CIP-2021 : B29C 39/24 : Alimentación del material a los moldes.
CIP-2021 › B › B29 › B29C › B29C 39/00 › B29C 39/24[2] › Alimentación del material a los moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad).
B29C 39/24 · · Alimentación del material a los moldes.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo y método de mezcla para mezclar componentes plásticos reactivos.
(10/07/2019) Disposición de mezclado (2; 2'; 2") para el mezclado de componentes reactivos (6, 6A, 6B; 6A', 6B'; 7), con:
una cámara de mezclado (24; 24'; 24") en la cual pueden mezclarse los componentes reactivos (6, 6A, 6B; 6A', 6B'; 7) entre sí a una mezcla reactiva (26; 26'; 26");
al menos un dispositivo de fundido (10, 10A, 10B; 10A', 10B'; 10"),
un primer dispositivo de dosificación y suministro (8, 8A, 8B; 8A', 8B'; 8"), para el suministro de un material de salida en forma licuable (6, 6A, 6B; 6A', 6B'; 7) a al menos un dispositivo de fundido (10, 10A, 10B; 10A', 10B'; 10"),
por lo que el al menos un dispositivo de fundido (10, 10A, 10B; 10A', 10B'; 10") presenta un recipiente (36; 36'; 36"), en el cual se puede fundir el material de salida fundible…
Un método de impregnación de un componente.
(02/11/2016). Solicitante/s: BAE SYSTEMS PLC. Inventor/es: GARNER,P.A.J, MOORE,I.A.
Un método de impregnación de un componente que comprende los pasos de:
(a) introducir un gas inerte en un primer recipiente a presión que contiene el componente que se va a impregnar para crear así un ambiente inerte;
(b) reducir la presión en el primer recipiente a presión para crear un vacío inerte;
(c), mientras se mantiene el vacío inerte, introducir un compuesto de impregnación en el primer recipiente a presión ;
(d) aplicar una presión elevada en el primer recipiente a presión , siendo la presión elevada superior a la presión atmosférica, para aplicar así presión sobre el compuesto de impregnación; y
(e) mantener la presión elevada durante prácticamente todo el tiempo necesario para que el compuesto de impregnación se endurezca en el ambiente inerte.
PDF original: ES-2606164_T3.pdf
Procedimiento para la fabricación de un elemento de PRF grande.
(05/10/2016) Procedimiento para la fabricación de un elemento de PRF grande que comprende las siguientes etapas (A) a (F), la etapa (A) que es una etapa de disponer una preforma que comprende un material de base de fibras de refuerzo y un medio de distribución de resina que comprende una lámina con forma de red, sobre una superficie de una matriz de moldeo ;
la etapa (B) que es una etapa de cubrir una parte de moldeo con un material de embolsado o un molde para el sellado y proporcionar, como mínimo, un puerto de aspiración (B; 17) y, como mínimo, un puerto de inyección de resina (A1; A2; 16a; 16b);
la etapa (C) que es una etapa de evacuar la parte de moldeo a través del…
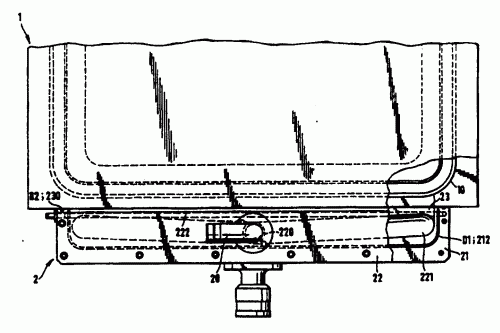
Procedimiento y dispositivo para colar resina de colada o componentes de resina de colada.
(20/07/2016) Procedimiento para colar resina de colada o componentes de resina de colada en al menos un molde , en el que la resina de colada se alimenta por medio de al menos un módulo de alimentación al al menos un molde y en el que el al menos un módulo de alimentación y/o el al menos un molde se encuentra a vacío al menos por zonas, en el que la resina de colada excesiva y/o presión excesiva se recibe en al menos un recipiente de reserva con una pared configurada de manera flexible en al menos dos direcciones ortogonales, en el que la presión en la zona interna del al menos un recipiente de reserva durante la colada…
Procedimiento para el sobremoldeo de un núcleo de escantillón o pieza bruta de puerta.
(03/02/2016) Procedimiento para el sobremoldeo o revestimiento de un núcleo de escantillón , preferiblemente perfilado, en el que el eje longitudinal del núcleo de escantillón se extiende a lo largo de una dirección de altura y la sección transversal del núcleo de escantillón se sitúa de forma normal al eje longitudinal en un plano que se fija por una dirección de profundidad y una dirección de anchura , o para el sobremoldeo o revestimiento de una pieza bruta de puerta , que comprende dos cantos laterales así como un canto inferior y uno superior , en el que los cantos están perfilados o plegados preferiblemente, y en el que el eje longitudinal de los dos cantos laterales se extiende…
Método de formación de espuma y dispositivo de formación de espuma.
(17/11/2015) Un método para mezclar un material de viscosidad alta con un gas, usando una bomba de pistón en la que un pistón se mueve recíprocamente en un cilindro para efectuar por ello aspiración y descarga, incluyendo dicho método:
un paso de efectuar una primera carrera de aspiración en la que el pistón se mueve en el cilindro con el fin de generar un estado de aspiración en el cilindro ;
un paso de suministrar un material de viscosidad alta al cilindro , usando en el cilindro una fuerza de aspiración generada en dicha primera carrera de aspiración;
un paso de efectuar una segunda carrera de aspiración…
PROCEDIMIENTO PARA FABRICAR LENTES MEDIANTE MOLDEO POR FUNDICIÓN.
(05/12/2011) Procedimiento para fabricar lentes mediante moldeo por fundición caracterizado por una fase de preparación para mezclar al menos dos líquidos y desgasificar la mezcla en estos pasos: A) proporcionar al menos dos sustancias de partida en contenedores separados siendo líquidos al menos dos de las sustancias de partida; B) hacer avanzar las sustancias de partida sucesivamente desde el contenedor hasta un tanque reposando el tanque sobre una unidad de pesada y medir con ella la cantidad a verter de cada sustancia de partida que se ha llevado hasta el tanque y; C) agitar las sustancias que están en el tanque para mezclarlas y desgasificarlas; y una fase de producción para fabricar una pluralidad de lentes en la que al tanque se le insufla aire a presión para expulsar de él la mezcla líquida por una conducción…
METODO PARA LA FABRICACION DE UN PRODUCTO CURADO.
(02/11/2010) Un método para producir un producto curado mezclando y dispersando mecánicamente un material en pasta y un gas de baja presión, en el que la presión está en el intervalo de 0,1-5 kg/cm 2 para producir un material expandible, seguido de la descarga y expansión del material expandible, caracterizado por que un material en pasta de curación del tipo monocomponente se usa como el material en pasta, teniendo características de viscosidad en una zona definida por los puntos A, B, C y D, estando dichos puntos A y B entre 5 y 3.000 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 0,43 seg -1 , y estando dichos puntos C y D entre 2 y 200 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 783 seg -1 , respectivamente, y mezclando y dispersando mecánicamente el material de…
PRODUCTO EN BARRITA DE COMPOSICION MULTIPLE, Y PROCEDIMIENTO Y SISTEMA PARA FABRICARLO.
(27/05/2010) Procedimiento para fabricar un producto en barrita de composición múltiple que es un bálsamo labial o protector solar y que se puede hacer avanzar desde un extremo abierto de un recipiente, comprendiendo el procedimiento las etapas siguientes:
insertar un eje del molde en el recipiente;
dispensar una primera composición de la composición en barrita en el recipiente alrededor del eje del molde, en el que la primera composición comprende cera;
retirar el eje del molde del recipiente para formar una cavidad; y
llenar por lo menos una porción de la cavidad con una segunda composición de composición en barrita, en el que la segunda composición comprende cera y las primera y segunda composiciones difieren…
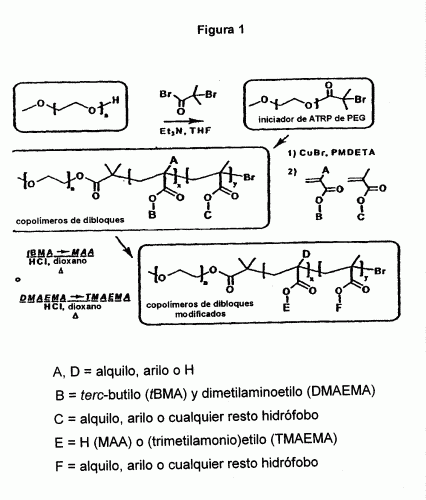
POLIELECTROLITOS AUTOENSAMBLADOS ESTABILIZADOS SOLUBLES EN AGUA.
(01/08/2006). Ver ilustración. Solicitante/s: LABOPHARM INC. LABOPHARM (BARBADOS) LIMITED LABOPHARM EUROPE LIMITED. Inventor/es: RANGER, MAXIME, LEROUX, JEAN-CRISTOPHE.
Autoensamblajes supramoleculares solubles en agua de un polielectrolito, que comprenden: al menos un compuesto polielectrolítico seleccionado de entre el grupo constituido por copolímeros de dibloques que comprenden unidades ionizables, unidades permanentemente cargadas, o mezclas de unidades ionizables y de unidades permanentemente cargadas, copolímeros multibloques que comprenden unidades ionizables, unidades permanentemente cargadas, o mezclas de unidades ionizables y de unidades permanentemente cargadas, y copolímeros aleatorios con oligómeros o polímeros injertados hidrófilos y esencialmente no iónicos, comprendiendo dichos copolímeros aleatorios unidades ionizables, unidades permanentemente cargadas, o mezclas de unidades ionizables y de unidades permanentemente cargadas; en los que un segmento polielectrolítico forma un núcleo del ensamblaje y presenta químicamente unidades que se repiten hidrófobas no iónicas.
APARATO PARA FABRICAR ARTICULOS DE PLASTICO MOLDEADOS.
(01/04/2006) Aparato para fabricar un artículo de material termoplástico moldeado, comprendiendo el aparato una pluralidad de depósitos para alojar unos respectivos componentes intermedios termoplásticos, poliméricos, medios de calentamiento para fundir dichos componentes en dichos depósitos y mantenerlos calientes; medios de mezcla para mezclar el contenido fundido de los respectivos depósitos; medios de pistones y cilindros para transferir el contenido de los depósitos afuera de los depósitos, medios de sostén para sostener un molde rígido o de goma blanda; y medios de administración para administrar dicho material plástico adentro de un molde rígido o de goma blanda sostenido por dichos medios de sostén, caracterizado porque dicho aparato comprende: un primer…
DISPOSITIVO PARA LA REALIZACION DE PLACAS DESTINADAS A UN PROCEDIMIENTO DE CREACION RAPIDA DE PROTOTIPOS, PROCEDIMIENTO DE MECANIZACION Y DE MONTAJE DE LAS CITADAS PLACAS Y PROTOTIPOS DE PIEZAS ASI OBTENIDOS.
(16/07/2004) Dispositivo para la realización de placas de metal, de material plástico o compuesto, metalo-plástico, que sean no limitativamente del tipo termofusibles, termoplásticas o termoendurecibles, destinadas más particularmente a ser mecanizadas por medio de un útil de mecanización en el marco de un procedimiento de formación de prototipos rápida, que consiste en un molde de placas integrado en la máquina de prototipo, siendo el citado molde apto para recibir un material que se adapta a la forma del molde tras haber sido sometido a un ciclo recalentamiento/enfriamiento por un medio de calentamiento/enfriamiento integrado en el cuerpo del molde, comprendiendo el citado molde esencialmente: - una…
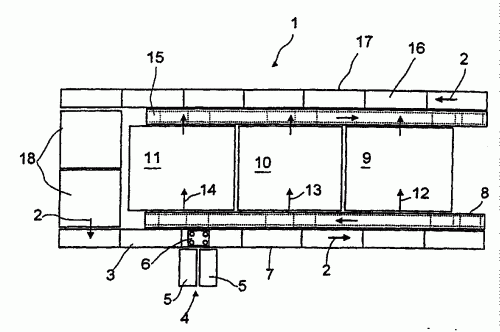
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE PIEZAS MOLDEADAS DE ELASTOMEROS.
(01/11/2003). Ver ilustración. Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: SCHOLZ, WOLFGANG, DR., RIMHILD, DIETMAR, THIEDIG, JURGEN, JAHN, MARTIN.
Procedimiento para la producción de piezas moldeadas de elastómeros, donde los moldes son conducidos a lo largo de una trayectoria de transporte por delante de varias estaciones de mecanización, con las siguientes etapas del procedimiento: la disposición de al menos dos unidades de cabezas de mezcla , que pueden ser accionadas individualmente, paralelamente entre sí, el accionamiento de las unidades de cabezas de mezcla , de tal forma que durante un proceso de llenado de un útil se llenan moldes que se encuentran adyacentes entre sí.
METODO DE FORMAR ARTICULOS Y SUPERFICIES MODELADAS MEDIANTE MICROMOLDEO CAPILAR.
(01/05/2002) LA INVENCION SE REFIERE A TECNICAS PARA ADORNAR GRAFICAMENTE AGENTES QUIMICA O BIOQUIMICAMENTE ACTIVOS SOBRE UNA SUPERFICIE DE SUSTRATO QUE IMPLICA EL EMPLEO DE UN MICROMOLDE QUE TIENE UNA SUPERFICIE DE CONTORNO QUE INCLUYE DIENTES QUE DEFINEN UN DIBUJO Y QUE FORMAN, SOBRE UNA SUPERFICIE DE SUSTRATO, UN AGENTE QUIMICA O BIOQUIMICAMENTE ACTIVO O UN PRECURSOR DE UNA ESTRUCTURA SOBRE LA SUPERFICIE. UN AGENTE QUIMICA O BIOQUIMICAMENTE ACTIVO O PRECURSOR DE FLUIDO TAMBIEN PUEDE SER TRANSFERIDO DESDE LOS DIENTES EN UN APLICADOR A UNA SUPERFICIE DE SUSTRATO. LA SUPERFICIE DE SUSTRATO PUEDE SER PLANA O NO PLANA. SE PUEDEN EMPLEAR PRECURSORES FLUIDOS DE ESTRUCTURAS POLIMERICAS, CERAMICAS INORGANICAS Y SALES, Y SIMILARES PARA FORMAR ARTICULOS POLIMERICOS, SALES INORGANICAS Y CERAMICAS, ETC ADORNADOS GRAFICAMENTE EN LA SUPERFICIE.…
DISPOSITIVO DE MOLDEO Y UN ADAPTADOR PARA UN DISPOSITIVO DE MOLDEO.
(16/07/2000). Ver ilustración. Solicitante/s: CIBA SPECIALTY CHEMICALS HOLDING INC.. Inventor/es: WOMBWELL, PAUL TERRENCE, SANER, NIKLAUS.
UN DISPOSITIVO DE MOLDEO CON EL QUE, INTRODUCIENDO UN PLASTICO TERMOCURABLE EN UN MOLDE CALENTABLE DE MOLDEO , EL PLASTICO SE CURA TERMICAMENTE EN ESE MOLDE DE MOLDEO AL MENOS HASTA UN GRADO TAL QUE UN ARTICULO DE MOLDEO MOLDEADO DE ESA FORMA SE PUEDA SOLTAR DEL MOLDE. COMPRENDE UN DEPOSITO PARA EL PLASTICO TERMOCURABLE Y MEDIOS DE ALIMENTACION PARA LA ALIMENTACION DE PLASTICO DESDE EL DEPOSITO HASTA EL MOLDE DE MOLDEO , EL CUAL TIENE UNA ABERTURA DE ENTRADA QUE SE EXTIENDE AL MENOS A LO LARGO DE UNA PARTE SUSTANCIAL DE LA LONGITUD DEL ARTICULO DE MOLDEO A MOLDEAR, EN DONDE EL DISPOSITIVO DE MOLDEO COMPRENDE UN ADAPTADOR INDEPENDIENTE EN EL QUE SE DISPONEN LOS MEDIOS DE ALIMENTACION DEL PLASTICO Y QUE SE PUEDE UNIR DE TAL FORMA AL MOLDE DE MOLDEO QUE, CUANDO EL ADAPTADOR SE HA UNIDO, UNA ABERTURA DE SALIDA PROVISTA EN EL ADAPTADOR SE DISPONE ESTANCA Y SUSTANCIALMENTE APROPIADA CON LA ABERTURA DE ENTRADA DEL MOLDE DE MOLDEO.
PROCEDIMIENTO PARA EL LLENADO DE UN MOLDE DESTINADO A LA OBTENCION DE UNA LENTE OPTICA.
(01/07/2000). Solicitante/s: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE. Inventor/es: MAGNE, JEAN-FRANCOIS.
SE TRATA DE ASEGURAR EL LLENADO DE UN MOLDE QUE, DESTINADO A LA OBTENCION DE UNA LENTE OPTICA, ESTA FORMADO POR DOS COQUILLAS DE MOLDEADO (11A, 11B) DISPUESTAS DE CANTO Y CUYAS PERIFERIAS SE ESTABLECE ANULARMENTE UN ELEMENTO DE CIERRE QUE DEFINE CON ELLAS LA CAVIDAD DE MOLDEADO BUSCADA , CON, PARA LA INTRODUCCION DE LA MATERIA A MOLDEAR EN ESTA CAVIDAD DE MOLDEADO , UNA ABERTURA DE COLADA DISPUESTA PARA ESTE EFECTO EN EL ELEMENTO DE CIERRE . SEGUN LA INVENCION, SE DISPONE LA ABERTURA DE COLADA A LA PARTE BAJA DE LA CAVIDAD DE MOLDEADO . APLICACION, PARTICULARMENTE, EN LA OBTENCION DE LENTES OFTALMICAS.
PROCEDIMIENTO PARA LA FABRICACION DE ARTICULOS MOLDEADOS QUE ESTAN PARCIALMENTE COLOREADOS O QUE TIENEN REGIONES DE DIFERENTES COLORES.
(16/01/2000). Ver ilustración. Solicitante/s: NOVARTIS AG NOVARTIS-ERFINDUNGEN VERWALTUNGSGESELLSCHAFT M.B.H.. Inventor/es: HEINRICH, AXEL, SEIFERLING, BERNHARD, MULLER, ACHIM.
PARA LA FABRICACION RAPIDA Y RACIONAL DE ARTICULOS MOLDEADOS, ESPECIFICAMENTE LENTES DE CONTACTO, QUE ESTAN PARCIALMENTE COLOREADAS O TIENEN REGIONES DE DIFERENTES COLORES, POR EL PROCEDIMIENTO DE COLADA, SE INTRODUCEN CANTIDADES MEDIDAS DE DOS O MAS MATERIALES RETICULABLES DE DIFERENTE COLOR EN EL MOLDE DE COLADA EN ESTADO NO RETICULADO, Y DESPUES DE CERRAR EL MOLDE DE COLADA SE RETICULAN JUNTOS. AL CONTROLAR APROPIADAMENTE LA INTRODUCCION DE LOS DIFERENTES MATERIALES RETICULABLES RESPECTO AL LUGAR Y/O AL TIEMPO EL MARGEN DE LOS COLORES U LAS TRANSICIONES ENTRE LOS COLORES EN LA LENTE DE CONTACTO ESTAN INFLUENCIADOS SE PRODUCEN DE UNA MANERA CONTROLADA. SE USAN PREFERENTEMENTE COMO MATERIALES RETICULABLES, DERIVADOS HIDROSOLUBLES DE PVA QUE CONTIENEN UN RADICAL RETICULABLE.
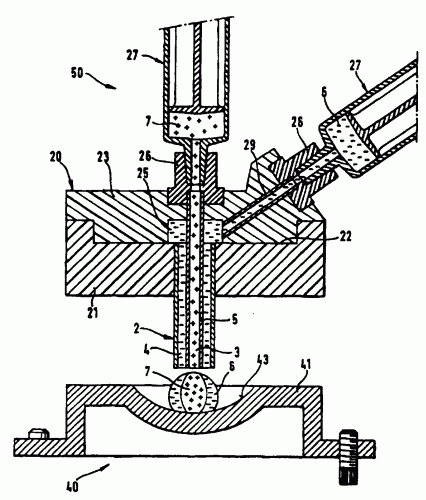
PROCESO Y DISPOSITIVO PARA EL LLENADO DE MOLDES DE FUNDICION CON RESINA FUNDIBLE O MEDIOS LIQUIDOS CON CAPACIDAD DE FUNDICION SIMILAR.
(16/02/1999). Solicitante/s: WILHELM HEDRICH VAKUUMANLAGEN GMBH & CO. KG. Inventor/es: HAUSER, ERHARD, STEINDORF, HANS-JOACHIM.
SE TRATA DE UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL LLENADO DE MOLDES DE FUNDICION CON RESINA FUNDIBLE O MEDIOS LIQUIDOS CON CAPACIDAD DE FUNDICION SIMILAR POR MEDIO DE UN EQUIPO DE AFLUENCIA, COMO POR EJEMPLO UN EQUIPO (1; 6, 6') DE BOMBEO O UN RECIPIENTE A PRESION. PARA LA EJECUCION DE UN PROCESO DE LLENADO DE MOLDES PROGRAMADO PREVIAMENTE Y REPRODUCIBLE DE FORMA EXACTA CON RESPECTO A LA VELOCIDAD DE RELLENO O A LA RELACION DE RELLENO, LA RESINA FUNDIBLE SE GUIA SEGUN UN PERFIL DE RELLENO DADO PREVIAMENTE PARA LA CANTIDAD DE RESINA FUNDIBLE POR CADA UNIDAD DE TIEMPO (RELACION DE RELLENO) POR MEDIO DEL EQUIPO DE AFLUENCIA DEL MOLDE DE FUNDICION.
PROCEDIMIENTO Y DISPOSITIVO PARA LLENAR MOLDES DE COLADO CON RESINA DE COLADO.
(16/12/1998). Solicitante/s: WILHELM HEDRICH VAKUUMANLAGEN GMBH & CO. KG. Inventor/es: HAUSER, ERHARD, HEDRICH, WILHELM.
SE TRATA DE UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LLENADO DE AL MENOS UN MOLDE DE FUNDICION CON UNA MASA LIQUIDA CON CAPACIDAD DE FLUIR, EN PARTICULAR RESINA DE FUNDICION. PARA DISMINUIR CONSIDERABLEMENTE EL TIEMPO DE OCUPACION DEL MOLDE, LA REACTIVIDAD DEL COMPUESTO DE FUNDICION SE INCREMENTA PRIMERO AL MENOS DURANTE LA FASE DE LLENADO PARA AL MENOS UN MOLDE DE FUNDICION MEDIANTE EL SUMINISTRO DE ENERGIA Y DESPUES DISMINUYE MEDIANTE LA ELIMINACION DE ENERGIA HASTA UN VALOR AL CUAL EL COMPONENTE DE FUNDICION TIENE UNA VIDA DE SERVICIO RELATIVAMENTE LARGA. SE PROPONEN INTERCAMBIADORES DE CALOR COMO MEDIOS PARA CALENTAMIENTO, Y SI ES NECESARIO, REFRIGERACION DEL COMPUESTO DE FUNDICION.
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE CUERPOS DE MOLDE, ASI COMO CUERPOS DE MOLDE ELABORADO SEGUN EL PROCEDIMIENTO.
(16/12/1997). Solicitante/s: NOVARTIS AG. Inventor/es: MULLER, BEAT, SEIFERLING, BERNHARD, HAGMANN, PETER, DR., BORGHORST, SHARLA, GOLBY, JOHN, DR., HERBRECHTSMEIER, PETER, DR., KRETZSCHMAR, OTTO, DR.
EN EL PROCEDIMIENTO PARA LA ELABORACION DE CUERPOS DEL MOLDE, EN PARTICULAR LENTES OPTICAS, O LENTES DE CONTACTO (CL) ESPECIALES, SE APLICA UN MATERIAL DE PARTIDA RETICULABLE MEDIANTE IMPULSION CON ENERGIA APROPIADA EN UNA FORMA PARCIAL AL MENOS PARA EL MOLDE PERMEABLE CON LA ENERGIA CON UNA CAVIDAD DE MOLDE. EN LA CAVIDAD SE DETERMINA LA CONFIGURACION DEL CUERPO (CL) DE MOLDE A SER ELABORADO, SE APLICA EL MATERIAL DE PARTIDA AL MENOS DE FORMA PARCIAL EN SITUACION AUN NO RETICULADA. MEDIANTE IMPULSION CON LA ENERGIA CORRESPONDIENTE, EL MATERIAL DE PARTIDA RETICULA EN UNA DIMENSION SUFICIENTE PARA CONSEGUIR LA DESMOLDEABILIDAD DEL CUERPO (CL) DE MOLDE. EL INFLUJO DE LA CAVIDAD DE MOLDE SE CONSIGUE AL MENOS DE FORMA PARCIAL EN LA CONDICION NO RETICULADA DEL MATERIAL DE PARTIDA QUE ALLI SE ENCUENTRA.
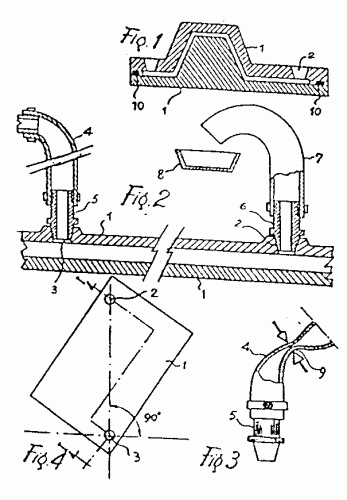
PROCEDIMIENTO DE LLENADO DE MOLDES CERRADOS PARA LA FABRICACION DE PIEZAS DE RESINA FLUIDA COMPUESTA A MOLDEAR A BAJA PRESION.
(01/03/1990). Ver ilustración. Solicitante/s: FONT, EUDALD.
PROCEDIMIENTO DE LLENADO DE MOLDES CERRADOS PARA LA FABRICACION DE PIEZAS DE RESINA FLUIDA COMPUESTA A MOLDEAR A BAJA PRESION, EN EL QUE EN LA FASE DE LLENADO DEL MOLDE ESTE SE DISPONE VERTICALMENTE CON SU ORIFICIO DE CARGA EN POSICION LA MAS BAJA DEL MOLDE Y EL ORIFICIO REBOSADERO LA MAS ALTA DEL MISMO HASTA QUE LLENADO ASI EL MOLDE ESTE SE PONE LUEGO EN POSICION HORIZONTAL, DISPONIENDO BOQUILLAS DE ENCHUFADO A PRESION ENTRE EL EXTREMO DE LAS MANGUERAS DE CONDUCCION DE LA MASA PLASTICA A LA BOCA DE CARGA DEL MOLDE Y A LA DEL REBOSADERO DEL MISMO, LA DISPOSICION TEMPORAL DE PINZAS DE INTERRUPCION DE LA CIRCULACION DE LA MASA POR LAS MANGUERAS FLEXIBLES INTERMEDIAS Y REGATA PERIMETRAL CON JUNTA DE ESTANQUEIDAD DEL MOLDE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}