CIP-2021 : F42B 5/30 : de material plástico.
CIP-2021 › F › F42 › F42B › F42B 5/00 › F42B 5/30[2] › de material plástico.
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F42 MUNICIONES; VOLADURA.
F42B CARGAS EXPLOSIVAS, p. ej. PARA VOLADURA; FUEGOS ARTIFICIALES; MUNICIONES (composiciones explosivas C06B; espoletas para municiones F42C; voladura F42D).
F42B 5/00 Municiones en cartucho, p. ej. cargas propulsivas sin proyectil (municiones para escopetas de caza F42B 7/00; municiones para entrenamiento o instrucción F42B 8/00; proyectiles para municiones en cartucho F42B 12/00, F42B 14/00, F42B 15/00).
F42B 5/30 · · de material plástico.
CIP2021: Invenciones publicadas en esta sección.
Vaina de munición polimérica.
(23/10/2019) Una vaina de munición polimérica que comprende: un cuerpo hueco cilíndrico que define una cavidad interna formada, al menos parcialmente, por un material polimérico, definiendo el cuerpo hueco cilíndrico además un eje longitudinal y teniendo un extremo de fulminante y un extremo de proyectil, en donde el cuerpo está formado por una parte de cuerpo próxima al extremo de fulminante y una parte de cuello próxima al extremo de proyectil, y en donde el diámetro del cuerpo hueco cilíndrico se ahúsa de tal manera que el diámetro de la parte de cuerpo es más grande que el diámetro de la parte de cuello ; caracterizado por que solo la longitud longitudinal de la parte de cuello de la vaina de munición polimérica se prolonga de tal manera que la longitud total del cuerpo de vaina es al menos…
VAINA DE CARTUCHO DE PLASTICO Y DISPOSITIVO PARA LA PRODUCCION DE LA MISMA.
(08/03/2010) Vaina de cartucho de plástico, formada a modo de copa de pared delgada con una superficie externa cilíndrica y que tiene una superficie interna y una membrana de retención que separa la parte de combustión de vaina de cartucho para la carga y la parte para la instalación del pistón, caracterizada porque dicha superficie interna está dividida en tres partes cónicas con una longitud y ahusamiento que aumenta desde una parte inferior con una abertura para un pistón, y porque dicha membrana de retención tiene un grosor de 0,2 - 0,5 mm
PIEZA DE MATERIAL TERMOPLASTICO FOTODEGRADABLE.
(16/07/2003). Solicitante/s: CHEDDITE FRANCE. Inventor/es: BAUD, JEAN-JACQUES, NOHARET, JEAN.
LA INVENCION CONSISTE EN UNA PIEZA GRUESA OBTENIDA A PARTIR DE UN MATERIAL TERMOPLASTICO FOTODEGRADABLE Y QUE PRESENTA UN ESPESOR DE AL MENOS 100 MI}M; DICHO MATERIAL COMPRENDE UNA MATRIZ POLIOLEFINICA, AL MENOS UN AGENTE COLORANTE QUE CONFIERE A LA MATRIZ UN COLOR INICIAL, Y UN AGENTE FOTODEGRADANTE DE LA CITADA MATRIZ POLIOLEFINICA, CUYO AGENTE FOTODEGRADANTE COMPRENDE AL MENOS UN AGENTE FOTOINICIADOR Y UN LIGANDO; EL AGENTE COLORANTE COMPRENDE AL MENOS UN COLORANTE FOTOTRANSFORMABLE CUYA FOTOTRANSFORMACION CONDUCE A LA VEZ A (A) UNA MODIFICACION VISIBLE A SIMPLE VISTA DE LA COLORACION INICIAL Y A (B) UNA GANANCIA DE TRANSPARENCIA RELATIVA A LA LUZ ULTRAVIOLETA, SIENDO LA MODIFICACION (A) MAS RAPIDA QUE LA GANANCIA DE TRANSPARENCIA (B), DEBIDO A LO CUAL LA FOTOTRANSFORMACION DEL O DE LOS COLORANTES COMIENZA ANTES QUE LA FOTODEGRADACION DE LA MATRIZ POLIOLEFINICA.
Vainas para cartuchos de escopetas y cartuchos hechos con estas.
(01/05/2002). Solicitante/s: TOMSCOT HB. Inventor/es: KARLSSON, ROLAND, JOHANSSON, KONNY.
Vaina de cartucho de escopeta comprendiendo un cuerpo con una pared cilíndrica y una parte base con un orificio central previsto para una cápsula fulminante, estando hechos el cuerpo y la parte base como una unidad integral de un material plástico moldeable por inyección, disponiéndose una serie de ranuras que se extienden sustancialmente en dirección axial de la vaina, que van desde el plano del extremo de la parte de la base, caracterizada porque dichas ranuras forman juntas varias regiones parciales delimitadas radial y circunferencialmente , p.e. tacones , que se pueden desplazar axialmente debido a los gases de la carga de pólvora.
VAINA PARA CARTUCHO DE ESCOPETA.
(16/06/1997). Solicitante/s: THE KENT CARTRIDGE MANUFACTURING CO. LTD. Inventor/es: GODFREY-PHILLIPS, A. H. THE KENT CARTRIDGE MFG CO, CHAPMAN, GRAHAM.
UN CARTUCHO DE POLIOLEFINA EXTRUIDA ES DEGRADABLE CUANDO SE DESCARGA EN EL ENTORNO. ESTO SE CONSIGUE INCLUYENDO EN EL PLASTICO DE LA CAJA UN ADITIVO EL CUAL INICIA LA DEGRADACION SOLO CUANDO SE DISPARA.
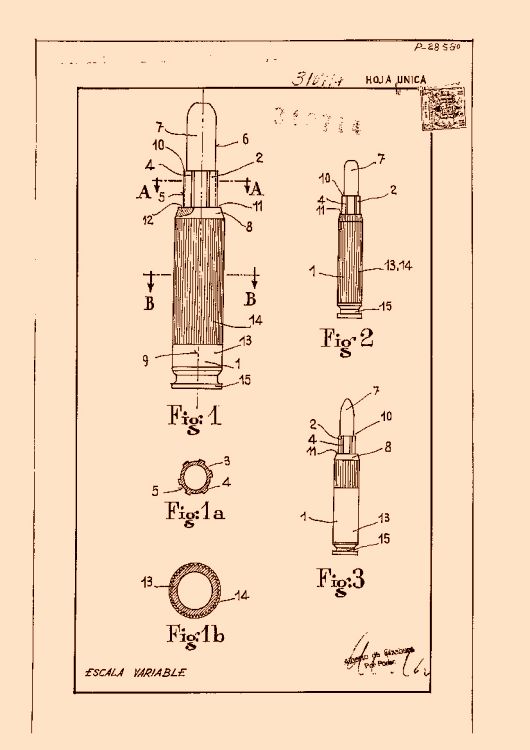
CARTUCHO PARA ARMAS DE FUEGO.
(16/02/1993). Solicitante/s: STEYR-DAIMLER-PUCH AKTIENGESELLSCHAFT. Inventor/es: ZEDROSSER, ULRICH, ING.
UN CARTUCHO NORMAL PRESENTA UNA VAINA CERRADA EN EL LADO DEL PISTON, QUE ALOJA UNA CARGA IMPULSORA Y UN FULMINANTE , FORMANDO UNA MONTURA A MODO DE BOTE EN EL LADO DEL PROYECTIL, AL OBJETO DE INCORPORAR UN PROYECTIL DE CALIBRE MACIZO ; MIENTRAS QUE LA PARTE ANTERIOR (2B) QUE CONSTITUYE LA MONTURA TERMINA EN UNA SUPERFICIE FRONTAL NORMAL RESPECTO AL EJE, Y POSEE UNA CAPSULA QUE, A EXCEPCION DE DICHA SUPERFICIE, DISCURRE ESENCIALMENTE ESTILIZANDOSE DE FORMA CONCAVA. PARA CONSEGUIR UN CARTUCHO DE FACIL FABRICACION, INICIACION FIABLE Y DE ASENTAMIENTO ESTANCO A LOS GASES EN LA RECAMARA, LA PARTE ANTERIOR (2B) PRESENTA EN ESTE CASO UNA RANURA ANULAR (B) EN LA ZONA TERMINAL OPUESTA A LA SUPERFICIE FRONTAL, ABIERTA HACIA EL INTERIOR, PARA LA ADMISION DEL FULMINANTE.
PROCEDIMIENTO PARA DISMINUIR LAS FUERZAS DE ROZAMIENTO EN LA OBTENCION DE TUBOS PARA CARTUCHOS.
(16/06/1991). Solicitante/s: HOECHST AKTIENGESELLSCHAFT. Inventor/es: PFAHLER, GERHARD DR., GEBLER, HORST, DR., SCHINDLER, ARNOLD, DR.
SI EN LA OBTENCION DE TUBOS PARA CARTUCHOS SE EMPLEA UNA MASA PARA MOLDEO DE POLIETILENO DE ALTA DENSIDAD QUE CONTENGA UN LUBRICANTE SE PUEDE TRABAJAR SIN DIFICULTAD INCLUSO A ALTAS VELOCIDADES DE PRODUCCION.
PROCEDIMIENTO DE FABRICACION DE CARTUCHOS O DE SUS ELEMENTOS PARA ARMAS DE FUEGO.
(12/01/1984). Solicitante/s: DYNAMIT NOBEL AKTIENGESELLSCHAFT.
PROCEDIMIENTO DE FABRICACION DE CARTUCHOS O DE SUS ELEMENTOS PARA ARMAS DE FUEGO.CONSISTE EN: UNA PRIMERA ETAPA EN LA QUE SE MOLDEA POR INYECCION A BASE DE POLIETILENO, CON UNA MAQUINA POR HUSILLO, UNA VAINA DE POLIETILENO CON REPLICA DE PROYECTIL PARA EL CARTUCHO, A UNA PRESION DE INYECCION DE HASTA 2.000 BARES; UNA SEGUNDA ETAPA EN LA QUE SE RETICULA EL POLIETILENO MEDIANTE IRRADIACION CON RADIACIONES ELECTRONICAS RICAS EN ENERGIA CON UNA DOSIS ENTRE 5 A 50 M LA TEMPERATURA DE UTILIZACION DEL POLIETILENO ESTA COMPRENDIDA ENTRE 250 Y 350JC. EL GRADO DE RETICULACIONCONSEGUIDO DEBERA ESTAR COMPRENDIDO ENTRE EL 40 Y 90. EL POLIETILENO NO RETICULADO, EMPLEADO PARA EL CARTUCHO TIENE UN PESO MOLECULAR ENTRE 80.000 Y 120.000, CON UNA DENSIDAD NO SUPERIOR A 0,94 G/CM.
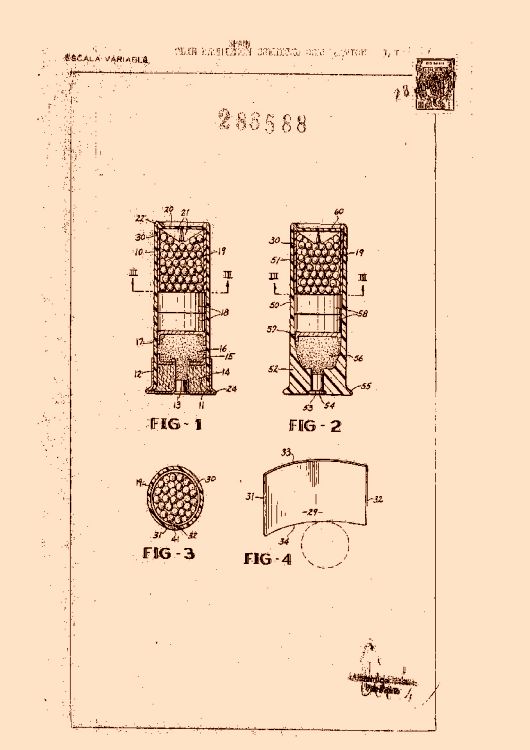
TIRA DE CEBOS PARA ARMAS DE JUGUETE.
(16/12/1982). Solicitante/s: WICKE GMBH & CO.
TIRA DE CEBOS PARA ARMAS DE JUGUETE. CARACTERIZADA PORQUE PRESENTA EN DIRECCION LONGITUDINAL VARIOS CUERPOS DE ALOJAMIENTO EN FORMA DE CUENCO, CONFORMADOS UNO TRAS OTRO, PARA LAS CARGAS FULMINANTES ; PORQUE A CADA CUERPO DE ALOJAMIENTO ESTA ASOCIADA UNA SUPERFICIE DE TOPE PARA EL TRANSPORTE DE DICHA TIRA DE CEBOS; PORQUE LA SUPERFICIE DE TOPE ESTA FORMADA POR LEVAS DE TRANSPORTE DISPUESTAS A AMBOS LADOS DE LA TIRA DE CEBOS, JUNTO A LOS CUERPOS DE ALOJAMIENTO ; PORQUE LA PARED INTERIOR DEL CUERPO DE ALOJAMIENTO EN FORMA DE CUENCO SE LISA; Y PORQUE LOS CUERPOS DE ALOJAMIENTO ESTAN PROVISTOS DE ALMAS QUE UNEN ENTRE SI LOS BORDES ENGROSADOS DE LOS MISMOS.
PROCEDIMIENTO DE FABRICACION DE VAINAS PARA CARTUCHOS.
(16/11/1977). Solicitante/s: ZIGOR, S. A.
FABRICACION DE VAINAS PARA CARTUCHOS. SE INICIA REALIZANDO SEPARADAMENTE UN TUBO EXTRUSIONADO Y UN CULOTE OBTENIDO POR INYECCION, AMBOS DE NATURALEZA PLASTICA PREFERENTEMENTE. EL CULOTE PRESENTA UN REBORDEADO Y UNA PORCION CILINDRICA EXTERIOR REBAJADA CUYO DIAMETRO CORRESPONDE CON EL DEL INTERIOR DEL TUBO. AMBOS ELEMENTOS SE CONSOLIDAN MEDIANTE ULTRASONIDO, RAYOS LASER DE FRECUENCIA APROPIADA, POR FROTAMIENTO MECANICO GENERADOR DE CALOR, O MEDIANTE UN PEGAMENTO APROPIADO.
UN DISPOSITIVO DE CARTUCHO DE FOGUEO O DE EJERCICIO.
(01/12/1965). Ver ilustración. Solicitante/s: DYNAMIT NOVEL A. G.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE CARTUCHOS DE ESCOPETA.
(16/08/1963). Ver ilustración. Solicitante/s: OLIN MATHIESON CHEMICAL CORPORATION.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE MIEMBROS DE VAINAS PARA SU USO EN CARTUCHOS DE ESCOPETA.
(16/03/1961). Solicitante/s: COVINGTON, ROBERT ALLEN
DAUBENSPECK, BENJAMÍN KECK
DICKEY, REX EUGENE
YACKO, EDWARD MICHAEL.
Mejoras introducidas en la fabricación de miembros de vainas de características de resistencia suficientemente elevadas para uso en cartuchos de escopeta, caracterizadas porque dichos miembros están formados por una composición que comprende un etileno sintético sustancialmente lineal, esencialmente cristalino, tenaz, sólido, que tiene una densidad de recocido de 0,94, por lo menos, y del cual, 90%, por lo menos, está formado por etileno, teniendo dicho polímero una estructura molecular bidireccionalmente orientada que es estable a temperaturas hasta de 65,55º C.
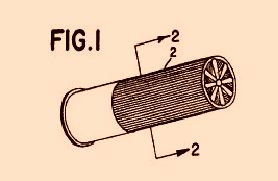
UN MÉTODO PARA FABRICAR VAINAS DE CARTUCHOS DE ESCOPETA.
(16/01/1961). Ver ilustración. Solicitante/s: COVINGTON, ROBERT
KECK DAUBENSPECK, BENJAMÍN
DICKEY, REX EUGENE
YACKO, EDWARD MICHAEL.
Un método para fabricar vainas de cartuchos de escopeta, que comprende el tratamiento de tubo sin costura de pared gruesa compuesto de una composición polímera orgánica termoplástico, de peso molecular elevado, para mejorar su resistencia y su estabilidad dimensional en condiciones de almacenaje a temperaturas diferentes, que incluye las operaciones de trabajar en frío el tubo en la dirección axial y la circunferencial, y tratar por el calor la composición elevando su temperatura hasta cerca de su punto de fusión, pero por debajo del mismo, y dejándole que se enfríe mientras se restringe el material contra la contracción axial y circunferencial.
{kind=link}
{kind=link}
{kind=link}