CIP-2021 : B29C 45/18 : Alimentación del material dentro de los aparatos de moldeo por inyección.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/18[2] › Alimentación del material dentro de los aparatos de moldeo por inyección.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/18 · · Alimentación del material dentro de los aparatos de moldeo por inyección.
CIP2021: Invenciones publicadas en esta sección.
(10/06/2020) Aparato de dosificación para dosificar productos con forma granular y/o microgranular y/o de copos y/o en polvo, en particular para dosificar plásticos y/o aditivos para plásticos, en un elemento contenedor incluido en una planta para el tratamiento y/o la transformación y/o el transporte de plásticos y/o aditivos para plásticos, en el que el aparato de dosificación comprende:
- una tolva para contener dichos productos;
- un conducto de dosificación para la salida de dichos productos de dicha tolva ;
- un elemento obturador , posicionado en una abertura de dosificación de dicho conducto de dosificación , siendo dicho elemento obturador móvil entre una posición abierta (A) y una posición cerrada (C) de dicha…
Método y sistema para moldeo por compresión de piezas termoplásticas reforzadas con fibra.
(05/02/2020) Un método de moldeo por compresión de una pieza termoplástica reforzada con fibra alargada, que comprende:
la consolidación previa de una cantidad de escamas de resina termoplástica reforzada con fibra en una barra, en la que la consolidación previa de la cantidad de escamas de resina termoplástica reforzada con fibra incluye:
colocar la cantidad de escamas de resina termoplástica reforzada con fibra en una cámara tubular, en el que dichas escamas de resina tienen una forma generalmente ovalada;
calentar uno o más calentadores de banda envueltos sobre la cámara tubular de modo que las escamas de resina termoplástica reforzada con fibra alcancen la temperatura de fusión de una resina en las escamas de resina termoplástica reforzada con fibra,
compactar las escamas de resina termoplástica…
Método de fabricación de estructuras compuestas con adaptadores integrados.
(20/02/2019) Un método para crear una parte compuesta que tiene, al menos, un adaptador integrado , que comprende:
colocar un cilindro de compresión sobre un molde que tiene una cavidad de parte, al menos una cavidad de adaptador y un molde superior que incluye una o más aberturas de entrada que pasan a través del grosor del molde superior hacia la cavidad de parte:
mover el cilindro de compresión con respecto al molde , de modo que el cilindro de compresión se mueve hacia varias regiones a lo largo de una longitud de la parte para conformar sucesivamente cada uno de una pluralidad de…
Método y dispositivo para dispensar líquidos de un recipiente acoplado a una tapa con bomba integrada.
(20/02/2019) Un dispositivo que comprende
un recipiente para líquidos;
una cubierta para cerrar el recipiente para líquidos, acoplándose la cubierta al recipiente para líquidos, comprendiendo la cubierta una tapa con bomba integrada, comprendiendo la tapa con bomba integrada:
una bomba acoplada a un orificio de entrada al recipiente para líquidos;
un orificio de salida configurado para dispensar líquido del recipiente para líquidos; y
un acoplador de motor que comprende dientes que se engranan a los dientes correspondientes en una base de motor compatible, siendo el acoplador de motor capaz de rotar…
Método de producción de un artículo de plástico coloreado.
(25/10/2018). Solicitante/s: 3M INNOVATIVE PROPERTIES COMPANY. Inventor/es: CENTOFANTE,CHARLES A, BOOTHMAN,BRIAN S.
Un método de producción de un artículo de plástico coloreado que comprende
proporcionar un recipiente que comprende un colorante líquido, comprendiendo el recipiente una tapa con bomba integrada que comprende un puerto de entrada y un puerto de salida;
acoplar el recipiente a un dispositivo de moldeo;
accionar la tapa con bomba integrada para añadir una dosis determinada del colorante líquido desde el puerto de salida a un material de base de plástico neutro para producir un plástico fundido coloreado que se puede suministrar a un molde para producir un artículo de plástico coloreado;
en donde la tapa con bomba integrada comprende un acoplador de motor, en donde el método además comprende acoplar el acoplador de motor a un motor en una orientación hacia abajo de modo que el acoplador de motor está por encima del motor y el colorante líquido se dirige por gravedad al puerto de entrada de la tapa con bomba integrada.
PDF original: ES-2687423_T3.pdf
Resina de moldeo líquida con mica de no hinchamiento.
(09/08/2017). Solicitante/s: Metton America, Inc. Inventor/es: KATO, TAKESHI, MINAMI, HIROYUKI, ABE, MASANORI, BABA,HIROMITSU, YOKOO,YUSUKE, WEST,BEAU JEREMY.
Un componente de resina de moldeo líquida para su uso en un proceso de moldeo por inyección de reacción, comprendiendo el componente de resina de moldeo líquida:
un monómero de reacción de resina líquida que comprende cicloolefina polimerizable de metátesis; y
mica de no hinchamiento,
en el que las micas de no hinchamiento tienen un tamaño de partícula promedio en un intervalo de 35 micrómetros a 500 micrómetros y tienen una densidad aparente en un intervalo de 0,10 g/ml a 0,27 g/ml.
PDF original: ES-2642374_T3.pdf
Instalación para la producción de preformas de recipientes.
(22/06/2016) Instalación (A) para la producción de preformas de recipiente (P) de material de plástico de copos de PET reciclado (K), con al menos una máquina de preformado (M) que forma preformas (P), que presenta al menos una extrusora que se puede alimentar con el material de plástico de copos de PET (K) y moldes de moldeo por inyección , que se puede cargar por al menos una máquina de reciclaje (R) que facilita el material de plástico de copos de PET reciclado (K) con el material de plástico de copos de PET reciclado (K), caracterizada porque la máquina de reciclaje (R) presenta al menos un reactor de descontaminación…
Método de moldear por inyección objetos y aparato para la fabricación de los objetos.
(13/04/2016) Método para la elaboración de objetos huecos, en particular, preformas de múltiples capas de plástico , las cuales se fabrican en un espacio de molde hueco previsto para ello a partir de al menos dos materiales, incluyendo un material de base primario (A) y un material secundario (B) tal como un material portador, en el que el material de base (A), y, posiblemente, el material secundario (B), se forman de un plástico y en el que ambos materiales de base primario y portadores secundarios (A, resp. B) se suministran en el espacio de molde hueco por canales de suministro primario y secundario en un molde de inyección y una placa de canal caliente , cada uno de los cuales discurren en elementos de calentamiento adaptados y sus materiales de base primario y portador secundario (A,…
Procedimiento de alimentación de un aparato simultáneamente con al menos dos corrientes de materiales termoplásticos y dispositivo de alimentación para aplicar el procedimiento.
(03/12/2014) Un procedimiento de alimentación de un aparato con al menos una primera corriente (ST1) de un primer material termoplástico (A) en estado sólido y simultáneamente con al menos una segunda corriente (ST2) de un segundo material termoplástico (B) en estado sólido, en el que la temperatura de fusión (MTa) de dicho primer material termoplástico (A) es superior a la temperatura de fusión (MTb) de dicho segundo material termoplástico (B), en el que el aparato se alimenta por gravedad a través de una entrada (20a) con dicha primera corriente (ST1) de material termoplástico (A), caracterizado porque se usa una tubería de alimentación para alimentar…
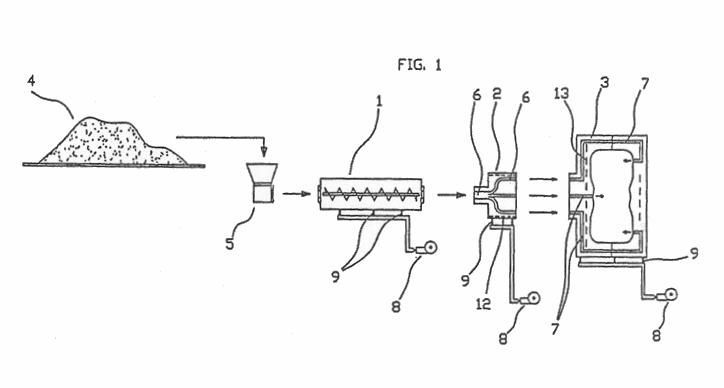
Procedimiento para el moldeo por inyección de material sintético.
(22/03/2013) Procedimiento para el moldeo por inyección de material sintético, en particular termoplástico, en el que elmaterial plástico de partida a tratar, en particular presente en forma de partículas o copos de polímero en estadofragmentado o en forma de partículas, se somete en primer lugar a un pretratamiento o procesamiento,calentándose y ablandándose el material plástico en al menos un compresor de corte que funciona de formacontinua bajo constante mezcla o movimiento y, dado el caso, a una trituración a una temperatura por debajo dela temperatura de fusión, preferentemente por encima de la temperatura de transición vítrea, del materialplástico, empleándose para la mezcla y calentamiento del material plástico al menos una herramienta de mezclao de trituración , con cantos de trabajo…
PROCEDIMIENTO PARA LA INYECCION DE PIEZAS DE POLIETENOL.
(01/04/2009). Ver ilustración. Solicitante/s: PLASTICOS HIDROSOLUBLES, S.L.. Inventor/es: MORENO LOPEZ,ELENA.
Procedimiento para la inyección de piezas de polietenol, donde se parte de una granza de polietenol la cual se vierte en una tolva o similar , que la suministra a una extrusora de un solo husillo dotada de medios para evacuación forzada de gases . El polietenol se calienta a una temperatura de entre 170 y 250°C y a continuación pasa a un inyector , dotado de un elemento calefactor y un conjunto de conducciones de sección creciente y con una geometría básicamente cónica , de diámetro sobredimensionado entre un 20% y un 40%. El inyector introduce la granza de polietenol fundida en un molde de inyección o de soplado , también calefactado , donde se inicia un enfriado relentizado, realizándose finalmente el desmoldeo a una temperatura de entre 25 y 35°C.
DISPOSITIVO DE PRODUCCION DE OBJETOS DE PLASTICO BAJO ATMOSFERA INERTE.
(01/12/2005) Dispositivo de producción de objetos de plástico por conformación de un polímero, comprendiendo el citado dispositivo: - una tolva de alimentación de polímero, - medios de calentamiento y desplazamiento del polímero que va a ser fundido, - medios de conformación del polímero fundido, y - al menos unos medios de inyección de gas en la tolva; caracterizado porque los citados medios de inyección de gas comprenden: al menos una superficie de inyección de gas a nivel de la pared de la tolva , un conducto de alimentación de gas a la tolva por medio de esta superficie de inyección de gas: - conducto uno de cuyos extremos se encuentra conectado a una fuente de gas, - cuyo otro extremo , que está dirigido hacia…
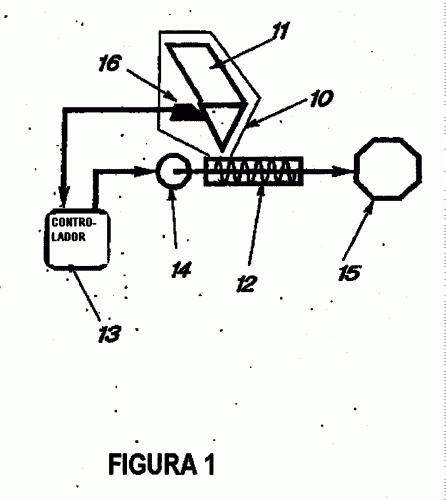
SISTEMA PARA EL SUMINISTRO DE PORCIONES DE MATERIAL A UNA MAQUINA DE MOLDEO POR INYECCION.
(16/10/2005). Ver ilustración. Solicitante/s: LIAD WEIGHING AND CONTROL SYSTEMS LTD. Inventor/es: MARGALIT, ELI.
Un sistema para suministrar material a una máquina de moldeo, que comprende: (a) un contenedor que tiene una primera salida ; (b) una tolva de material que tiene una abertura de rellenado para recibir material que tiene que ser suministrado a la máquina, y una segunda salida para suministrar material al mencionado contenedor , en el que la mencionada tolva de material está situada dentro del mencionado contenedor ; (c) una célula de carga que está acoplada a la mencionada tolva de material ; y (d) un controlador operativo para: (i) calcular el peso del material suministrado, utilizando la mencionada célula de peso y el método de pérdida de peso, y (ii) controlar los medios de suministro.
FORMA DE DISPOSICION DE VALVULAS PARA CONTROLAR LA ADICION DOSIFICADA DE ADITIVOS FLUIDOS A UNA COLADA DE MATERIAL PLASTICO.
(16/07/2005) Procedimiento para la adición dosificada de unos aditivos fluidos a una colada de material plástico, que está siendo plastificada dentro del extrusionador de una máquina de fundición inyectada; con una forma de disposición de las válvulas, la que se compone de dos válvulas, que pueden ser activadas de forma externa y de la cual la primera válvula K1 sirve para dejar libre ó para bloquear la tubería de aportación (10), desde un depósito de reserva de aditivos (7) hacia un cilindro dosificador (DZ), mientras que la segunda válvula (K2) está prevista para dejar libre ó para bloquear la tubería de aportación (18), desde el cilindro dosificador (DZ) hacia el extrusionador (E), y de la tubería de aportación (10), desde el depósito de reserva de aditivos (7) hacia la primera válvula (K1), y por delante de esta misma válvula (K1), bifurca una…
(16/01/2005) 1. "Máquina desbobinadora" del tipo empleado para el desbobinado rodillos de bordón de plástico en las líneas de alimentación de máquinas de inyección de plástico o similar, caracterizada esencialmente por disponer básicamente de tres elementos: un sistema de soporte de las bobinas, un mecanismo de arrastre del bordón y un sistema de control de tensión del mismo todo ello montado sobre un pie telescópico capaz de adaptar la altura de la línea de salida del bordón a la altura de la línea de alimentación de la máquina de inyección. 2. "Máquina desbobinadora" según reivindicación anterior caracterizado porque el sistema de soporte de las bobinas está constituido preferiblemente por dos o más ejes cilíndricos dispuestos en posición horizontal o vertical, sobre los que se insertan varias bobinas de bordón de plástico, una de las cuáles suministra el…
MODELAR ARTICULOS PLASTICOS AL VARIAR CICLICAMENTE SU COMPOSICION.
(16/12/2002). Ver ilustración. Solicitante/s: KILIM, RAFAEL ZVI KARL KILIM, SIMCHA, IZHAK. Inventor/es: KILIM, RAFAEL ZVI KARL, KILIM, SIMCHA, IZHAK.
PROCEDIMIENTO DE MOLDEO DE ARTICULOS DE PLASTICO QUE CONSISTE EN PROPULSAR UN MATERIAL PLASTICO SOLIDO DE CARGA POR MEDIOS DE ALIMENTACION CON TORNILLO SIN FIN A TRAVES DE UNA ZONA DE FUSION, PROPULSANDO DICHOS MEDIOS EL MATERIAL PLASTICO OBTENIDO EN EL ESTADO DE FUSION HACIA MEDIOS DE FORMACION, PARA FORMAR DICHO MATERIAL FUNDIDO EN LOS MEDIOS DE FORMACION Y EN DEJARLO SOLIDIFICARSE PARA QUE TOME SU FORMA. SE CARACTERIZA ESTE PROCEDIMIENTO POR EL HECHO DE QUE SE MODIFICA LA COMPOSICION DEL MATERIAL PLASTICO DE UN MODO CICLICO ANTES O SOBRE LA LONGITUD DE LOS MEDIOS DE ALIMENTACION CON TORNILLO SIN FIN , DE MANERA QUE SE MODIFIQUE EN EL TIEMPO LA COMPOSICION DEL MATERIAL FUNDIDO QUE EMERGE DE DICHOS MEDIOS , LO QUE PERMITE QUE, POR LO MENOS, UNA PARTE DE CADA ARTICULO MOLDEADO TENGA UNA COMPOSICION DIFERENTE DE LA DEL RESTO DEL ARTICULO.
METODO Y APARATO PARA LA FABRICACION DE PRODUCTOS DE HORMIGON.
(16/12/2002) UNA CAJA MOLDE SE MONTA FLEXIBLEMENTE A UNA MAQUINA PRODUCTORA QUE TIENE VIGAS SUPERIORES E INFERIORES QUE PUEDEN DESPLAZARSE VERTICALMENTE . UN CAJON ALIMENTADOR DISTRIBUYE EL MATERIAL DE HORMIGON EN LA CAJA-MOLDE MIENTRAS QUE UN SISTEMA VIBRATORIO HACE VIBRAR LA CAJA-MOLDE VERTICALMENTE AL TIEMPO QUE AMORTIGUA LA VIBRACION HORIZONTAL. EL SISTEMA VIBRACIONAL ESTA IMPULSADO POR UN SOLO EJE MOTOR QUE ACTIVA LA PRIMERA Y SEGUNDA BARRAS VIBRADORAS MIENTRAS AL MISMO TIEMPO HACE ROTAR UN CONTRAPESO EN UNA DIRECCION DE CONTRARROTACION. UNA SERIE DE FRENOS DE ALINEAMIENTO FIJAN LA CAJA-MOLDE EN UNA RELACION PREDETERMINADA Y ALINEADA MIENTRAS SE MONTA EN LA MAQUINA PRODUCTORA. EL LADO INFERIOR DE CADA CAJA-MOLDE SE MONTA A LA MAQUINA PRODUCTORA…
COLECTOR DISTRIBUIDOR MULTIVIA, EN PARTIUCLAR PARA LA CONEXION SELECTIVA AUTOMITZADA DE UNA SERIE DE RECIPIENTES DE ALMACENAJE A UNA SERIE DE MAQUINAS MOLDEADORAS EN PLANTAS DE FABRICACION DE PLASTICOS.
(01/12/2002) Un colector distribuidor , en particular, para la conexión selectiva automatizada de una serie de recipientes de almacenaje a una serie de máquinas moldeadoras, que comprende un conector central el cual se encuentra interpuesto entre una primera sección para extraer material plástico de los recipientes , y una segunda sección para transportar el material hacia las máquinas, en las cuales se dispone de, respectivamente, una entrada y una salida . Cada una de las primera y segunda secciones comprende sus respectivas primera y segunda series de acoplamientos , cada uno de las cuales se puede poner en movimiento por unos medios de actuación .…
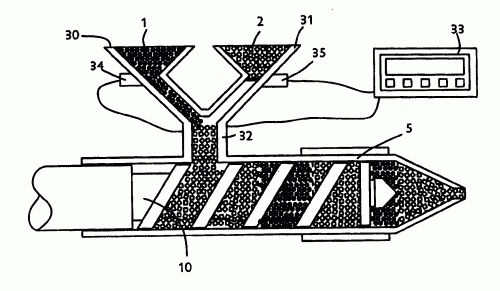
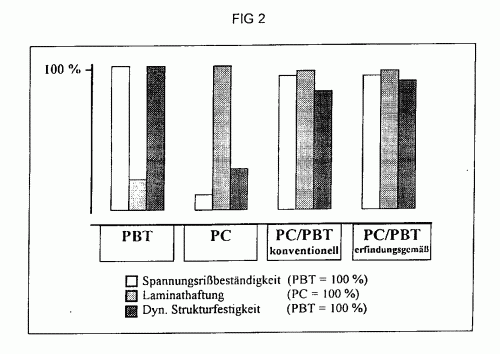
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MOLDEADAS A PARTIR DE UNA ALEACION DE POLIMEROS.
(01/11/2001). Ver ilustración. Solicitante/s: OTTO BOCK ORTHOPADISCHE INDUSTRIE BESITZ- UND VERWALTUNGS-KOMMANDITGESELLSCHAFT. Inventor/es: DEINERT, JURGEN, ANHALT, KLAUS-PETER.
EL PROCEDIMIENTO SIRVE PARA LA FABRICACION DE PIEZAS MOLDEADAS DE UNA ALEACION POLIMERA CON MORFOLOGIA POLIFASICA, EN EL QUE LA ALEACION POLIMERA ES PRODUCIDA EN UNA FASE DEL PROCEDIMIENTO DE MOLDEO POR INYECCION DE PIEZAS. PARA ELLO, SE AÑADEN UNOS POLIMEROS ELABORABLES TERMOPLASTICAMENTE Y POCO O NADA COMPATIBLES ENTRE SI, COMO GRANULADOS CON UN TAMAÑO DE GRANO DE 3 MM, EN UN EMBUDO DE UNA MAQUINA DE MOLDEO POR INYECCION, DESPUES DE LO CUAL ESTOS SON PLASTIFICADOS, MEZCLADOS Y CONFORMADOS EN LA MISMA MAQUINA DE MOLDEO POR INYECCION, A CUYO EFECTO AL MENOS UNO DE LOS POLIMEROS UTILIZADOS ES CAPAZ, BAJO LAS CONDICIONES DE MOLDEO POR INYECCION, DE ASOCIARSE QUIMICAMENTE Y/O COPOLIMERIZARSE CON AL MENOS UNO DE LOS OTROS POLIMEROS. LAS ALEACIONES POLIMERAS OBTENIDAS NO SON EN LO QUE RESPECTA A SUS PROPIEDADES INFERIORES A LAS CORRESPONDIENTES ALEACIONES CONSEGUIDAS MEDIANTE LOS PROCEDIMIENTOS HABITUALES.
DISPOSITIVO PARA ALIMENTAR UNIDADES DE FUNDICION INYECTADA Y DE EXTRUSION.
(16/12/2000). Solicitante/s: KRAUSS-MAFFEI KUNSTSTOFFTECHNIK GMBH. Inventor/es: BRAMS, PETER, MANDL, WERNER, ELL, FRANZ.
EN DISPOSITIVOS PARA LA ALIMENTACION DE UNIDADES DE EXTRUSION Y DE FUNDICION DE INYECCION CON UN EMBUDO DE RELLENO GIRATORIO Y UN TORNILLO SINFIN DE TRANSPORTE, QUE SE GUIA A LO LARGO DE LA SUPERFICIE INTERIOR DE LA CUBIERTA EXISTE EL PROBLEMA DE QUE EL MATERIAL APLICADO EN BASE AL ROZAMIENTO DE ADHERENCIA NO SUFICIENTE DE LA SUPERFICIE INTERIOR DE RECUBIERTA SE PRODUCE UN RESBALAMIENTO Y NO SE REALIZA EL TRANSPORTE POSTERIOR PREVISTO. PARA CONSEGUIR UNA DISPOSICION AUXILIAR SE PROPONE, QUE LA SUPERFICIE INTERIOR DE CUBIERTA DEL EMBUDO DE RELLENO ESTE PREVISTA EN LA ZONA DE LA MARCHA DEL TORNILLO SINFIN DE TRANSPORTE CON ELEVACIONES Y/O PROFUNDIDADES Y EL TORNILLO SINFIN DE TRANSPORTE TENGA DISPOSICION DE AHORRO PARA EL PASO LIBRE DE LAS ELEVACIONES. ESPECIALMENTE DE FORMA VENTAJOSA POR ESTE MOTIVO SE DISPONEN DE PASADORES AJUSTABLES EN ALTURA.
MAQUINA DE MOLDEO POR INYECCION DE TIPO VERTICAL.
(01/06/1999) UNA MAQUINA DE MOLDEO POR INYECCION DE TIPO VERTICAL QUE COMPRENDE UN SEMI-MOLDE INFERIOR FIJO MONTADO SOBRE UNA BASE DE MAQUINA, UN SEMI-MOLDE MOVIL SUPERIOR SITUADO SUPERIORMENTE CON RESPECTO A DICHO SEMI-MOLDE FIJO INFERIOR EN RELACION DE CONFRONTACION CON EL, Y UN DEPOSITO DE MATERIAL PARA ALMACENAR UN MATERIAL DE LIMPIEZA Y VARIAS CLASES DE MATERIALES INDIVIDUALMENTE MOLDEADOS. EL DEPOSITO DE MATERIAL TIENE UNOS MEDIOS (5A) DE CONMUTACION PARA CONMUTAR UNA CLASE DE MATERIAL DE MOLDEO SOBRE OTRO. LA MAQUINA DE MOLDEO POR INYECCION TAMBIEN COMPRENDE UN INYECTOR QUE TIENE UNA TOBERA (3A), UN CILINDRO (3B) DE INYECCION, Y UNA UNIDAD (3C) DE SUMINISTRO DE MATERIAL DE MOLDEO CONECTADO A LOS MEDIOS (5A) DE CONMUTACION A TRAVES…
UNIDAD DE INYECCION EN MAQUINAS DE FUNDICION DE INYECCION PARA LA ELABORACION DE PIEZAS DE MATERIAL SINTETICO TERMOPLASTICO.
(01/05/1998) LA INVENCION SE REFIERE A UNA UNIDAD DE INYECCION EN MAQUINAS DE FUNDICION DE INYECCION PARA LA ELABORACION DE PIEZAS DE MATERIAL SINTETICO TERMOPLASTICO, DONDE LA UNIDAD DE INYECCION DISPONE DE UN CILINDRO DE INYECCION Y PLASTIFICACION, DE UN TORNILLO SINFIN DE INYECCION Y PLASTIFICACION ROTATIVO Y CON DESPLAZAMIENTO AXIAL, DE UNA TOBERA DE INYECCION BLOQUEABLE CONTRA EL CILINDRO PLASTIFICADOR, ASI COMO UN EQUIPO (15 HASTA 19) DE DOSIFICACION DE PINTURA CON AL MENOS UN RECIPIENTE DE PINTURA, QUE ESTA UNIDO POR MEDIO DE UNA CONDUCCION DE ALIMENTACION DE PINTURA CON LA UNIDAD DE INYECCION. SE HA PREVISTO SEGUN LA INVENCION, QUE EN LA CONDUCCION DE AFLUENCIA DE PINTURA SE ENCUENTRE INTEGRADO UN CILINDRO DOSIFICADOR DE PINTURA, CUYO MOVIMIENTO DEL EMBOLO ESTE ACOPLADO CON EL MOVIMIENTO…
PROCEDIMIENTO PARA FUNDICION DE INYECCION DE PARTES MOLDEADAS DE PLASTICO.
(16/02/1998) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA FUNDICION DE INYECCION DE OBJETOS DE PLASTICO, DONDE EL PLASTICO SE PLASTIFICA EN UN AGREGADO DE INYECCION ASI COMO PLASTIFICADOR, Y SE INYECTA LA COLADA DE PLASTICO EN LA CAVIDAD DE UNA HERRAMIENTA DE FUNDICION DE INYECCION. DE ACUERDO CON LA INVENCION SE UTILIZA EL PLASTICO ANTES DE LA INYECCION EN LA CAVIDAD CON LACA; SIN QUE SEA NECESARIO NINGUN RECUBRIMIENTO DEL MATERIAL DE PLASTICO CON LACA, SINO DE FORMA ESPECIAL UNA MEZCLA DE LA LACA CON EL PLASTICO. LA MEZCLA DEL PLASTICO Y LA LACA PUEDE CONSEGUIRSE ANTES DEL PROCESO DE PLASTIFICACION. LA LACA ES SOLIDA O LIQUIDA. EL PLASTICO PUEDE SER AÑADIDO CON ELLO ESPECIALMENTE ANTES DE LA FUNDICION Y MEZCLARSE CON EL GRANULADO…
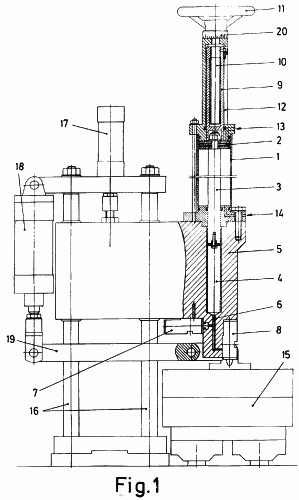
PRENSA PARA INYECTAR Y SU UTILIZACION.
(16/09/1997). Solicitante/s: METALS PROCESS SYSTEMS. Inventor/es: QUICHAUD, CLAUDE, PEYTAVIN, PIERRE, STEGER, REINHARD.
LA PRENSA LLEVA UNA CABEZA EN LA QUE UNA PORCION DEL CONDUCTO DE ALIMENTACION Y UNA PORCION DEL CONDUCTO DE INYECCION , CUANDO ESTA CUBIERTA, SE FORMA MEDIANTE UN PASO DE UN OBTURADOR, ACCIONADO EXTERIORMENTE , CONFUNDIENDOSE O ESTANDO ADYACENTES TANTO EL OBTURADOR ACCIONADO DEL CONDUCTO DE ALIMENTACION COMO EL DEL CONDUCTO DE INYECCION , Y SITUADOS CERCA DEL ORIFICIO DE INYECCION.
FUNDICION INYECTADA DE OBJETOS DE MATERIAL PLASTICO CON NERVADURAS HUECAS.
(16/08/1997) SE DESCRIBE UN PROCESO Y APARATO PARA MOLDEO POR INYECCION Y UN ARTICULO DE PLASTICO CON UNA PORCION SALIENTE QUE SE FORMAN UTILIZANDO UNA CAVIDAD DE DERRAMAMIENTO . EL PROCESO INCLUYE LOS PASOS DE INYECCION SECUENCIAL DE PLASTICO FLUIDO Y GAS EN UNA CAVIDAD PATRON QUE TIENE UN ESPACIO QUE DEFINE POR LO MENOS UNA PORCION DE LA PARED DEL ARTICULO Y UN CANAL QUE DEFINE UNA PORCION SALIENTE DEL ARTICULO. SE INYECTA INICIALMENTE UNA CANTIDAD DE PLASTICO FLUIDO PARA RELLENAR SUSTANCIALMENTE LA CAVIDAD PATRON. UNA CARGA DE GAS PRESURIZADO SE INYECTA ENTONCES EN EL CANAL DE LA CAVIDAD PATRON PARA DESPLAZAR UNA PORCION DEL PLASTICO TODAVIA…
DISPOSITIVO DE CAMBIO DE PLASTICO.
(01/11/1996). Solicitante/s: HEHL, KARL. Inventor/es: HEHL, KARL.
UN DISPOSITIVO DE CAMBIO DE PLASTICO POSEE VARIOS AGUJEROS DE CONEXION 13C QUE SE PUEDEN CERRAR POR VALVULAS DE COMPUERTA 30 CONTROLABLES POR SEPARADO, PARA LA CONEXION A ELECCION DE TUBERIAS DE ALIMENTACION. LOS AGUJEROS DE CONEXION 13C ESTAN SITUADOS RADIALES ALREDEDOR DE UNA ABERTURA CENTRAL DE ALIMENTACION (10A) EN UN CUERPO BASICO 13 DEL DISPOSITIVO DE CAMBIO, LA CUAL SE PONE FUERA DE SERVICIO AL MENOS PARCIALMENTE POR LAS VALVULAS DE COMPUERTA 30. POR ELLO SE REDUCE TANTO EL ESPACIO NECESARIO PARA EL DISPOSITIVO DE CAMBIO COMO TAMBIEN EL GASTO EXIGIBLE PARA EL CONTROL DE LAS VALVULAS DE COMPUERTA.
RECICLADO DE PLASTICOS EN QUE SE AÑADEN POLIMEROS NUEVOS PARA MINIMIZAR DEGRADACIONES POR EL CALOR.
(01/04/1995). Solicitante/s: KRAUSS-MAFFEI AKTIENGESELLSCHAFT. Inventor/es: BURKLE, ERWIN, DR. DIPL.-ING., SPOTZL, MARKUS, DIPL.-ING. , ZWEIG, KONRAD, DIPL.-WIRTSCHING, KARLINGER, PETER, DIPL.-ING.
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO DE PLASTICOS. PARA QUE EN EL TRATAMIENTO DE PLASTICOS SIN PURIFICAR SE REDUZCAN LOS PROCESOS DE FUSION, SE PROPONE UNA PRIMERA FUSION DE LOS PLASTICOS, UNA SEGUNDA O MAS FUSIONES DE LOS PLASTICOS SIN PURIFICAR REGENERABLES, PARA QUE DESPUES DE UN PROCESO DE LIMPIEZA, PUEDAN SER DIRECTAMENTE CONDUCIDOS Y TRATADOS. EL GRANULADO DE PLASTICOS SIN PURIFICAR SERA, DE ESTA FORMA, PLASTIFICADO PROVECHOSAMENTE EN UN EXTRUSIONADOR , DESGASIFICADO Y LIMPIADO POR MEDIO DE FILTROS , Y LA MASA FUNDIDA LIMPIA ASI OBTENIDA ES LLEVADA DIRECTAMENTE A UNA UNIDAD DE PLASTIFICACION CON UNA MASA FUNDIDA DE MATERIAL NUEVO O UN GRANULADO PRIMARIO.
DISPOSITIVO PARA LA ALIMENTACION DE UNIDADES PARA LA COLADA POR INYECCION O POR EXTRUSION.
(01/03/1995). Solicitante/s: KRAUSS-MAFFEI AKTIENGESELLSCHAFT. Inventor/es: BRAMS, PETER, ING. GRAD., MEIXNER, FRANZ, ING., SCHULTHEIS, SVEN, DR.-ING.
PARA CONSEGUIR EN UN DISPOSITIVO PARA LA ALIMENTACION DE UNIDADES PARA LA COLOCADA POR INYECCION Y POR EXTRUSION, EL AVANCE CONTINUO DE MATERIAL, SIN IMPEDIMENTOS, DESDE EL HUSILLO DE TRANSPORTE 5 HASTA EL HUSILLO DOSIFICADOR 2, O HASTA LA ANTECAMARA DE LAS MAQUINAS PARA LA COLADA POR EMBOLO, SE PROPONE QUE EL HUSILLO DE TRANSPORTE 5 DESEMBOQUE DIRECTAMENTE EN EL HUSILLO DE DOSIFICACION 2 O EN LA ANTECAMARA. EL EJE LONGITUDINAL DEL HUSILLO DE TRANSPORTE 5 VA DISPUESTO PARA ELLO, PREFERENTEMENTE, EN EL MISMO ANGULO QUE LA INCLINACION G DEL HUSILLO DOSIFICADOR. EL DISPOSITIVO DE ALIMENTACION PROPUESTO SE PRESTA SOBRE TODO PARA LA PRODUCCION DE PIEZAS MOLDEADAS DE PLASTICO, REFORZADAS CON FIBRA DE VIDRIO, POR EL PROCEDIMIENTO DE COLADA POR INYECCION Y PARA LA TRANSFORMACION DE MATERIAL DE RECICLAJE, BIEN POR SEPARADO O EN UNION DE OTROS MATERIALES SINTETICOS O DE CARGA, PARA LA FABRICACION DE NUEVOS ARTICULOS DE PLASTICO.
CABEZAL VOLUMETRICO PARA LA APLICACION DE PRODUCTOS TERMOFUSIBLES.
(01/03/1994). Ver ilustración. Solicitante/s: MELER APLICADORES DE HOT-MELT, S.A.. Inventor/es: RAZQUIN MURGUI, JOSE MARIA.
CABEZAL VOLUMETRICO PARA LA APLICACION DE PRODUCTOS TERMOFUSIBLES, CARACTERIZADO PORQUE SE CONSTITUYE POR UN CILINDRO ACCIONADOR DE SIMPLE EFECTO, CUYO EMBOLO LLEVA ASOCIADO UN VASTAGO QUE SE INTRODUCE CON AJUSTE ESTANCO EN UNA CAMARA RECEPTORA DEL MATERIAL, LA CUAL DESEMBOCA A TRAVES DE UN CONDUCTO CON EL QUE SE HALLAN COMUNICADAS POR MEDIO DE RESPECTIVAS VALVULAS ANTAGONICAMENTE SINCRONIZADAS LA ENTRADA DE SUMINISTRO Y LA SALIDA DE EVACUACION DEL PRODUCTO; YENDO EL CILINDRO ACCIONADOR PROVISTO EN LA PARTE POSTERIOR CON UN TOPE REGULABLE DEL RECORRIDO HACIA ATRAS DEL EMBOLO, CON EL CUAL SE PUEDE GRADUAR LA CANTIDAD DE PRODUCTO PROYECTABLE EN CADA EMBOLADA.
RECIPIENTE DE POLIESTER COLOREADO Y TAMBIEN PREFORMA PARA TAL RECIPIENTE COLOREADO Y UN METODO PARA FABRICAR UN RECIPIENTE DE POLIESTER COLOREADO.
(16/01/1994). Solicitante/s: HOLLAND COLOURS APELDOORN B.V. Inventor/es: BES, RICHARD FRANCOIS THEODOR, KNOL, JAN DIRK.
SE DESCRIBE UN RECIPIENTE DE POLIESTER COLOREADO, OBTENIDO POR CONFORMADO POR INYECCION DE UNA PREFORMA INICIADA A PARTIR DE GRANULADO DE POLIESTER INCOLORO, A LA QUE SE AÑADE UNA COMPOSICION DE COLORANTE PARTICULADO. LA COMPOSICION DE COLORANTE PARTICULADO USADA ES UNA MEZCLA INTIMA PARTICULADA DE UN COLORANTE Y/O UN PIGMENTO Y UN SOPORTE SOLIDO SIMILAR A CERA, QUE TIENE UN PUNTO DE FUSION SUPERIOR A 45 (GRADOS) C. LA PREFORMA OBTENIDA SE TRANSFORMA A LA FORMA FINAL POR SOPLADO. LA INVENCION TAMBIEN SE REFIERE A UNA PREFORMA Y A UN METODO PARA PRODUCIR EL RECIPIENTE DE POLIESTER COLOREADO DESCRITO.
Instalación de cambio del plástico en una unidad de fundición inyectada de plásticos.
(01/12/1993) Instalación de cambio de plástico en una unidad horizontal de fundición inyectada de plásticos cuyo cilindro plastificador por el dorso es acogido en un bloque-soporte con una regleta guia que se extiende transversalmente respecto al eje de inyección (s-s) de la unidad de fundición inyectada, que muestra un orificio de paso (18b) que junto con un canal alimentador forma un canal de transporte hacia el cilindro plastificador , con una plancha de desplazamiento desplazable a motor sobre la regleta guia que está dotada de taladros de enlace (17c, 17c', 17c"), que se pueden cerrar mediante compuertas…
DISPOSITIVO PARA LA ALIMENTACION DE UNIDADES DE FUNDICION A PRESION.
(16/11/1993). Solicitante/s: KRAUSS-MAFFEI AKTIENGESELLSCHAFT. Inventor/es: MEIXNER, FRANZ.
EN LA ALIMENTACION DE LAS UNIDADES DE FUNDICION A PRESION CON MATERIAL DE FLUJO LIBRE O VISCOSO COMO POR EJEMPLO MATERIALES DE POLIESTER, CARGADOS DE FIBRAVIDRIO SE OJIVAN TAL MATERIALES DE TORNILLOS SINFIN NO AUTOMATICOS. PARA POSIBILITAR EL IMPULSO CONTINUO DE UN TORNILLO DE TRANSPORTE SOBRE UNA CAJA DE RELLENO CON TALES MATERIALES, LA CAJA DE RELLENO ESTA FORMADA COMO UN CUERPO DE ROTACION CON UN MANGUITO GIRATORIO SOBRE EL EJE DE ROTACION (A), DONDE EL TORNILLO DE TRANSPORTE ESTA LLEVADO EN EL CAMPO DE LA SUPERFICIE INTERIOR DEL MANGUITO A TRAVES DEL CUERPO DE ROTACION. A TRAVES DEL INVENTO SE CONSIGUE, QUE EL MATERIAL DE RELLENO SE ARRASTRE CONTINUAMENTE MEDIANTE EL ROZAMIENTO DE PARTIDA DE TRANSPORTE Y ASI SE IMPULSE EL TORNILLO DE TRANSPORTE CON EL MATERIAL CONTINUAMENTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}