CIP-2021 : B22D 18/04 : Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
CIP-2021 › B › B22 › B22D › B22D 18/00 › B22D 18/04[1] › Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 18/00 Colada con presión; Colada en vacío (B22D 17/00 tiene prioridad; tratamiento del metal en el molde utilizado presión o vacío B22D 27/00).
B22D 18/04 · Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo de colada a baja presión y método de colada a baja presión.
(25/03/2020) Un dispositivo de colada a baja presión que comprende:
un horno de conservación configurado para contener metal fundido;
un cargador que tiene un extremo inferior configurado para sumergirse en el metal fundido en el horno de conservación para suministrar metal fundido en un molde de colada a través de un bebedero ;
un dispositivo de control de presión configurado para mover el metal fundido en el cargador y llenar con metal fundido el molde de colada; y
un sensor de nivel de metal fundido configurado para detectar la altura del metal fundido en el cargador , en el que el dispositivo de control de presión está configurado para corregir el llenado del metal fundido en el molde de colada en una siguiente colada basándose en la altura de una superficie de metal fundido detectada por el sensor de nivel de metal fundido…
Dispositivo de fundición.
(12/02/2020) Dispositivo de fundición para fundición a baja presión o a contrapresión, en donde el dispositivo de fundición tiene al menos una cámara inferior para al menos un horno y al menos una cámara superior para al menos una lingotera, y la cámara inferior está separada de la cámara superior por al menos una placa inferior de sujeción del molde para la fijación de una parte inferior de la al menos una lingotera, la cámara superior tiene una placa superior de sujeción del molde , montada de manera que pueda desplazarse en dirección vertical, para una parte superior de la al menos una lingotera, estando la placa superior de sujeción del molde unida a los actuadores para…
(12/02/2020) Dispositivo de colada para colada a baja presión o a contrapresión, presentando el dispositivo de colada al menos una cámara inferior para al menos un horno y al menos una cámara superior para al menos una coquilla y estando separadas una de otra la cámara inferior y la cámara superior mediante al menos una placa portamolde inferior para la fijación de una parte inferior de la al menos una coquilla, estando dispuesta la placa portamolde inferior de manera que puede trasladarse en una dirección vertical, presentando la cámara superior una placa portamolde superior para una parte superior de la al menos una coquilla, estando montada…
Equipo para colada continua o semicontinua de metal con disposición de llenado de metal mejorada.
(08/01/2020) Un aparato para colada continua o semicontinua de metal a baja presión, en particular colada con enfriamiento directo (ED), de objetos alargados tales como varillas, barras o lingotes de aluminio, incluyendo una construcción de bastidor con al menos un molde de fundición o molde que tiene una cavidad de molde que está provista de una entrada abierta hacia arriba y una salida con un medio de enfriamiento, estando la entrada del molde conectada a una cámara de distribución que recibe metal líquido de un almacén de metal tal como un horno de mantenimiento a través de un canal de suministro o canaleta de metal,
caracterizado por que
se proporciona una sección de canaleta flexible entre la canaleta y la cámara de distribución de metal mediante la cual la construcción del bastidor con los moldes y la cámara de distribución se pueden…
Proceso de fundición para bloque de motor de combustión de pistón alternativo.
(22/11/2017) Turbina eólica para convertir energía eólica en energía eléctrica, que comprende:
- una lanzadera que comprende una porción de cabezal y una porción de cola ;
- un rotor eólico primario pivotante con respecto a la lanzadera alrededor de un eje rotativo primario (A1) y que comprende un grupo primario de palas , un buje de fijación para dichas palas que sobresalen de la porción de cabezal de la lanzadera y un árbol adaptado para moverse de forma rotativa por el rotor eólico primario ;
- al menos un generador eléctrico primario que comprende al menos un estátor eléctrico primario fijado de forma estable a la lanzadera…
Procedimiento para la producción de un componente de motor, componente de motor y uso de una aleación de aluminio.
(02/11/2016). Solicitante/s: FEDERAL-MOGUL NURNBERG GMBH. Inventor/es: WEISS,RAINER, Lades,Klaus, POPP,MARTIN DR, MORGENSTERN,ROMAN, KENNINGLEY,SCOTT, KOCH,PHILIPP, WILLARD,ROBERT, SOBOTA,ISABELLA.
Procedimiento para la producción de un componente de motor, en particular de un pistón para un motor de combustión, en el que se cuela una aleación de aluminio en el procedimiento de colada en coquilla por gravedad,
en el que la aleación de aluminio está compuesta de los siguientes elementos de aleación:
silicio: 9% en peso a ≤ 10,5% en peso,
níquel: > 2,0% en peso a < 3,5% en peso,
cobre: > 3,7% en peso a 5,2% en peso,
cobalto: a < 1% en peso
magnesio: 0,5 % en peso a 1,5% en peso,
hierro: 0,1% en peso a 0,7% en peso,
manganeso: 0,1% en peso a 0,4% en peso,
circonio: > 0,1% en peso a < 0,2% en peso,
vanadio: > 0,1% en peso a < 0,2% en peso,
titanio: 0,05% en peso a < 0,2% en peso,
fósforo: 0,004% en peso a 0,008% en peso,
y como resto aluminio e impurezas inevitables.
PDF original: ES-2611970_T3.pdf
Producto de aleación de aluminio adaptado para producir una pieza estructural y método para producir los mismos.
(15/06/2016) Un producto de aleación de aluminio adaptado para fabricar componentes estructurales, realizado a partir de lingotes moldeados por colada directa (DC), consistiendo dicha aleación en un porcentaje en peso (% en peso), de Zn 7,5-8,7, Mg 1,1-2,3, Cu 0,5-1,9, Zr 0,03-0,20, siendo Al el equilibrio, elementos incidentales e impurezas, en donde las concentraciones de Zn, Mg, Cu, y Zr satisfacen las expresiones de:
(a) 10,5 ≤ Zn + Mg + Cu ≤ 11,0;
(b) 5,3 ≤ (Zn / Mg) + Cu ≤ 6,0; y
(c) (0,24 -D / 4.800) ≤ Zr ≤ (0,24 - D/5.000),
en donde, D es la longitud mínima de una sección de línea que conecta dos puntos…
Procedimiento de fabricación de un componente de motor y componente de motor.
(18/06/2014) Procedimiento de fabricación de un componente de motor, en particular, de un pistón para un motor de combustión interna, en el que se moldea una aleación de aluminio en el procedimiento de moldeo a baja presión,
en el que la aleación de aluminio está compuesta de los elementos de aleación siguientes:
silicio: del 6 % en peso al 10 % en peso, opcionalmente del 8,5 % en peso al 10 % en peso,
níquel: del 1,2 % en peso al 2 % en peso,
cobre: del 8 % en peso al 10 % en peso,
magnesio: del 0,5 % en peso al 1,5 % en peso,
hierro: del 0,1 % en peso al 0,7 % en peso, opcionalmente del 0,4 % en peso al 0,6 % en peso,
manganeso:…
Rueda de vehículo de aleación de aluminio moldeado que comprende un motivo de estilo, procedimiento de obtención de una rueda de este tipo y molde utilizado por el procedimiento.
(26/02/2014) Rueda de aleación de aluminio, especialmente una rueda de vehículo automóvil, que comprende al menos un motivo de estilo reproducido al menos en una cara de la rueda , caracterizada por que el motivo comprende una pluralidad de estrías sucesivas paralelas que se extienden según una dirección sensiblemente circunferencial con respecto al centro de la rueda y cuyas dimensiones son del mismo orden de magnitud que las tolerancias de forma obtenidas con un procedimiento de moldeo a baja presión; realizándose la rueda y el motivo de estrías sucesivas por una sola y misma operación de moldeo a baja presión.
Aparato de colada de aleación.
(10/12/2013) Un aparato de colada que permite el flujo y alimentación por gravedad de aleación en una operación decolada, en el que el aparato tiene una vasija de suministro para mantener un suministro de aleación , unhorno en el cual está contenida la vasija , y en el que se puede calentar la vasija para mantener elsuministro de aleación a una temperatura de colada adecuada, un molde montado lateralmente por fuera de lavasija en relación con el horno , un conducto que proporciona comunicación entre la vasija y el molde , y medios para inclinar de modo reversible un conjunto que incluye el horno , la vasija y elmolde alrededor de un eje horizontal X para permitir o impedir el flujo de aleación desde la vasija a unacavidad del molde definida por el molde ; caracterizado…
Tubo ascendente para entrega de metal fundido y horno dosificador con el tubo ascendente.
(27/06/2012) Tubo ascendente para usarse en un horno dosificador para la entrega de porciones medidas de metal fundido quecomprende un interior de tubo ascendente que tiene un segmento de estrangulamiento en el lado deentrada con un diámetro de entrada (Di) y un segmento de tubo con un diámetro de salida (Do), los cualesestán conectados entre sí por un segmento difusor , en cuyo caso no solo las superficies internas delsegmento de estrangulamiento y del segmento difusor sino también las del segmento difusor y delsegmento de tubo pasan suavemente a ser una sola sin formar bordes y se efectúa un cambio continuo en elincremento del diámetro interno en la transición desde el segmento de estrangulamiento …
Procedimiento para producir un componente de gradiente funcional.
(24/05/2012) Procedimiento para producir un componente de gradiente funcional, comprendiendo el procedimiento introducir un primer material, en estado fundido, en un molde ; dejar que una capa del primer material solidifique por lo menos parcialmente contra una pared del molde ; decantar la parte restante fundida del primer material; introducir un segundo material, en estado fundido, en el molde ;
caracterizado por el hecho de que el procedimiento comprende, además, las etapas de:
volver a fundir la superficie expuesta del primer material por la adición del segundo material fundido para efectuar una convención y mezclar en la superficie de contacto entre el primer y el segundo material para producir un cambio gradual en la microestructura entre el primer y el segundo material.
PROCEDIMIENTO Y DISPOSITIVO PARA COLAR MASA METALICA FUNDIDA.
(03/12/2009) Procedimiento para la colada de una masa metálica fundida (A) comprendiendo los pasos siguientes:
- presentación de un molde de fundición con un orificio de llenado orientado en el sentido de la fuerza de la gravedad (S),
- acoplamiento del molde de fundición con el orificio de llenado a un recipiente de masa fundida que contiene la masa metálica fundida (A)
- transporte de la masa metálica fundida (A) desde el recipiente de masa fundida al molde de fundición , en sentido contrario al de la fuerza de la gravedad (S),
- cierre del molde de fundición inmediatamente después de llenarlo con masa metálica fundida (A), por medio de un dispositivo de cierre reutilizable, que está unido firmemente con el molde de fundición , al menos de modo transitorio,
- inmediatamente después…
METODO PARA COLAR ESPUMA DE METAL A BAJA PRESION.
(16/11/2006). Ver ilustración. Solicitante/s: CYMAT CORP. Inventor/es: NICHOL, SCOTT, KILLINGBECK, JAMES, K., MANLEY, RICHARD, G.
Un método para colar un artículo a partir de espuma de metal, que comprende etapas según la secuencia que sigue: a) proporcionar un baño que contiene dicho metal fundido; b) proporcionar un molde de coquilla que tiene una cavidad de molde de coquilla en comunicación de fluido con dicho baño, de tal modo que el molde de coquilla está situado por encima de dicho baño ; c) establecer una cierta presión dentro de dicho baño , de tal manera que dicha presión sea suficiente para provocar el flujo de dicho metal fundido al interior de dicha cavidad de molde de coquilla; d) hacer pasar burbujas de un gas a través de dicho metal fundido con el fin de formar una espuma de dicho metal fundido; e) hacer que dicha espuma entre en dicha cavidad de molde de coquilla y la llene; f) liberar o relajar la presión dentro de dicho baño ; g) retirar dicho artículo formado de dicha cavidad de molde de coquilla.
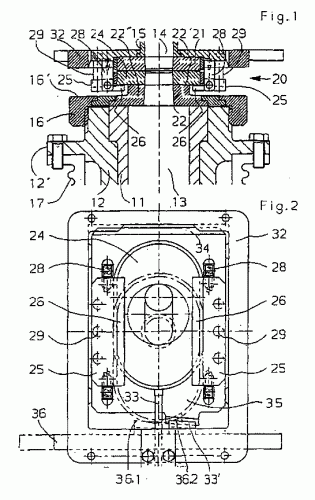
INSTALACION DE COLADA EN COQUILLA A BAJA PRESION Y COQUILLA PARA LA MISMA.
(16/04/2006). Ver ilustración. Solicitante/s: KWC AG. Inventor/es: HASSIG, HARRY.
Instalación de colada en coquilla a baja presión que comprende por lo menos una estación de colada y por lo menos otra estación de trabajo así como un sistema de transporte para el desplazamiento de la coquilla entre las estaciones , caracterizada porque a la estación de colada le está asignada una unidad de sujeción , que recibe y mantiene unidas las mitades de coquilla (3a, 3b) durante la colada, y porque el sistema de transporte se acopla a unos elementos de acoplamiento de la coquilla mediante una unidad de agarre y en la estación de colada transfiere la coquilla a la unidad de sujeción y la recibe otra vez desde allí.
DISPOSITIVO HIDRAULICO PARA BOMBEAR METAL FUNDIDO Y/O CONTROLAR SU FLUJO.
(16/03/2006). Solicitante/s: BBS RIVA S.P.A. Inventor/es: BAUMGARTNER, HEINRICH, GEORG.
Un dispositivo hidráulico para bombear metal fundido y/o controlar su flujo, comprendiendo una caja que forma internamente una cámara cilíndrica , para la conexión de al menos un primer conducto y un segundo conducto para el pasaje de metal fundido, dentro del cual un pistón puede deslizarse herméticamente con el fin de bombear y/o controlar el flujo, un colchón aislante de gas inerte estando interpuesto entre dicho pistón y el metal fundido , dicho pistón estando asociado con medios de movimiento de pistón para accionar su movimiento con un movimiento rectilíneo reciprocante, caracterizado por el hecho de que dicho pistón comprende una porción sustancialmente en forma de disco , que forma un sello con dicha cámara cilíndrica , y una porción sustancialmente cilíndrica cuya dimensión diametral es menor que la de dicha cámara cilíndrica con el fin de formar un interespacio de gas inerte que define un colchón aislante en forma de copa.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FUNDICION ASCENDENTE CON UN MOLDE DE FUNDICION CON ABERTURA DE ENTRADA SITUADA EN LA PARTE INFERIOR CON UN CIERRE POR DESPLAZAMIENTO.
(16/10/2005) Procedimiento para la fundición / fundición a baja presión ascendente, en particular de aleaciones de metal ligeras, - con un horno de fundición situado por debajo de una mesa de fundición y con un tubo ascendente y una abertura de desembocadura del tubo ascendente y - con un molde de fundición con una abertura de entrada situada en la parte inferior y - con un cierre por desplazamiento que conforma un canal de paso que para la fundición adopta un recorrido longitudinal fundamentalmente recto, - en el que para bloquear en el cierre por desplazamiento se desplazan entre sí dos secciones de abertura directamente consecutivas del canal de paso inmediatamente…
CIERRE CORREDIZO PARA COLAR UN BAÑO DE METAL FUNDIDO.
(01/09/2005). Ver ilustración. Solicitante/s: HYDRO ALUMINIUM DEUTSCHLAND GMBH VAW ALUMINIUM AG. Inventor/es: MILLER, WOLFGANG, PLATTNER, WERNER, AMSLER, HARRY, BOCK, RALF.
Cierre corredizo para colar un baño de metal fundido para un dispositivo de fundición a presión, con al menos una parte de cierre estacionaria que puede acoplarse a un molde de fundición o similar del dispositivo de fundición a presión, y una placa corrediza móvil respecto a la parte de cierre estacionaria, que puede acoplarse a un tubo de alimentación de un horno de fundición del dispositivo de fundición a presión, estando arriostradas la placa corrediza y la al menos una parte de cierre estacionaria una respecto a otra mediante órganos de resorte u otros medios, caracterizado porque, en el estado acabado de montar en el dispositivo de fundición a presión, los órganos de resorte previstos para el arriostramiento entre la al menos una parte de cierre y la placa corrediza están dispuestos en el cierre corredizo entre el molde de fundición y el tubo de alimentación del horno de fundición.
MONTAJE DE TUBO DE RELLENO DESTINADO PARA UNIR UN MOLDE A LLENAR DE METAL FUNDIDO Y UN HORNO.
(16/07/2005) Construcción de tubo de relleno para proporcionar una conexión entre un molde que debe llenarse con metal fundido y un horno de relleno de moldes que contiene metal fundido , teniendo dicho molde al menos una cavidad de fundición , comunicando cada una de dichas cavidades con un conducto de relleno , al menos uno de cuyos extremos está abierto hacia el lado exterior de dicho molde y adaptado para ser conectado temporalmente a la construcción de tubo de relleno para recibir metal fundido desde el horno de relleno de molde, estando adaptado el horno de relleno de moldes para contener metal fundido y para transferir dicho metal fundido bajo una presión controlada a través de la construcción de tubo de relleno y al conducto de relleno , comprendiendo dicha construcción de…
PROCEDIMIENTO Y DISPOSITIVO PARA COLADA ASCENDENTE CON UN CIERRE DE CORREDERA MONTADO SOBRE LA MESA DE COLADA.
(16/05/2005) Procedimiento para la colada ascendente/colada de baja presión en particular de aleaciones de metal ligero - con un horno de fundición que se encuentra debajo de una mesa de colada y un tubo ascendente y un orificio de salida del tubo ascendente y - con un molde de fundición con una abertura de boca que se encuentra debajo y - con un cierre de corredera, que forma un canal de paso, que toma un transcurso longitudinal esencialmente recto para la colada, - donde, para el cierre inmediatamente después de la colada con una colada aun fluida en la abertura de boca se deslizan en el cierre de corredera dos secciones de la abertura del canal de paso inmediatamente contiguas la una en relación con la otra, transversalmente al transcurso longitudinal del canal de paso de…
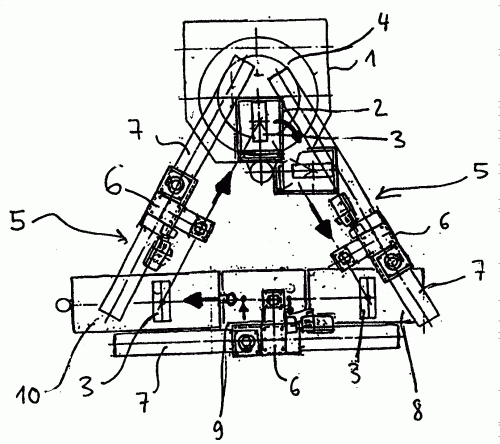
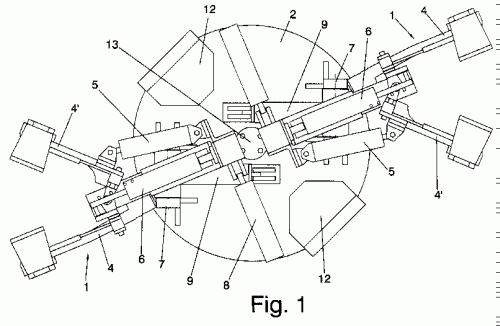
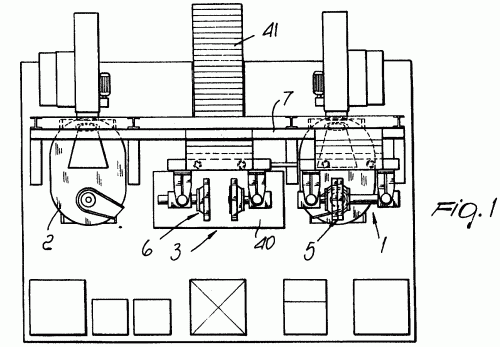
INSTALACION DE FUNDICION EN COQUILLA A BAJA PRESION.
(16/01/2005). Ver ilustración. Solicitante/s: KWC AG. Inventor/es: HASSIG, HARRY.
EL EQUIPO DE FUNDICION DE COQUILLAS DE BAJA PRESION MUESTRA UN ARMAZON QUE FIJA EL EJE DE GIRO . EN AMBAS MESAS DE GIRO APOYADAS EN EL ARMAZON SE DISPONE RESPECTIVAMENTE DE UN MANIPULADOR . CADA UNA DE LAS MESAS DE GIRO ESTA COORDINADA CON UN ACCIONAMIENTO DE GIRO PROPIO, CON LO CUAL LOS MANIPULADORES PUEDEN SER GIRADOS INDEPENDIENTEMENTE UNO DE OTRO, ALREDEDOR DEL EJE DE GIRO HACIA LAS ESTACIONES DE TRABAJO.
METODO Y DISPOSITIVO PARA LA COLADA ASCENDENTE CON UNA COQUILLA O UN PAQUETE DE NUCLEO CON ABERTURA DE COLADA ABIERTA.
(01/11/2004) Procedimiento para la colada ascendente / colada a baja presión - en particular de aleaciones de metal ligero - con una mesa de colada con una abertura de paso - con un horno de fundición que se encuentra debajo de la mesa de colada, con un tubo de subida, que forma una abertura de boca abierta hacia arriba, - con un molde de fundición con una placa de base, que presenta una abertura de colada abierta hacia abajo, en el cual - la abertura de boca se coloca de modo hermético desde abajo en la abertura de paso, - el molde de fundición y su abertura de colada se coloca sobre la abertura de paso - sobre el tubo de subida se avanza caldo metálico procedente del horno de fundición hasta el llenado del molde de fundición, - el molde de fundición con una conexión abierta llenada de caldo metálico entre el horno…
SISTEMA PARA OBTENER POR FUNDICION PIEZAS DE GRIFERIA Y SIMILARES.
(16/08/2004). Ver ilustración. Solicitante/s: CASPRO, S.A.. Inventor/es: TRES CASAS,DANIEL.
Sistema para obtener por fundición piezas de grifería y similares. El sistema incluye un plato giratorio que es accionado por un motor , en giro alternativo, con una amplitud de giro de 180°, y sobre dicho plato giratorio montados dos grupos de moldes , en oposición diametral, de manera que uno de ellos recibe la colada por parte de un robot, mientras que en el otro se efectúa simultáneamente la manipulación por parte de un operario para la retirada de la pieza obtenida. y la colocación del noyo correspondiente, de manera que el giro alternativo permite esa simultaneidad de los dos trabajos (colada y retirada de la pieza), con un óptimo rendimiento en un mínimo tiempo y con el operario situado siempre en su puesto de trabajo, distante del horno de fundición.
DISPOSITIVO PARA EL MOLDEO ASCENDENTE A BAJA PRESION DE MASAS FUNDIDAS DE METAL.
(16/05/2004) Dispositivo para el moldeo ascendente a baja presión de masas fundidas de metal en moldes de arena transportados en forma de ciclos periódicos con una estación de fundición dispuesta en el trayecto de transporte, un horno de conservación del calor con gas a presión dispuesto en ella que contiene la masa fundida de metal, con un tubo de vertido ascendente que se puede acoplar con los moldes de arena y un dispositivo para la recarga con masa fundida de metal del horno de conservación del calor, caracterizado porque el dispositivo para la recarga presenta al menos un recipiente de masa fundida estanco a la presión, y un tubo de llenado con un cierre dispuesto por fuera del mismo, dispuesto en el horno de conservación del calor, porque el recipiente de masa fundida se puede acoplar a través de su descarga de modo…
PROCEDIMIENTO DE COLADA DE METALES EN MOLDE DE ARENA VERDE Y DISPOSITIVO DE OBTURACION DE CANAL DE COLADA.
(16/03/2004) El método se basa en que simultáneamente al llenado del molde a través de su parte inferior, por medio del canal de colada principal , se produce el ascenso de metal fundido a través de un canal secundario que se deriva del inicio del canal de colada , ascendiendo ese metal fundido en el canal secundario de igual manera que el ascenso que se produce en el molde , todo ello de forma que cuando se produce el llenado de éste se obtura el canal de colada principal , siguiendo con la alimentación del canal secundario para producir el rebose de éste y el llenado de la respectiva mazarota establecida superiormente en el molde , estando el canal secundario en…
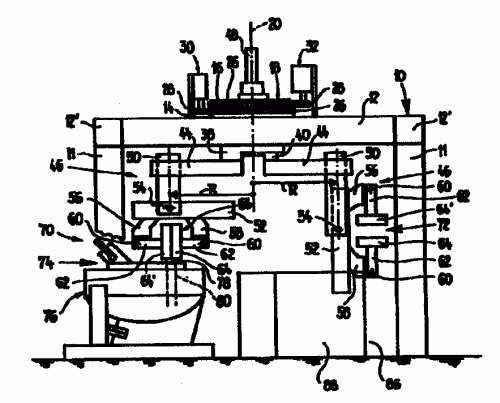
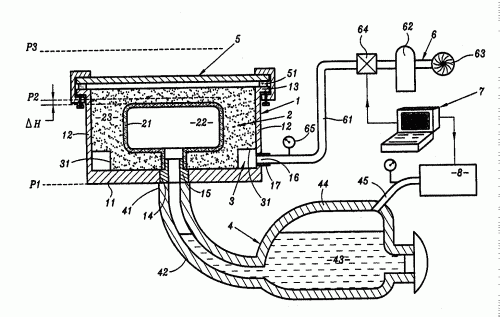
PROCEDIMIENTO E INSTALACION PARA COLADA EN COQUILLA A BAJA PRESION EN UN MOLDE CON COQUILLA DE COLADA CERAMICA.
(01/05/2003). Ver ilustración. Solicitante/s: SEVA. Inventor/es: LIEBAUT, CHRISTOPHE, COMARTEAU, JEAN-LOUIS, REMY, ALAIN, THOMAS, DIDIER.
En una caja está dispuesta una coquilla de colada cerámica que define una zona de colada , rodeada por una masa de arena sin aglomerante. La zona de colada está conectada con una fuente de líquido de metal, por debajo de la que se aplican sucesivamente una presión (P1) que lleva el metal al umbral de la zona de colada , una presión (P2) ligeramente superior que la que se requiere para llenar dicha zona, luego, una presión (P3) en pleno exceso; finalmente, la presión se devuelve al primer valor (P1). Cuando la zona de colada está llena, el espacio que contiene la masa de arena es despresurizado para impedir deformación de la coquilla de colada debida a la presión (P3) en exceso, al menos hasta que una costra metálica se forme sobre la coquilla de colada, y como máximo hasta que la presión en exceso comience a disminuir en la fuente de metal líquido.
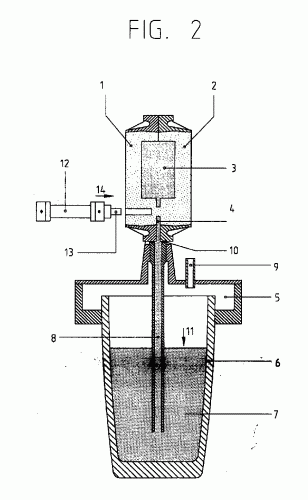
PROCEDIMIENTO PARA LA FUNDICION EN MOLDE PERDIDO Y MOLDE DE FUNDICION PARA ESE PROCEDIMIENTO.
(16/10/2002). Ver ilustración. Solicitante/s: HEINRICH WAGNER SINTO MASCHINENFABRIK GMBH. Inventor/es: GROLLA, HERBERT, DIPL.-ING..
PARA INCREMENTAR LA PRODUCCION AL LLENAR UN MOLDE DE FUNDICION DESDE LA PARTE INFERIOR CON COLADA ASCENDENTE, PARA LO CUAL EL MOLDE DE FUNDICION LLEVA CONFORMADO UN CONDUCTO ASCENDENTE PARA LA MASA DE COLADA EN LA ARENA DEL MOLDE DE FUNDICION, SE INTERRUMPE INMEDIATAMENTE DESPUES DE LLENADO DEL MOLDE DE FUNDICION 2, UNA PARTE DEL CONDUCTO ASCENDENTE 4 QUE TRANSCURRE POR LA ARENA DEL MOLDE, CERRANDOLO CON ELLO DE MANERA TAL QUE EL MOLDE DE FUNDICION 1, 2 SE PUEDA SEPARAR INMEDIATAMENTE DEL RECIPIENTE DE COLADA 5, 6.
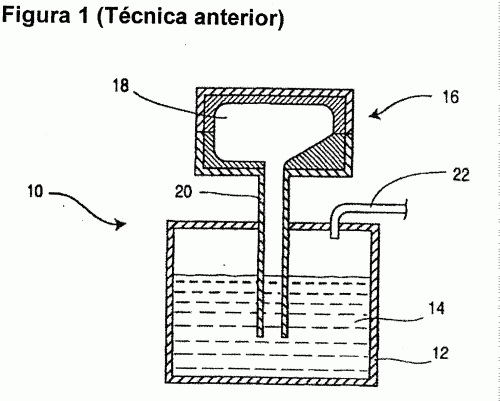
PROCEDIMIENTO Y SISTEMA PARA LA FUNDICION DE OBJETOS METALICOS EN CAVIDADES DE FUNDICION ADAPTADOS PARA LLENARSE POR ARRIBA.
(16/04/2002). Solicitante/s: GEORG FISCHER DISA A/S. Inventor/es: ANDERSEN, UFFE, IVERSEN, PETER.
En la fundición de objetos metálicos en las cavidades de fundición en moldes , conectadas a un horno bajo presión de llenado de moldes por medio de un tubo de alimentación y de un conector , la principal innovación es el empleo de un tubo elevador externo conectado sobre la unión entre el tubo de alimentación y el conector, y que sirve como reservorio temporal en el que el nivel del metal fundido se regula por la presión del gas (en 7) en dicho horno , de tal manera que la altura de llenado definida como la diferencia de nivel entre el metal en las cavidades de fundición y la del tubo elevador externo se mantiene constante o varía de manera programada, por ejemplo, para obtener una velocidad de ascenso sensiblemente constante en las cavidades. La invención permite particularmente producir moldes de aluminio de alta calidad en moldes de arena, por ejemplo, utilizando equipos de fundición automáticos del tipo DISAMATIC.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 9800071 POR "PROCEDIMIENTO DE OBTENCION DE PIEZAS DE METALES NO FERREOS MEDIANTE COLADA EN MOLDES DE ARENA VERDE.
(01/02/2002). Ver ilustración. Solicitante/s: LORAMENDI, S.A.. Inventor/es: ARANA ERAA,AGUSTIN.
Mejoras introducidas en la patente de invención 9800071, por "procedimiento de obtención de piezas de metales no férreos mediante colada en moldes de arena verde". Las mejoras consisten en realizar los vaciados de los moldes en el tramo de la instalación el que tiene lugar el transporte de los moldes desde la cámara de moldeo a la estación de llenado o colada correspondiente, efectuándose esos vaciados mediante varillas accionadas por un motor y desplazadas en sentido ascendente por un pistón central , contando para ello tales varillas con un punta perforadora en su extremo libre, para realizar los vaciados , que son pasantes a través de los moldes.
PROCEDIMIENTO DE OBTENCION DE PIEZAS DE METALES NO FERREOS MEDIANTE COLADA EN MOLDES DE ARENA VERDE.
(16/12/2000) Procedimiento de obtención de piezas de metales no férreos mediante colada en moldes de arena verde. El procedimiento consiste en secar la cavidad de los moldes de arena verde, en los que se deposita mediante colada metal fundido para obtener respectivas piezas, de manera que el secado de tal cavidad se realiza con anterioridad a la fase de llenado de los mismos para eliminar la humedad y evitar la formación de porosidades en la pieza resultante. Para conseguir el secado de la cavidad de los moldes se ha previsto que éstos estén afectados de vaciados , de manera que la aplicación de aire caliente a través de una campana superior correspondiente a una estación de secado y la aplicación de una presión negativa o vacío a través de un colector inferior , produce una corriente de aire caliente que circula entre las cavidades…
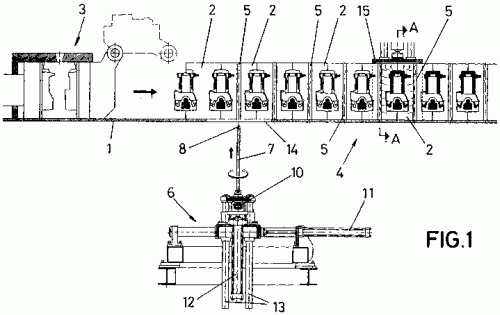
INSTALACION PARA LA COLADA A BAJA PRESION Y PROCEDIMIENTO PARA SU REALIZACION.
(16/06/2000). Ver ilustración. Solicitante/s: IMR S.P.A. Inventor/es: GIOLO, FABIO.
LA INVENCION SE REFIERE A UNA PLANTA DE MOLDEO POR INYECCION DE BAJA PRESION CON CAPACIDAD DE PRODUCCION MEJORADA, QUE COMPRENDE UN PRIMER HORNO Y UN SEGUNDO HORNO CON PRESIONES DE FUNCIONAMIENTO Y NIVELES DE METAL MUTUAMENTE INDEPENDIENTES. ENTRE LOS HORNOS SE DISPONE UNA ESTACION PARA DESCARGAR LAS PIEZAS MOLDEADAS Y REALIZAR LA GRAFITIZACION DE LOS MOLDES. LOS HORNOS PUEDEN CONECTARSE SELECTIVAMENTE A MATRICES RESPECTIVAS ASOCIADAS CON UNIDADES DE MANIPULACION QUE PUEDEN ESTAR ACOPLADAS MUTUAMENTE DE FORMA SEPARABLE PARA EFECTUAR UN MOVIMIENTO DE TRASLACION SINCRONICO ENTRE LA POSICION DE MOLDEO Y LA DE DESCARGA Y/O VICEVERSA.
METODO Y APARATO PARA FUNDICION DE BAJA PRESION.
(16/03/1999). Solicitante/s: MAZDA MOTOR CORPORATION. Inventor/es: NAKANO, AKIHIRO, FUKUOKA, HIROFUMI, FUJIYA, JUNZOU, UENA, YOSHIAKI.
UN MOLDE DE FUNDICION PARA UN APARATO DE COLADA DE BAJA PRESION PUEDE ABRIRSE Y CERRARSE PARA FORMAR EN SU CAVIDAD (7() QUE SE RELLENA CON METAL FUNDIDO PARA FORMAR UN PRODUCTO COLADO. EL MOLDE DE COLADA COMPRENDE UN MOLDE SUPERIOR DE METAL, UN MOLDE INFERIOR DE METAL Y UN MOLDE DE ARENA QUE ESTA DISPUESTO ENTRE LOS MOLDES SUPERIOR E INFERIOR Y FORMA UNA PARTE DE LA CAVIDAD . UNA PARED SUPERIOR DE LA CAVIDAD SE FORMA POR UNA SUPERFICIE INFERIOR (3A) DEL MOLDE SUPERIOR, AL MENOS UNA PARTE DE UNA PARED LATERAL DE LA CAVIDAD SE FORMA POR EL MOLDE DE ARENA DE MANERA QUE EL MOLDE SUPERIOR ENTRA EN CONTACTO CON EL MATERIAL FUNDIDO DE RELLENO EN LA CAVIDAD EN UN AREA MAYOR QUE EL MOLDE INFERIOR.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}