CIP-2021 : B29C 49/64 : Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/64[2] › Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/64 · · Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
CIP2021: Invenciones publicadas en esta sección.
Línea y método de embotellado.
(08/07/2020) Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende:
- al menos una unidad de moldeo para la fabricación de preformas de material termoplástico a partir del material termoplástico en su forma bruta;
- al menos una unidad de moldeo por soplado configurada para recibir las preformas y moldearlas por soplado de manera que se fabriquen recipientes diseñados para ser llenados;
- al menos una unidad de llenado configurada para recibir los recipientes desde la unidad de moldeo por soplado y para llenarlos con productos alimenticios líquidos o semilíquidos;
- un sistema de almacenamiento automático que define internamente una atmósfera controlada, configurado para contener las preformas;
- una estructura de acondicionamiento…
Método y dispositivo para fabricar botellas.
(25/03/2020). Solicitante/s: DAI NIPPON PRINTING CO., LTD.. Inventor/es: HAYAKAWA, ATSUSHI, WADA,YUIKO.
Un método para fabricar una botella esterilizada , que comprende las etapas de:
esterilizar bacterias que se adhieren a una preforma hecha de resina al gasificar un esterilizador de peróxido de hidrógeno, descargando un gas de peróxido de hidrógeno (G) hacia una preforma en una cámara (41a) cuya presión es menor que la presión atmosférica, ahora trasladándose, para adherirse a la preforma al descargar el esterilizador desde una tobera ;
activar el esterilizador que se adhiere a la preforma y esterilizar las bacterias que se adhieren a la preforma y eliminar el esterilizador que se adhiere a la preforma al enviar una ráfaga de aire caliente (P) a la preforma ;
calentar la preforma a una temperatura adecuada para tratamiento de moldeo por soplado; y
moldear por soplado la preforma dentro de un molde para moldear la preforma hasta una botella ,
en donde las etapas mencionadas anteriormente se realizan posteriormente en orden.
PDF original: ES-2791070_T3.pdf
Método y aparato para producir una botella SBM llena.
(27/11/2019) Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un primer eje transversal (B) del recipiente , y una profundidad que se extiende a lo largo de un segundo eje transversal (T) del recipiente , que corre perpendicularmente al primer eje transversal (B), y en donde el ancho del cuerpo principal es mayor que la profundidad del cuerpo principal , el método comprende las siguientes etapas del método:
- proporcionar una preforma que tiene un colgador que está dispuesta sobre una base de la preforma , en donde un eje transversal (QH) del colgador está dispuesto de manera que sea sustancialmente transversal, preferiblemente…
Método y dispositivo de fabricación de un recipiente con un asa integral.
(05/06/2019). Solicitante/s: DT Inventions. Inventor/es: THIBODEAU,JAMES ALFRED, THIBODEAU,TIM.
Un método para formar un recipiente con un asa integral , que comprende:
calentar una preforma que tiene un asa integral en un primer horno ;
estirar la preforma ;
cerrar un primer molde que tiene un hueco del primer molde y un segundo molde que tiene un hueco del segundo molde en torno a la preforma ; y
soplar aire en la preforma ;
en donde un bloque de cuña del bolsillo del asa se inserta en un bolsillo del asa del asa integral de la preforma dentro del primer molde y el segundo molde de tal manera que el bloque de cuña del bolsillo del asa ocupe la totalidad del bolsillo del asa para mover el asa integral a una posición expandida.
PDF original: ES-2744472_T3.pdf
Planta de calentamiento para preformas de recipientes.
(08/05/2019) Una planta de calentamiento para preformas de material plástico , que comprende:
- al menos un túnel (3, 3') para el paso de una pluralidad de preformas a calentar;
- una pluralidad de lámparas de radiación infrarroja dispuestas a lo largo de dicho al menos un túnel (3, 3') para calentar dicha pluralidad de preformas ;
- medios de ventilación forzada para generar un flujo de aire de ventilación (F2, F3), estando dichos medios de ventilación forzada conformados y dispuestos con el fin de transportar dicho flujo de aire de ventilación (F2) a través de dicho al menos un túnel (3, 3');
- al menos un canal de recirculación (15, 15') dispuesto para recibir…
Máquina para moldear y moldear por soplado recipientes obtenidos de preformas correspondientes de un material termoplástico.
(06/03/2019) Una máquina para moldear, dibujar y moldear por soplado recipientes obtenidos a partir de preformas correspondientes de un material termoplástico, en particular PET, la máquina comprende:
- una estación para inyectar material termoplástico fundido para obtener las preformas colocadas lado a lado de acuerdo con una dirección (D2) transversal a una dirección longitudinal (D1) de la extensión principal de la máquina, usando al menos un molde para moldeo por inyección que comprende una unidad de inyección de plastificación;
- una estación para estirar y soplar las preformas colocadas lado a lado de acuerdo con una dirección (D2), provista de al menos un molde de estiramiento y soplado que tiene una pluralidad de cavidades de moldeo cada…
Aparato para el transporte de recipientes hechos de material plástico.
(28/11/2018) Un aparato para el transporte de un recipiente hecho de material plástico, en particular una preforma para la producción de un recipiente final por medio de una operación de soplado, comprendiendo el aparato:
- un armazón de soporte que se puede deslizar a lo largo de una trayectoria predeterminada, que tiene un primer brazo y un segundo brazo provisto de un primer orificio de guía (24') y un segundo orificio de guía (25'), respectivamente;
- una varilla longitudinal que define un eje (X), adaptado para desplazarse a lo largo de dicho eje (X) y/o para girar alrededor de dicho eje (X) a través de dicho primer orificio de guía (24') y segundo orificio de guía (25') coaxial al eje (X);
- un dispositivo de agarre ,…
Procedimiento para conformar un recipiente.
(05/10/2018) Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar aire presurizado para impulsar la preforma a ajustarse a la forma de la cavidad del molde primario para conformar un artículo primario;
c. permitir que el artículo primario se contraiga a un volumen predeterminado;
d. disponer el artículo primario en una segunda cavidad del molde;
e. aplicar aire presurizado para impulsar el artículo primario a ajustarse a la segunda cavidad del molde para conformar un artículo intermedio; en donde, el procedimiento comprende, además
f. recortar al menos una porción del artículo intermedio para conformar un recipiente final, y aplicar aire presurizado para impulsar el artículo primario a ajustarse a la segunda cavidad del molde para conformar…
Pasador de refrigeración para refrigerar una pieza de plástico moldeada hueca mediante un flujo de fluido de refrigeración acelerado por efecto venturi.
(30/05/2018) Un pasador de refrigeración para refrigerar una pieza de plástico (P) hueca moldeada, y que comprende un tubo de soplado hueco que tiene una entrada de fluido (20a) en un extremo y al menos una salida de fluido (21a) en el extremo opuesto, y medios de aceleración de fluido para acelerar, por efecto venturi, el flujo del fluido de refrigeración en la entrada (20a) del tubo de soplado , por lo que los medios de aceleración de fluido comprenden una primera cámara que tiene una entrada de fluido de refrigeración (301a), caracterizado por que la primera cámara está conectada a una segunda cámara por al menos un orificio (3102a) de diámetro (d2) pequeño, y al menos una abertura de aspiración que comunica con la segunda cámara , y en el que dicha segunda cámara comunica…
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma.
(11/04/2018) Una unidad de moldeo por soplado que comprende:
un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de soplado para sujetarse al poner superficies de separación del mismo en contacto entre sí, y una pluralidad de moldes de fondo levantado que definen una pluralidad de formas de fondo levantado para una pluralidad de cavidades definidas por el primer y el segundo molde dividido de cavidad de soplado ;
una primera y una segunda placa de recepción de presión que reciben la presión de sujeción del molde al poner superficies de separación del mismo en contacto entre sí;
una primera placa de fijación a la que el primer molde dividido de cavidad de soplado y la primera placa de recepción de presión están fijados;
una segunda placa de fijación a la que…
Planta para la fabricación de recipientes de material termoplástico.
(04/04/2018) Una planta para fabricar recipientes de material termoplástico en un ciclo continuo que comprende:
- una máquina de moldeo configurada para fabricar preformas de material termoplástico que tiene un cuerpo con un fondo cerrado y un cuello que define una abertura;
- un horno de calentamiento configurado para recibir las preformas que salen de la máquina de moldeo y equipados con medios de calentamiento que funcionan en los cuerpos de las preformas , donde el horno tiene un transportador configurado para transportar las preformas a lo largo de una trayectoria predeterminada dentro del horno ;
- una máquina rotativa de soplado configurada para recibir las preformas calentadas en el horno y moldearlas por soplado en moldes para fabricar los recipientes,
…
Línea de embotellado y método.
(25/10/2017) Una línea de embotellado de ciclo continúo para recipientes de material termoplástico, que comprende:
- al menos 5 una unidad de moldeo para fabricar preformas de material termoplástico a partir del material termoplástico en su forma bruta;
- al menos una unidad de moldeo por soplado configurada para recibir las preformas y moldearlas por soplado de tal manera que puedan fabricarse recipientes diseñados para ser llenados;
- al menos una unidad de llenado configurada para recibir los recipientes de la unidad de moldeo por soplado y para llenarlos con productos alimenticios líquidos o semilíquidos;
- una estructura de acondicionamiento térmico de preformas configurada para recibir las preformas de la unidad de moldeo y para calentar y enfriar las preformas;
- un…
Recipiente de aerosol de plástico y método de fabricación.
(06/09/2017). Solicitante/s: GRAHAM PACKAGING COMPANY, L.P.. Inventor/es: BARKER, KEITH J., ARMSTRONG,RALPH, PATEL,TAPAN Y.
Un recipiente de aerosol de plástico que comprende:
un acabado de cuello térmicamente cristalizado configurado para alojar un conjunto de válvula de aerosol y de cierre ;
un cuerpo de recipiente de aerosol orientado a tensión expandido, solidario con el acabado de cuello ;
una unión entre el acabado de cuello térmicamente cristalizado y el cuerpo de recipiente orientado a tensión que define un punto de tracción en el que comienza la orientación a tensión, en el que el punto de tracción es una línea de demarcación entre el acabado de cuello térmicamente cristalizado y el cuerpo de recipiente orientado a tensión.
PDF original: ES-2642359_T3.pdf
Recipientes de PET con propiedades térmicas mejoradas.
(01/03/2017). Solicitante/s: GRAHAM PACKAGING PET TECHNOLOGIES, INC.. Inventor/es: SILVERS, KERRY, W., SCHNEIDER, MARK D., EVINS,SAMUEL E, BOBROV,SERGEY B.
Un recipiente de PET moldeado por soplado que comprende una pared que tiene una densidad entre 1.370 g/cc y 1.385 g/cc, una cristalinidad inducida por calor, una fase amorfa rígida y una fase amorfa móvil, el recipiente de PET, cuando se llena con un líquido que tienen una temperatura de 100ºC a 132ºC, no experimentará un cambio de volumen superior al 3%; caracterizado porque
• la cristalinidad inducida por calor es de 16% a 24%,
• la fase amorfa rígida es de 55% a 70%,
• la fase amorfa móvil es del 19% al 22%, y
• la pared del recipiente tiene un contenido de humedad de 1850 ppm a 1930 ppm cuando se expone a condiciones ambientales durante 4 días.
PDF original: ES-2626146_T3.pdf
Recipientes de PET con propiedades térmicas mejoradas.
(01/02/2017) Un proceso para formar un recipiente de plástico PET moldeado por soplado que tiene propiedades térmicas mejoradas, comprendiendo el proceso las etapas de, en un sistema integrado:
* inyectar una resina PET fundida en una cavidad de molde de inyección para formar una preforma;
* eliminar la preforma mientras la preforma está a una temperatura de 75ºC a 130ºC;
* transportar la preforma a al menos una estación de acondicionamiento a una tasa tal que la temperatura de la superficie de la preforma no disminuya más de 5ºC;
* acondicionar la preforma calentando selectivamente áreas específicas de la preforma que comprenden al menos las zonas de formación de cuello, formación de cuerpo, formación de talón y formación de base de la preforma para lograr un gradiente de temperatura en las áreas específicas…
Máquina de moldeo por soplado.
(21/09/2016) Un aparato de moldeo por soplado que comprende:
N filas de placas de sustentación, siendo N un número entero igual o mayor de 2, en el que cada una de las N filas de placas de sustentación destinadas a ser transferidas a lo largo de una dirección de transferencia que sustenta una pluralidad de moldes de garganta;
un miembro (20A a 20D) de transferencia de soporte que transfiere las N filas de placas de sustentación, soportando el miembro (20A a 20D) de transferencia de soporte las N filas de placas de sustentación de manera que se pueda modificar un paso entre filas de las N filas de placas de sustentación;
una estación de moldeo por inyección que moldea por inyección una pluralidad de preformas (1A), incluyendo la estación de moldeo por inyección…
Método de fabricación de una endoprótesis vascular a partir de tubos moldeados por soplado.
(01/06/2016) Un método para fabricar una endoprótesis vascular, que comprende:
incrementar una presión interna de un tubo hasta una presión de deformación;
trasladar una fuente de calor a lo largo de un eje del tubo polimérico para calentar el tubo a una temperatura de deformación;
permitir que el tubo se expanda radialmente a medida que la fuente de calor se traslada a lo largo del eje del tubo polimérico, de modo que el calentamiento del tubo y el incremento de la presión permiten que el tubo se expanda radialmente;
controlar uno o más parámetros del proceso para proporcionar una resistencia a la rotura seleccionada para una endoprótesis vascular fabricada a partir del tubo, en donde los parámetros del proceso se seleccionan entre el grupo que consiste en la presión de deformación, la velocidad de traslación…
Procedimiento y dispositivo para la fabricación de un contorno de fondo optimizado en preformas.
(11/05/2016) Procedimiento para la fabricación de una preforma con geometría optimizada de fondo y de hombro, presentando la preforma terminada un espesor de pared en la zona de fondo convexo y en la zona de hombro menor que en el tubo de preforma e igualándose gradualmente su espesor de pared en el desarrollo del cuello y del punto de inyección hacia el tubo de preforma , abriéndose el útil de moldeo después de endurecerse la capa exterior después del primer enfriamiento, recogiéndose las preformas del útil de moldeo abierto mediante dispositivos de transporte , insertándose las preformas en estaciones de acondicionamiento , cuya función en dependencia…
Composición para la fabricación de un artículo de envasado, el cual tiene unas propiedades de secuestración del oxígeno y una reducida opacidad.
(16/03/2016). Ver ilustración. Solicitante/s: AMCOR LIMITED. Inventor/es: DEGROOTE,LAURENT.
Composición, la cual tiene unas propiedades de secuestración del oxígeno y que comprende una poliamida, un poliéster, y un catalizador de metal de transición, en donde, la cantidad de poliamida, es de un porcentaje de por lo menos un 3 %, en peso, y el poliéster, comprende un copolímero a un x % PETI, y un copolímero a un y % PETG, siendo, x e y, por lo menos igual a 5.
PDF original: ES-2569396_T9.pdf
PDF original: ES-2569396_T3.pdf
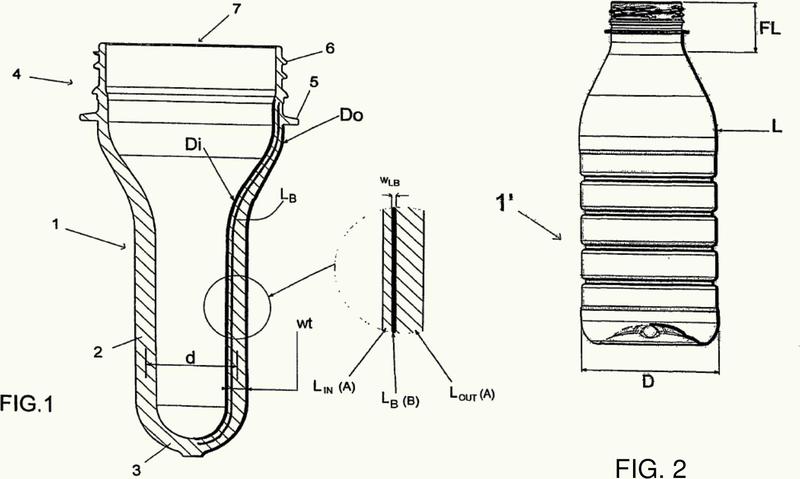
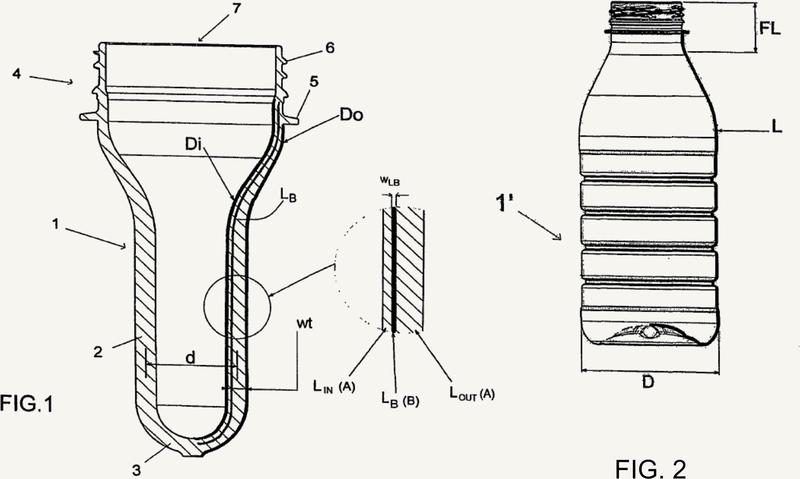
Recipiente biaxialmente estirado y de múltiples capas, el cual tiene propiedades de barrera de gas y una alta transparencia.
(16/03/2016). Ver ilustración. Solicitante/s: AMCOR LIMITED. Inventor/es: DEGROOTE,LAURENT.
Preforma de múltiples capas o recipiente de múltiples capas (1'), obtenidos mediante un estiramiento biaxial de una preforma, comprendiendo, los citados preforma de múltiples capas o contenedor de múltiples capas, por lo menos una capa de barrera de gas (LB), comprendiendo, la citada barrera de gas (LB), una poliamida y un poliéster, en donde, el poliéster, comprende un copolímero a un y % PETG, siendo, y, por lo menos igual a 5, y en donde, la cantidad de poliamida, en la barrera de gas (LB), es por lo menos de un porcentaje el 10 %, en peso.
PDF original: ES-2569058_T3.pdf
Preforma y recipiente para productos contaminables y método para la fabricación de los mismos.
(11/11/2015) Método para la fabricación de un recipiente, que comprende las etapas de hacer una mezcla de un material plástico con aditivos incorporados en la misma; moldear por inyección una preforma que comprende al menos una capa fabricada con dicha mezcla , seguido por el soplado de dicha preforma en un recipiente, en el que dicho aditivos se fabrican de un material que tiene una temperatura vítrea más alta Tg que dicho material plástico , produciendo de este modo un incremento del valor de la temperatura Tg, caracterizado porque comprende además las etapas de:
•r un formador de núcleo o formador de grano en dicho material plástico ,
•r un cristal en su interior y
•r núcleos en dicha preforma mediante dicha última adición.
Recipientes PET con propiedades térmicas mejoradas.
(08/04/2015) Un recipiente PET moldeado por un conjunto de soplado con calor que tiene establecidas propiedades térmicas mejoradas, y una primera temperatura de transición vítrea de Tg_1 y una segunda temperatura Tg_2 de transición endotérmica sustancialmente mayor caracterizado porque Tg_1 y Tg_2 corresponden a aproximadamente:
Tg_1 ≥ 96,6°C y Tg_2 ≥ 141,5°C; ó
Tg_1 ≥ 89,6°C y Tg_2 ≥ 162,3°C; ó
Tg_1 ≥ 97,6°C y Tg_2 ≥ 168,6°C.
Procedimiento para la fabricación de un recipiente de pared delgada, y un procedimiento para la presurización de dicho recipiente.
(25/03/2015) Un procedimiento para producir, llenar y presurizar un recipiente de plástico de pared delgada que posea una relación de peso del material / superficie de la pared que se encuentre en el rango de entre 150 g/m2 y 250 g/m2, destinado a contener un líquido plano, en cuyo caso el procedimiento incluye los siguientes pasos:
- Producción de un recipiente
- Llenado del recipiente, el cual posee tensiones residuales, bajo condiciones de frío con el líquido plano,
- Sellado del recipiente después del llenado y
- Calentamiento de la pared del recipiente, sin que se eleve la temperatura del líquido, con el fin de alcanzar el punto de transición vítrea del recipiente y de alcanzar la…
Proceso de moldeo por soplado con estirado y recipiente.
(14/01/2015) Un proceso para el moldeo por soplado de un recipiente de polietileno que comprende las etapas de:
a) proporcionar una preforma sólida fabricada de un material de polietileno que tiene un índice de fluidez de 0,01 a 10,0 g/10 minutos, en donde la preforma comprende una región de cuello, paredes laterales y una región de base, y en donde las paredes laterales entre la región de cuello y la región de base tienen paredes exteriores rectas y paralelas.
b) recalentar la preforma de manera que la diferencia de temperatura máxima entre las regiones más calientes y más frías de las paredes laterales y la región de base de la preforma recalentada sea inferior a 4 °C;
c) transferir la preforma recalentada…
Procedimiento y dispositivo de calentamiento por infrarrojos de preformas plásticas.
(12/11/2014) Procedimiento de producción de contenedores tales como botellas o bidones, a partir de preformas preferentemente de material plástico, que comprende las etapas:
- de alimentación con preformas,
- de precalentamiento de las preformas por radiación en un módulo de calentamiento, siendo la radiación generada por lo menos por un emisor que comprende un filamento metálico alojado en un recinto lleno de un gas halógeno, y
- de estirado y/o soplado de las preformas por un soplador,
caracterizado por que la radiación presenta un pico de emisión que corresponde a una longitud de onda comprendida entre 1,7 μm y 5 μm, y por que el filamento metálico presenta una superficie de emisión tal que la relación entre la potencia de…
Método de fabricación de un producto inyectado y soplado.
(28/05/2014) Un método de fabricación de un producto mediante las etapas de
i) inyectar un material termoplástico suficientemente calentado en una primera cavidad para formar un producto preliminar que comprende un collar que tiene una característica de conexión situada en su superficie interior , a continuación
ii) de manera opcional enfriar el producto preliminar de la etapa i), a continuación
iii) moldear por soplado el producto preliminar en una segunda cavidad para formar un volumen vacío , en donde las etapas i) a iii) se realizan en una sola unidad de moldeo, a continuación
iv) retirar el producto acabado producido en la etapa iii) de la única unidad de moldeo.
Preforma para fabricar recipientes de plástico mediante un procedimiento de estirado-soplado de dos etapas.
(16/04/2014) Preforma para fabricar botellas de plástico en un procedimiento de moldeo por estirado-soplado de dos etapas, con un cuerpo de preforma formado de manera alargada, estando uno de sus extremos longitudinales cerrado por un base de preforma y conectándose en otro de sus extremos longitudinales una parte de cuello con unos tramos roscados o unos resaltes de arrastre de forma similares, estando la preforma fabricada a partir de un plástico apto para el procedimiento de estirado-soplado, el cual a una temperatura comprendida entre 10ºC y 120ºC presenta un índice de refracción comprendido entre 1,3 y 1,6, caracterizada porque una pared externa y una pared interna de la base…
Procedimiento para producir un contenedor.
(15/01/2014) Un procedimiento de producción de un contenedor, que comprende las etapas de:
inflar un material en un molde mediante soplado directo, material que comprende una composición de una resina de poliamida que contiene entre 0,01 y 2 partes en masa de un promotor de la cristalización y 100 partes en masa de una resina de poliamida obtenida mediante la policondensación de un componente de diamina que comprende 70 mol % o más de m-xililenodiamina y un componente de un ácido dicarboxílico que incluye un ácido dicarboxílico alifático α,ω-lineal con entre 4 y 12 átomos de carbono y un ácido dicarboxílico aromático según una proporción molar de entre 97:3 y 90:10; y
retener el…
Preforma para obtener un contenedor moldeado por soplado y que tiene una porción de puerta cóncava, pila de molde de inyección y procedimiento para obtener la preforma, procedimiento para obtener el contenedor y contenedor.
(11/12/2013) Una preforma (p) apropiada para moldeo por soplado subsiguiente y que comprende una porción de cuello que termina en una abertura de vertido , una porción de puerta que forma un extremo inferior cerrado, y unaporción de cuerpo que se extiende entre dicha porción de puerta y dicha porción de cuello , en donde dichaporción de puerta comprende una sub-porción extrema inferior cerrada ,una sub-porción de puerta , yuna sub-porción de transición , en donde la sub-porción extrema inferior cerrada comprende una parteinferior que tiene una cara externa convexa (311b), en donde la sub-porción de puerta se extiende desdedicha parte inferior hacia la porción de cuerpo , en donde la sub-porción de transición une la sub-porción de puerta a la porción de cuerpo , y en donde la cara externa (33b)…
Método de fabricación de un envase con asa de conexión integral múltiple.
(06/11/2013) Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo:
(a) formar una preforma dotada de una porción de cuello y una porción expandible debajo de la porción de cuello ; teniendo la preforma al menos un bucle de materialplástico orientable; siendo el material el mismo material que una pared de la preforma ;estando el bucle conectado integralmente tanto en un primer extremo como en un segundoextremo a una primera ubicación y a una segunda ubicación separada respectivas en lapreforma ; el bucle está integralmente conectado en el primer extremo a la…
Procedimiento y dispositivo para esterilizar así como dispositivo para el moldeado por soplado de preformas.
(04/09/2013) Procedimiento para la esterilización de preformas moldeadas por inyección a partir de un materialtermoplástico, que están previstas para la fabricación de recipientes moldeados por soplado, caracterizadoporque la esterilización se realiza mediante el uso de un plasma, y porque las preformas se conducen almoldeado por soplado después de la esterilización.
Preforma para un recipiente de polipropileno.
(28/08/2013) Una preforma moldeada por inyección , para moldear un recipiente por soplado y estiramiento a partirde ella, definida por una línea central 208 y comprendiendo una sección de acabado o de boca que tiene unapestaña o reborde de soporte y una sección de soplado de la preforma que comprende un cuello que se extiende desde el reborde de soporte, una pared lateral que se extiende a partir del cuello yuna base que cierra la sección de soplado, teniendo la base una sección de espesor aumentado definidapor un espesor mayor que el de todas las otras secciones de la sección de soplado; la sección de la pared deespesor aumentado adelgaza desde un espesor t2 hasta alcanzar un espesor t3 en la línea central de lapreforma ; el extremo inferior de la pared lateral y la base se dirigen hacia dentro de la línea centralde la…
{kind=link}
{kind=link}