CIP-2021 : B22D 17/24 : Accesorios para la colocación y el mantenimiento en su sitio de los machos o de los insertos.
CIP-2021 › B › B22 › B22D › B22D 17/00 › B22D 17/24[3] › Accesorios para la colocación y el mantenimiento en su sitio de los machos o de los insertos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión.
B22D 17/24 · · · Accesorios para la colocación y el mantenimiento en su sitio de los machos o de los insertos.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo para la fabricación de un bloque motor con forma constructiva en V.
(02/10/2019). Solicitante/s: KS HUAYU AluTech GmbH. Inventor/es: ZIEGLER,STEFFEN, DR. BEER,STEPHAN, DR. KLIMESCH,CHRISTIAN, URHAHN,LUDGER, DEUSER,REINER.
Dispositivo para la fabricación de un bloque motor con forma constructiva en V con un molde exterior con partes de molde para la formación del bloque motor , pinolas que se pueden desplazar para la formación de cilindros al interior del molde , al menos un núcleo que está dispuesto en el molde para la formación de una parte del espacio de cigüeñal , y que se puede retirar tras la colada, así como
al menos un núcleo de alimentación que está dispuesto en el interior del molde ,
caracterizado por que
el al menos un núcleo de alimentación está dispuesto entre pinolas situadas opuestas de los dos bancos de cilindros en el lado del espacio de cigüeñal orientado hacia las pinolas.
PDF original: ES-2762161_T8.pdf
PDF original: ES-2762161_T3.pdf
Método para fabricar un quemador de gas.
(03/08/2016) Método para fabricar un quemador de gas del tipo que comprende un recipiente , dotado de al menos una parte cónica tubular de un mezclador con efecto Venturi axial, y conformado para acoplarse con un cabezal de quemador dotado de al menos un difusor de llama, en el que dicho recipiente está hecho en una única pieza mediante fundición o fundición a presión en un molde adecuado, y que comprende en secuencia las siguientes etapas:
a) disponer un molde con al menos dos carcasas , para la fundición o fundición a presión de dicho recipiente ;
b) disponer al menos un núcleo que podría insertarse de manera extraíble en dicho molde , teniendo dicho núcleo al menos una porción saliente conformada con al menos una parte cónica tubular del perfil de dicho…
Procedimiento para la colada a presión de piezas de fundición metálicas articuladas.
(22/08/2012). Solicitante/s: TRIMET ALUMINIUM AG. Inventor/es: SCHINDLER,ECKHARD DIPL.-ING, STETS,KAI DIPL.-ING, STRUBE,MICHAEL.
Procedimiento para la colada a presión de piezas de fundición metálica articuladas de aluminio o piezas defundición de aluminio con canales, tubos de presión o secciones de pared articuladas en un molde de fundición apresión usando correderas, elementos de grabado e insertos, estando los insertos provistos como perfiles huecosabiertos o cerrados con protuberancias o engrosamientos en su pared y siendo los insertos posicionados y fijadosantes de la colada, caracterizado porque los insertos están en sus protuberancias o engrosamientos posicionadosen puntos de contacto puntuales del molde de fundición a presión y, al cerrar el molde de fundición a presión, fijadosentre las mitades de molde, correderas o correderas y mitades de molde, porque los tubos de presión son cerradosantes de la colada e inmersos en el material de fundición a presión, con excepción de los apoyos puntuales, y, acontinuación, los extremos de los tubos de presión son mecanizados y, consecuentemente, expuestos.
PDF original: ES-2393381_T3.pdf
Procedimiento de fabricación de bloque cilíndrico.
(09/05/2012) Un procedimiento de fabricación de bloque cilíndrico que comprende:
proporcionar una primera matriz que forma una porción de una cavidad (6a) de moldeo de la superficie decubierta de una cavidad de moldeo de bloque cilíndrico;
proporcionar una segunda matriz que forma una porción de una cavidad (6b) de moldeo de la cámara decigüeñal de la cavidad de moldeo de bloque cilíndrico;
proporcionar un soporte del revestimiento que incluye una sección (4a) de eje y una sección (4b) de presiónque sobresale desde la sección (4a) de eje de una forma escalonada, de manera que tiene un diámetro mayorque la sección (4a) de eje para formar una configuración sobrecolada del revestimiento;
determinar si una temperatura de la primera y segunda matrices (1 y 2) es mayor que una temperaturaprescrita (T*);
precalentar…
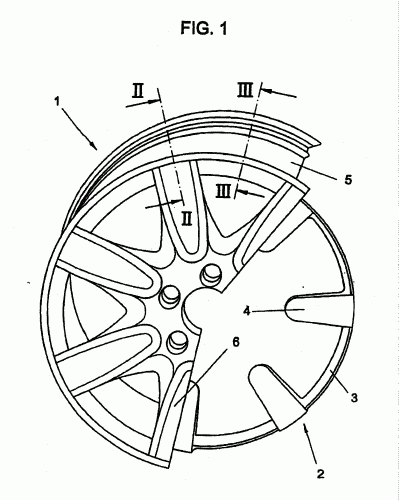
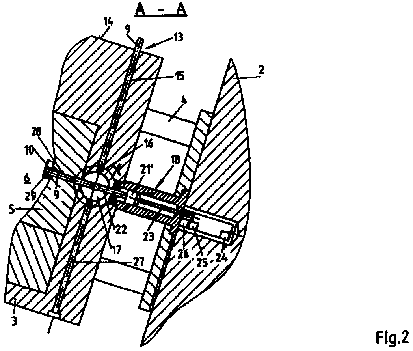
PROCEDIMIENTO PARA LA FABRICACION DE UNA LLANTA DE RUEDA DE FUNDICION Y MOLDE DE FUNDICION PARA ELLO.
(16/05/2004). Ver ilustración. Solicitante/s: AUSTRIA ALU-GUSS-GESELLSCHAFT MBH. Inventor/es: LANGGARTNER, JOHANN.
Procedimiento para la fabricación de una llanta de rueda de fundición de metal ligero mediante vertido en un molde de fundición, introduciéndose en el molde de fundición al menos una pieza de macho de espuma de metal preconformada, fijándola en posición en el mismo con ayuda de elementos posicionadores y cubriéndola finalmente con la fundición de metal ligero, caracterizado porque durante la cubrición de la pieza de macho con la fundición del metal ligero el gas que sale de la pieza de macho al producirse su calentamiento a consecuencia de la expansión que ello lleva consigo, es evacuado al exterior a través de al menos un elemento de venteo instalado en el molde de fundición y a través de al menos una abertura de venteo en el molde de fundición.
PIEZA DE FUNDICION CON ORIFICIO DE ROSCA, ASI COMO DISPOSITIVO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/11/2003). Solicitante/s: FERCO INTERNATIONAL FERRURES ET SERRURES DE BATIMENT. Inventor/es: LEJEUNE, JEAN-MARIE.
Procedimiento para la fabricación de una pieza de fundición con orificio con rosca, con las operaciones siguientes: - colocación de una espiral de alambre , enrollada sin dejar huecos, en el espacio hueco de un molde de colada , estando la espiral de alambre sujetada y centrada por medio de una clavija de sujeción esencialmente cilíndrica, sujeta en las paredes del molde de colada; - cierre del molde de colada ; - realización de la operación de colada con material fundido, de manera que la espiral de alambre queda empotrada en el material fundido que la rodea y el espacio interior de la espiral de alambre , libre de material fundido, forma el orificio con rosca; caracterizado porque, en por lo menos un extremo de la espiral de alambre , las últimas espiras de la espiral de alambre son ensanchadas por medio de una parte cónica (13b, 17a) de la clavija.
DISPOSITIVO PARA ALIMENTAR PIEZAS DE INSERCION A UN MOLDE DE UNA MAQUINA DE COLADA A PRESION O DE COLADA POR INYECCION.
(01/02/2000). Ver ilustración. Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH GEORG, GOTZ, WOLFGANG, SCHWARZ, TOBIAS.
SE PROPONE UN DISPOSITIVO QUE SIRVE PARA UNA CONDUCCION O INSERCION CONTINUA DE PIEZAS EN UN MOLDE PARA FUNDICION DE UNA MAQUINA DE MOLDEO A PRESION O POR INYECCION. PARA PERMITIR UNA CONDUCCION EXACTA DE LAS PIEZAS DE INSERCION, EL MARCO DEL MOLDE MUESTRA UN CANAL DE CONDUCCION PARA LAS PIEZAS DE INSERCION A INTRODUCIR, ESTANDO PREVISTOS UNOS MEDIOS ADICIONALES PARA UN POSICIONAMIENTO EXACTO DE LA PIEZA DE INSERCION EN EL MOLDE DE FUNDICION.
MACHO CON PORTAMACHO ENMARCADO PARA MOLDE Y COQUILLA.
(01/12/1997). Solicitante/s: DOEHLER-JARVIS LIMITED PARTNERSHIP. Inventor/es: BADENHOPE, ROBERT I.
UN REGISTRO ENMARCADO ESTA CONECTADO A UN MACHO EXPANDIBLE PARA UN TROQUEL DE TROQUELADO A ALTA PRESION , DICHO REGISTRO ESTA SEPARADO HACIA EL EXTERIOR Y RODEA LA CAVIDAD EN EL TROQUEL. LA PIEZA DE FUNDICION Y SU CAVIDAD EN EL TROQUEL TIENE AL MENOS UN LADO ABIERTO DENTRO DEL CUAL SE POSICIONA EL MACHO, DE MANERA QUE FORME UNA CAMISA ALREDEDOR DE LA CAVIDAD EN UNA PIEZA DE FUNDICION. EL TROQUEL TIENE EN SU SUPERFICIE UNA BOLSA PARA SENTAR EL MARCO DEL REGISTRO Y SUS CONEXIONES AL MACHO, DICHA BOLSA ESTA SEPARADA Y FUERA DE LA CAVIDAD DE MOLDEADO EN EL TROQUEL.
PROCEDIMIENTO DE MOLDEO Y DE FABRICACION DE UN BLOQUE DE CULATA PARA MOTOR DE COMBUSTION INTERNA, ESTRUCTURA DE MOLDE PARA LA OPERACION DEL PROCEDIMIENTO Y BLOQUE DE CULATA OBTENIDO SIGUIENDO LOS PROCEDIMIENTOS DE MOLDEO Y FABRICACION.
(01/12/1991). Solicitante/s: AUTOMOBILES PEUGEOT AUTOMOBILES CITROEN. Inventor/es: DUPIN, JEAN.
EL PRESENTE INVENTO TRATA ESENCIALMENTE DE UN PROCEDIMIENTO DE MOLDEO DE UN BLOQUE DE CULATA PARA MOTOR DE COMBUSTION INTERNA Y ESTRUCTURA DEL MOLDE PARA LA OPERACION DE ESTE PROCEDIMIENTO. LA ESTRUCTURA DEL MOLDE SE CARACTERIZA EN QUE CONSTA DE UN DISPOSITIVO DE MANTENIMIENTO DE UN ELEMENTO DE REFUERZO EN CERAMICA DE UNA RAMA DEL BLOQUE DE CULATA COOPERANDO CON LA LEVA DE UN ARBOL DE LEVAS Y QUE TIENE UNA PARTE FORMANDO UN PASADOR DISPUESTO SOBRE EL EXTREMO DEL ELEMENTO DE REFUERZO Y DE UN CONJUNTO QUE FORMA PULSADOR SITUADO POR ENCIMA DE LA PARTE QUE FORMA EL PASADOR PARA MANTENER ESTE EN APOYO FORZADO SOBRE EL ELEMENTO DE REFUERZO . EL PRESENTE INVENTO ENCUENTRA APLICACION EN EL DOMINIO DEL AUTOMOVIL.
LOCALIZADORES PARA MACHO CONSUMIBLE EN UN TROQUEL DE FUNDICION EN TROQUEL.
(16/07/1991) LOCALIZADORES PARA MACHO CONSUMIBLE EN UN TROQUEL DE FUNDICION EN TROQUEL QUE TIENEN EXTREMOS CON MUESCAS, CADA UNO DE LOS CUALES RESTRINGE SIMULTANEAMENTE EL MOVIMIENTO DE UN MACHO CONSUMIBLE EN DOS DIRECCIONES ORTOGONALES EN UN TROQUEL DE FUNDICION EN TROQUEL. UNA PLURALIDAD DE ESTOS NUEVOS PASADORES SOLOS Y CON OTROS PASADORES SE PROYECTAN DENTRO DEL ESPACIO EXISTENTE ENTRE LA CAVIDAD IMPRESA EN UN TROQUEL DE FUNDICION EN TROQUEL Y LA PORCION IMPRESA DE UN MACHO CONSUMIBLE POSICIONADO EN TAL CAVIDAD. OTROS PASADORES QUE TIENEN EXTREMOS AHUSADOS PRECISAN ALOJAMIENTOS ESPECIALES EN LA SECCION IMPRESA DEL MACHO, CUYOS ALOJAMIENTOS TIENEN LADOS QUE DEBEN FORMARSE ADYACENTES A LAS SUPERFICIES AHUSADAS DE ESTOS PASADORES. LAS CONFIGURACIONES DEL ESPACIO ALREDEDOR DE LAS PORCIONES IMPRESAS DE LOS MACHOS PERMITEN QUE EL METAL FUNDIDO QUE SE INYECTA…
{kind=link}
{kind=link}