CIP-2021 : B29C 69/00 : Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00,
p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 69/00[m] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 69/02 · de técnicas de moldeo solamente.
CIP2021: Invenciones publicadas en esta sección.
MEJORAS EN LA FABRICACION DE ARTICULOS DE PLASTICO MOLDEADO.
(16/08/1991). Solicitante/s: PEERLESS PLASTICS PACKAGING LIMITED. Inventor/es: BAGNALL, PAUL JAMES HOWARD, LONGBOTTOM, KARL, WHITELEY, NORMAN.
UN ARTICULO DE PLASTICO MOLDEADO TAL COMO UN CONTENEDOR TIENE UN BLANCO DE MATERIAL DE PELICULA PLASTICA TAL COMO UNA ETIQUETA O UNA BARRERA DE DIFUSION EN UNA SUPERFICIE ES MANUFACTURADO POR UN METODO QUE INCLUYE LOS PASOS DE CORTAR LOS BLANCOS INDIVIDUALMENTE DESDE UNA TIRA DEL MATERIAL DE PELICULA PLASTICA PARA CADA OPERACION DE MOLDEADO, Y ALIMENTAR CADA BLANCO CORTADO A E INTRODUCIENDOLO DENTRO DEL MOLDE LISTO PARA QUE SE REALICE LA RESPECTIVA OPERACION DE MOLDEAR EN LA CUAL EL BLANCO SE INCORPORA AL ARTICULO MOLDEADO. EL BLANCO PUEDE SER POSICIONADO EN EL MOLDE POR SUCCION Y/O AIRE SOPLADO APLICADO AL MOLDE O POR CARGA ELECTROSTATICA DEL BLANCO PARA CAUSAR QUE SEA ATRAIDO A LA SUPERFICIE DEL MOLDE. LOS BLANCOS CORTADOS SON LLEVADOS INDIVIDUALMENTE AL MOLDE POR UN BRAZO DE TRANSFERENCIA QUE LO SOSTIENE POR SUCCION.
METODO PARA CORTAR UNA TIRA DE INTEMPERIE EXTRUIDA CONTINUAMENTE Y DE CARACTERISTICAS VARIABLES, EN PARTICULAR PARA CARROCERIAS DE VEHICULOS.
(01/04/1991). Solicitante/s: S.A.I.A.G. S.P.A.. Inventor/es: ZACCARIA, MANRICO.
METODO PARA CORTAR AL TAMAÑO ADECUADO UNA TIRA DE INTEMPERIE EXTRUIDA CONTINUAMENTE QUE TIENE UN PERFIL DE ANCLAJE DOTADO DE NERVADURAS INTERNAS LONGITUDINALES DE RETENCION Y UN PERFIL TUBULAR DE SELLADO COEXTRUIDO CON EL PERFIL DE RETENCION Y DE CARACTERISTICAS VARIABLES. PARA CORTAR LA TIRA DE INTEMPERIE EN ZONAS DETERMINADAS RELACIONADAS CON LAS VARIACIONES EN LAS CARACTERISTICAS DE LA TIRA DURANTE LA EXTRUSION, SE OMITE, AL MENOS PARCIALMENTE, COMO MINIMO UNA DE LAS NERVADURAS INTERNAS LONGITUDINALES EN SECCIONES (4A) ESPACIADAS ENTRE SI DE ACUERDO CON LA LONGITUD DE LAS PIEZAS DE EXTRUSION A CORTAR, DETECTANDOSE LAS SECCIONES OMITIDAS (4A) CON LA GENERACION DE LAS CORRESPONDIENTES SEÑALES PARA POSIBILITAR EL CORTE.
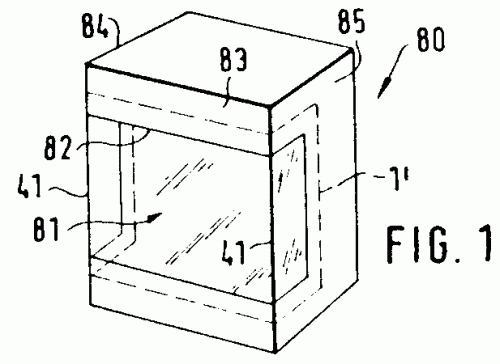
PROCEDIMIENTO PARA FABRICAR PIEZAS TROQUELADAS LAMINARES PARA CAJAS PLEGABLES CON VENTANAS ANGULARES Y PARA FABRICAR TALES CAJAS PLEGABLES Y DISPOSITIVO CORRESPONDIENTE.
(01/01/1990). Ver ilustración. Solicitante/s: KOHMANN GMBH & CO: KG MASCHINENBAU. Inventor/es: KOHMANN, KARL-HEINZ.
PROCEDIMIENTO PARA FABRICAR PIEZAS TROQUELADAS LAMINARES PARA CAJAS PLEGABLES CON VENTANAS ANGULARES Y PARA FABRICAR TALES CAJAS PLEGABLES Y DISPOSITIVO CORRESPONDIENTE. EL DISPOSITIVO COMPRENDE UN EQUIPO DE CALDEO PARA EL MATERIAL LAMINAR CONSTITUIDO POR UN MATERIAL SINTETICO TERMOPLASTICO, TRANSPARENTE Y DURO, Y UN EQUIPO DE ESTAMPACION DIRECTAMENTE POSPUESTO AL EQUIPO DE CALDEO Y DESTINADO A FORMAR LAS ESTRIAS PRODUCTORAS DE LOS CANTOS DE DOBLEZ DE LA VENTANA ANGULAR. EL DISPOSITIVO DE CALDEO ESTA CONSTITUIDO POR DOS BARRAS DE CALDEO APLICADAS AL MATERIAL LAMINAR , LAS CUALES ESTAN SITUADAS UNA FRENTE A OTRA A AMBOS LADOS DEL MATERIAL LAMINAR Y SE EXTIENDEN EN LA DIRECCION DE MOVIMIENTO DEL MATERIAL LAMINAR , Y EL EQUIPO DE ESTAMPACION ESTA CONSTITUIDO POR UN RODILLO ESTRIADOR NO CALENTADO Y UN RODILLO ANTAGONISTA NO CALENTADO , ENTRE LOS CUALES PUEDE HACERSE PASAR EL MATERIAL LAMINAR.
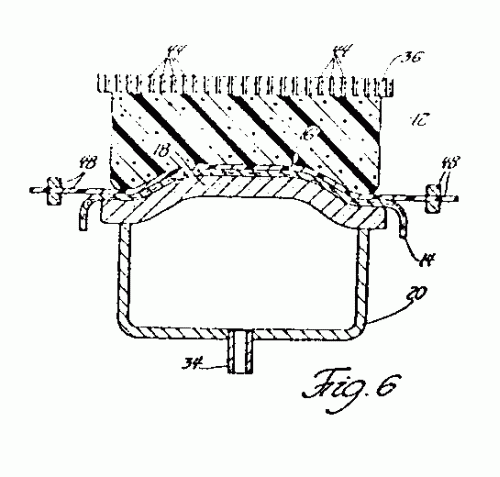
METODO Y APARATO PARA FABRICAR UN CONJUNTO DE COJIN.
(01/12/1988). Ver ilustración. Solicitante/s: LEAR SIEGLER, INC.. Inventor/es: KRUGER, EDMUND R, KOZLOWSKI, ERIC F.
METODO Y APARATO PARA FABRICAR UN CONJUNTO DE COJIN, EN DONDE EL METODO COMPRENDE APLICAR VACIO A UN MOLDE POROSO PARA ATRAER UNA PELICULA ADHESIVA IMPERMEABLE CONTRA UNA CAPA DE TEJIDO , COLOCAR UNA ALMOHADILLA DE ESPUMA EN COINCIDENCIA CON LA PELICULA MANTENIDA POR EL VACIO SOBRE LA SUPERFICIE DEL MOLDE, COMPRIMIR LA ALMOHADILLA CONTRA EL MOLDE MEDIANTE UN PLATO DE PRESION PERFORADO , SUMINISTRAR VAPOR PARA CALENTAR Y DIFUNDIR LA PELICULA DENTRO DE LA CAPA Y LA ALMOHADILLA , Y APLICAR VACIO PARCIAL PARA EXTRAER HUMEDAD MEDIANTE AIRE ASPIRADO, ENFRIANDO Y CURANDO EL ADHESIVO DIFUNDIDO ENTRE EL TEJIDO Y LA ESPUMA . EL APARATO INCLUYE UN MOLDE , UN GENERADOR DE VACIO, UN CALENTADOR Y UN PLATO DE PRESION . EL INVENTO SE APLICA A LA FABRICACION DE COJINES PARA ASIENTOS Y RESPALDOS DE AUTOMOVILES.
PROCEDIMIENTO PARA FABRICAR UN ANILLO DE OBTURACION CON UN LABIO DE OBTURACION.
(16/07/1988). Solicitante/s: FREUDENBERG, CARL. Inventor/es: GROSS, HEINZ, DR., SPONAGEL, STEFAN, DR., GRAF, GUNTER.
UN PROCEDIMIENTO PARA LA FABRICACION DE UN ANILLO DE OBTURACION CON UN LABIO DE OBTURACION, EN EL QUE EL LABIO DE OBTURACION SE PRODUCE PRIMERAMENTE CONFIGURADO EN FORMA DE MANGUERA MEDIANTE EXTRUSION Y ES PROVISTO SIMULTANEAMENTE DE ELEMENTOS DE RECUPERACION DE ACCION HIDRODINAMICA. LA MANGUERA OBTENIDA SE CONSOLIDA Y SE CORTA PARA DAR MANGUITOS EN FORMA DE MANGUERA. ESTOS SON ABOCARDADOS EN DIRECCIONM RADIAL EN SU EXTREMOS DELANTERO PARA FORMAR UNA BRIDA, Y SUJETADOS SEGUIDAMENTE CON LA BRIDA EN EL ANILLO DE REFUERZO RECEPTOR DEL ANILLO DE OBTURACION.
PROCEDIMIENTO DE FABRICACION DE UN PIEZA EN FORMA DE CUERPO HUECO DE MATERIAL SINTETICO EN ESPECIAL DE MATERIAL SINTETICO ALVEOLAR.
(16/11/1987). Solicitante/s: SAPLEST S.A.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA EN FORMA DE CUERPO HUECO A PARTIR DE MATERIAL SINTETICO ALVEOLAR. CONSISTE EN MOLDEAR VARIAS PIEZAS EN BRUTO DESMOLDEABLES CUYO CONJUNTO SE CORRESPONDE CON LAS PARTES EN QUE HA SIDO REDUCIDA LA FORMA DE LA PIEZA A REALIZAR, EN CAVIDADES DE MOLDEO FORMADAS POR COQUILLAS Y MACHOS, ACTIVANDO EL TRATAMIENTO TERMICO LO SUFICIENTE PARA ESTABILIZAR LAS PIEZAS EN BRUTO EN DICHAS CAVIDADES DE MOLDEO; EN EXTRAER LOS MACHOS DEJANDO LAS PIEZAS EN BRUTO EN LAS COQUILLAS Y JUNTANDO LAS COQUILLAS DE TAL MODO QUE SE JUNTEN LAS PIEZAS EN BRUTO PARA CONSTITUIR UNA PIEZA EN BRUTO DE CONJUNTO, QUE TENGA LA FORMA CORRESPONDIENTE A LA PIEZA TRATADA; EN TERMINAR LA COCCION Y LA ESTABILIZACION TERMICA; Y EN DESMOLDEAR LA PIEZA TERMINADA.
DISPOSITIVO DE FABRICACION POR MOLDEO DE MATERIAL PLASTICO DE UN SOPORTE DESTINADO A CONTENER UNA BARRA DE PRODUCTO DESINFECTANTE Y DESODORIZANTE.
(16/04/1981). Solicitante/s: CHIMINTER-HYMO.
DISPOSITIVO DE FABRICACION DE UN SOPORTE. EL SOPORTE DE PLASTICO CONSTA DE UNA JAULA CALADA COMPUESTA DE DOS SEMIJAULAS UNIDAS ENTRE SI. DICHO DISPOSITIVO CONSTA DE UNA MATRIZ SOBRE LA QUE SE HA PRODUCIDO UNA CAVIDAD . ENTRE ESTA CAVIDAD Y EL MACHO DE MOLDEO QUEDA UN HUECO QUE CORRESPONDE AL MOLDE DE LA SEMIJAULA. EL MACHO DE DESPEGUE , QUE AL SER EMPUJADO POR UNA PLACA ACCIONADA POR LOS EYECTORES , DESPRENDE LA SEMIJAULA, UNA VEZ MOLDEADA, DEL MACHO DE MOLDEO . LA CAVIDAD DE MOLDEO DEL GANCHO DE SUSPENSION ESTA COMPRENDIDA ENTRE LA MATRIZ , UNA PLACA DE DESREVESTIMIENTO PROVISTA DE UN HUECO , DE UNA PLACA ANULAR Y DEL MANGUITO DE DESPEGUE.
PROCEDIMIENTO DE FABRICACION, POR MOLDEO DE MATERIAL PLASTICO, DE UN SOPORTE QUE COMPRENDE UNA JAULA AGUJEREADA.
(16/04/1981). Solicitante/s: CHIMINTER-HYMO.
PROCEDIMIENTO DE FABRICACION DE UN SOPORTE QUE COMPRENDE UNA JAULA CALADA, MEDIANE MOLDEO DE MATERIAL PLASTICO, DESTINADO A CONTENER UNA BARRA DE PRODUCTO DESINFECTANTE Y DESODORIZANTE. EL SOPORTE DE PLASTICO CONSTA DE UNA JAULA CALADA COMPUESTA DE DOS SEMIJAULAS , UNIDAS ENTRE SI MEDIANTE INTRINQUETADO DE SUS COLLARINES EXTREMOS Y DE UN GANCHO DE CALADA ALREDEDOR DE LOS COLLARINES DE LAS SEMIJAULAS. UNA DE LAS SEMIJAULAS SE FABRICA POR MOLDEO DE MATERIAL PLASTICO DE UNA MANERA CORRIENTE. LA OTRA SEMIJAULA Y EL GANCHO DE SUSPENSION SE FABRICAN SIMULTANEAMENTE POR INYECCION DE MATERIAL PLASTICO EN EL MISMO MOLDE, PROVISTO DE DOS CAVIDADES, UNA PARA CADA ELEMENTO; DE TAL MANERA QUE SE PRODUCE EL ACOPLAMIENTO ENTRE LA SEMIJAULA Y EL GANCHO DE SUSPENSION SIN NINGUNA INTERVENCION MANUAL, EN EL MOMENTO DE LA APERTURA DEL MOLDE, CUANDO LA SEMIJAULA NO HA SIDO AUN DESPRENDIDA DEL MACHO DE MOLDEO.
PROCEDIMIENTO PARA LA FABRICACION DE SUJETADORES DE TORNILLO AUTOBLOQUEANTES DEL TIPO DE PARCHE.
(01/03/1975). Solicitante/s: LONG - LOK FASTENERS CORP.
Resumen no disponible.
APARATO PARA FORMAR SUJETADORES AUTOBLOQUEANTES.
(16/02/1975). Solicitante/s: LONG - LOK FASTENERS CORP.
Resumen no disponible.
{kind=link}
{kind=link}