤ 0,01
REM ≤ 0,2
Ca ≤ 0,05
S ≤ 0,5
equilibrio de hierro e impurezas.
PDF original: ES-2588539_T3.pdf
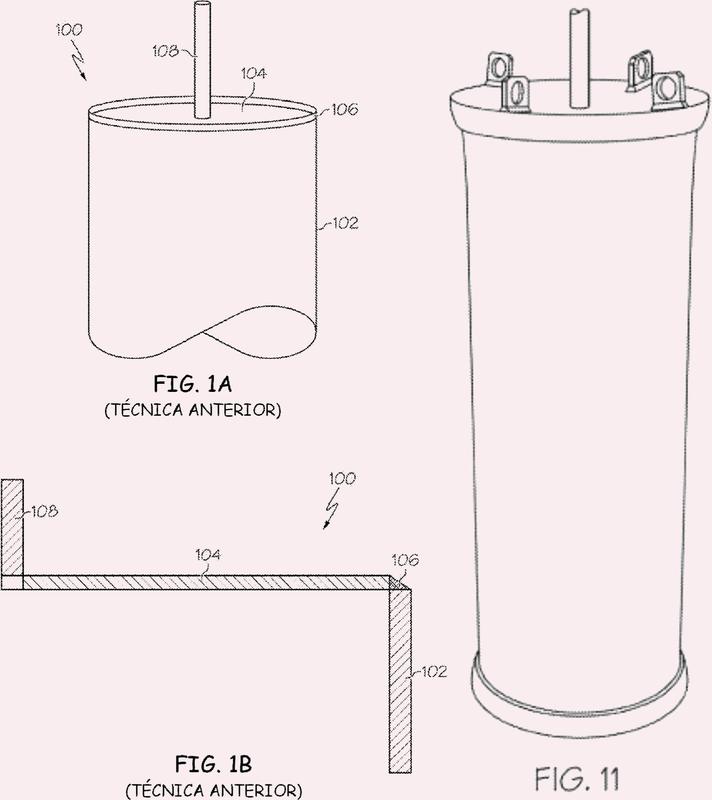
Placa terminal para bote de prensado isostático en caliente, bote de prensado isostático en caliente y procedimiento de prensado isostático en caliente.
(03/02/2016). Ver ilustración. Solicitante/s: ATI PROPERTIES, INC.. Inventor/es: LIPETZKY,PETER, PEREZ,JOSEPH F, KOSOL,EDWARD A, THOMAS,JEAN-PHILIPPE A.
Una placa terminal de un bote de prensado isostático, comprendiendo la placa terminal:
una zona central; y
una zona principal que se extiende radialmente desde la zona central y que termina en una esquina en torno a una periferia de la placa terminal, incluyendo la esquina un labio periférico configurado para encajar con una parte de cuerpo del bote;
en la que un espesor de la placa terminal se incrementa desde la zona central hasta la esquina y define un ángulo de conicidad; y
en el que una superficie interior de la esquina incluye una parte redondeada por la que la zona principal tiene una transición suave hacia el labio periférico.
PDF original: ES-2567088_T3.pdf
Procedimiento para la fabricacion de objetos de acero para herramientas mediante la metalurgia de polvos.
(29/10/2014) Procedimiento para la fabricación, mediante metalurgia de los polvos, de objetos densos, deformados o no deformados, de acero para herramientas de alta pureza con un valor K0 según DIN 50 062 que es esencialmente de 3 como máximo, en el cual se introduce una masa fundida en un recipiente metalúrgico y se la acondiciona dentro del mismo, mejorando el grado de pureza de óxidos de la misma y ajustando la temperatura a un valor superior a la temperatura de formación de precipitaciones primarias en la aleación, fabricándose a partir de dicha masa fundida, con una temperatura que se mantiene fundamentalmente constante, un polvo con un diámetro granular medio de 50 hasta 70 mum, mediante un proceso de atomización realizado con ayuda de, al menos,…
Procedimiento de metalurgia de polvos para producir una forma acabada o una forma casi acabada.
(23/07/2014) Un procedimiento de prensado isostático en caliente o procedimiento de prensado uniaxial en caliente para producir un producto en forma acabada o casi acabada en el que se proporciona un filtro de difusión, que comprende nitruro de boro, entre un molde de grafito y polvo metálico que se va a prensar contra él, en el que el filtro de difusión comprende una pluralidad de capas de un material de revestimiento de nitruro de boro, en el que las capas se aplican a la superficie del molde de grafito previamente a que se disponga el polvo metálico junto al molde por aplicación de una suspensión del material de revestimiento a la superficie.
Método para la producción de un depósito de presión sin costuras, a prueba de ácidos.
(08/10/2013) Método para la producción de un depósito de presión sin costuras, a prueba de ácidos, cilíndrico que tieneuna parte inferior y una parte superior hemisféricas mediante moldeo de polvo en un proceso de HIP (HotIsostatic Pressing, prensado isostático en caliente), caracterizado porque
se producen moldes de lámina que constituyen una carcasa interna, una parte inferior de una carcasa externa, una parte superior de una carcasa externa que tiene una boca de llenado con partessuperiores y partes inferiores correspondientes,
se producen clavijas distanciadoras que determinan el grosor de pared y que se montan en un…
Rascador y procedimiento para la fabricación de rascadores.
(17/10/2012) Procedimiento para la fabricación de rascadores hechos de metal, sobre todo de acero; en este caso, los rascadores (600, que han de ser fabricados, tienen dentro de una zona en el borde de trabajo un más reducido grosor del material, siendo este grosor del material principalmente constante dentro de esta zona , y un proceso de cepillado es aplicado en un cuerpo de base con un grosor del material, el cual es esencialmente constante, esto con el objeto de producir la zona del más reducido grosor del material; procedimiento éste que está caracterizado porque por medio de un único proceso de cepillado en un cuerpo de base es producida una ininterrumpida zona de un más reducido grosor del material, y la extensión de esta zona corresponde…
Procedimiento de fabricación de piezas con inserto de material compuesto de matriz metálica.
(06/06/2012) Procedimiento de fabricación de una pieza metálica (20; 50'; 70') reforzada por fibras cerámicas, que comprenden
las etapas sucesivas siguientes:
- formación de al menos un inserto por ensamblaje en haz de fibras cerámicas revestidas de metal, - incorporación del inserto en un molde metálico hueco de tal forma que el inserto esté dispuesto en la cavidad, quedando separado de las paredes (10a, 10b) del molde,
- llenado del molde con un polvo metálico ,
- colocación de una tapa que cierra el molde,
- puesta bajo vacío del recinto y cierre de manera estanca por soldadura del molde ,
- compresión isostática en caliente del conjunto a una temperatura y una presión suficientes para ligar las partículas del polvo y las fibras revestidas del inserto ,
-…
PROCEDIMIENTO Y DISPOSITIVO PARA EL SUMINISTRO DE GAS Y LA RECUPERACION DE GAS.
(16/12/2005). Solicitante/s: LINDE AG. Inventor/es: HANIFL, GOTTFRIED, WANDKE, ERNST, DR.DIPL-ING.
Procedimiento para el suministro y la recuperación de gas utilizando un medio gaseoso que se almacena bajo presión en al menos un recipiente de compensación intermedio y que se conduce desde el recipiente de compensación intermedio, eventualmente a través de un convertidor de presión, hasta un consumidor (suministro) y desde el consumidor, eventualmente a través de un convertidor de presión, hasta el recipiente de compensación intermedio o hasta un recipiente de compensación intermedio adicional (recuperación), caracterizado porque se utilizan como recipientes de compensación intermedios varios recipientes de presión con presión diferente dispuestos en forma de cascada.
ARTICULOS CON BASE DE COBALTO, PRODUCIDOS POR LA METALURGIA DE LAS POLVORAS, QUE TIENEN UNA RESISTENCIA ELEVADA AL DESGASTE Y A LA CORROSION EN METALES SEMISOLIDOS.
(16/04/2003). Ver ilustración. Solicitante/s: THIXOMAT, INC. Inventor/es: KENNETH, E., PINNOW, RAYMOND, F., DECKER.
LA PRESENTE INVENCION SE REFIERE A UN ARTICULO CON BASE DE COBALTO INTEGRAMENTE CONSTITUIDO POR POLVORA DENSA, TENIENDO UNA RESISTENCIA ELEVADA A LA CORROSION Y AL DESGASTE DE METALES SEMISOLIDOS. EL ARTICULO SE COMPONE DE ALREDEDOR DE 0,65 A MENOS DE APROXIMADAMENTE 1% DE C, DE 3 A APROXIMADAMENTE 5% DE W, DE ALREDEDOR DEL 25 AL 30% DE CR, SIENDO EL RESTO ESENCIALMENTE DEL CO. DICHO ARTICULO TIENE UNA DUREZA SUPERIOR A 42HRC E, IDEALMENTE, A 45HRC, UNA RESISTENCIA A LA RUPTURA EN FLEXION DE MAS DE 330 KSI Y UNA ESTABILIDAD SENSIBLE DE LAS PROPIEDADES DIMENSIONALES Y MECANICAS CUANDO ESTA EXPUESTO A UNAS TEMPERATURAS DEL ORDEN DE 1.100 GRADOS F A 1.500 GRADOS F.
Procedimiento para la fabricación de un elemento compuesto altamente resistente a esfuerzos térmicos.
(01/12/2002). Solicitante/s: PLANSEE AKTIENGESELLSCHAFT. Inventor/es: PLICHL, LAURENZ, DIPL. ING., SCHEDLER, BERTRAM, DIPL. ING.
Procedimiento para la fabricación de un elemento compuesto altamente resistente a esfuerzos térmicos mediante ensamblado, constando el elemento compuesto de al menos una pieza de grafito y al menos una pieza metálica de una aleación endurecible de cobre, unida por contacto plano a ella, donde primero se coloca una capa o lámina de Cu o de una aleación de Cu sobre las superficies a ensamblar de la(s) pieza(s) de grafito, a continuación se encierran en una cámara a prueba de vacío las piezas de grafito y metal unidas por contacto plano que se deben ensamblar y seguidamente se unen mediante un proceso HIP a temperaturas por debajo del 70 % de la temperatura de fusión de la pieza metálica y con presiones reducidas ajustadas a la estabilidad mecánica de la pieza de grafito.
METODO DE FABRICACION DE PIEZAS CONFORMADAS RESISTENTES A TEMPERATURAS ELEVADAS.
(01/07/2002). Solicitante/s: KANTHAL AB. Inventor/es: FRANZEN, ULF, OLSSON, JAN OLOV.
LAS PIEZAS MOLDEADAS RESISTENTES A ALTAS TEMPERATURAS SE FABRICAN DE ACUERDO CON LA INVENCION POR PRESION ISOSTATICA ELEVADA DE UN POLVO DE UNA COMPOSICION DE UNA ALEACION DESEADA DISPUESTA EN UN RECIPIENTE METALICO. PREFERENTEMENTE LA ALEACION COMPRENDE ENTRE EL 2 Y EL 10 % EN PESO DE ALUMINIO, ENTRE EL 10 Y EL 40 % EN PESO DE CROMO, HIERRO BASICAMENTE EQUILIBRADO.
{kind=link}
{kind=link}