Tratamiento superficial con láser para caras de junta mecánica de estanquidad.
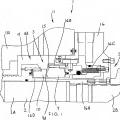
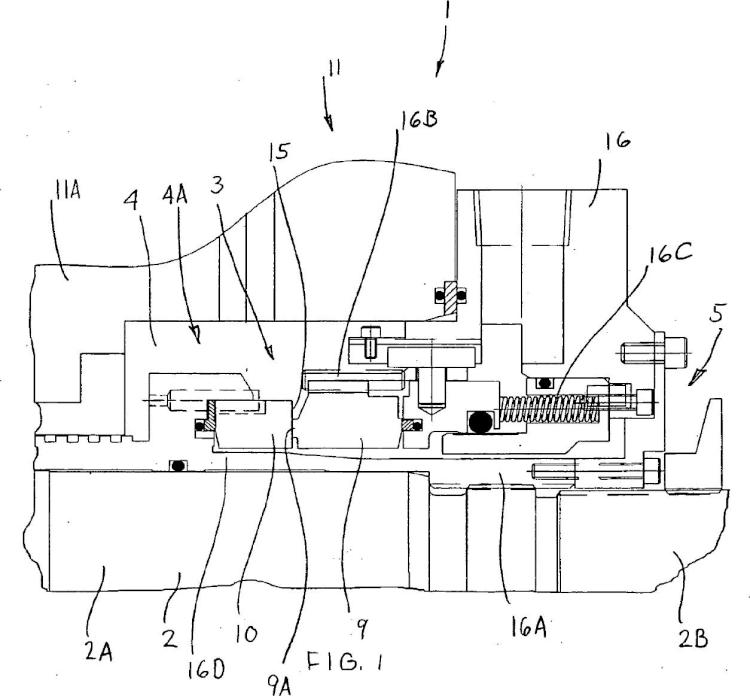
Un método para formar un anillo de estanquidad resistente a la corrosión (3) para una junta mecánica de estanquidad (1) que tiene anillos de estanquidad primero (10) y segundo (9) donde dicho primer anillo de estanquidad (10) está configurado para montaje en un eje de rotación (2) de manera que gire con dicho eje alrededor de un eje de eje y dicho otro anillo de estanquidad (9) está configurado para montaje estacionario en un alojamiento de junta de estanquidad (16) de manera que permanezca estacionario durante la rotación de dicho anillo de estanquidad montado en eje,
teniendo dichos anillos de estanquidad primero y segundo respectivas caras de extremo (15, 9A) que definen caras de junta de estanquidad opuestas que miran axialmente una hacia otra en relación opuesta estrecha y giran una con relación a otra durante la rotación del eje para definir una región de estanquidad (19) que se extiende radialmente a través de dichas caras de extremo y separa de forma estanca una cámara de fluido de proceso de una cámara de estanquidad (4) dispuesta adyacente a dichos anillos de estanquidad, estando formados dichos anillos de estanquidad primero y segundo respectivamente de diferentes materiales de anillo de estanquidad primero y segundo que tienen respectivos niveles de conductividad eléctrica primero y segundo que difieren uno de otro, incluyendo el método los pasos de:
proporcionar un anillo de estanquidad (10) que tiene diámetros interior (18) y exterior (17) que se extienden alrededor de un eje de anillo de estanquidad, estando formado dicho anillo de estanquidad de dicho primer material de anillo de estanquidad de manera que tenga un nivel de conductividad eléctrica original que se define por las propiedades conductoras originales de dicho primer material de anillo de estanquidad de tal manera que dicho nivel de conductividad eléctrica original defina dicho primer nivel de conductividad eléctrica, teniendo dicho primer anillo de estanquidad dicha cara de junta de estanquidad (15) dispuesta entre dichos diámetros interior y exterior y exhibiendo propiedades de cara de junta de estanquidad donde dicho nivel de conductividad eléctrica original se extiende a través de dicha cara de junta de estanquidad;
tratar dicha cara de junta de estanquidad (15) de dicho primer anillo de estanquidad (10) por un proceso de tratamiento con láser para modificar las propiedades de cara de junta de estanquidad de dicho primer anillo de estanquidad de tal manera que dicho nivel de conductividad eléctrica original se cambie a un nivel de conductividad eléctrica modificado sobre dicha cara de junta de estanquidad, poniéndose dicho nivel de conductividad eléctrica modificado muy próximo a dicho segundo nivel de conductividad eléctrica de dicho segundo anillo de estanquidad (9) para minimizar por ello la electrocorrosión entre dichas caras de junta de estanquidad de dichos anillos de estanquidad primero y segundo en aplicaciones de junta mecánica de estanquidad propensas a electrocorrosión; y aplicándose dicho proceso de tratamiento con láser a dicha cara de junta de estanquidad (15) de dicho primer anillo de estanquidad (10) de tal manera que dicho primer anillo de estanquidad tenga dicho nivel de conductividad eléctrica modificado en una capa en dicha cara de junta de estanquidad y tenga dicho nivel de conductividad eléctrica original extendiéndose a través del grosor axial restante de dicho primer anillo de estanquidad.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/003741.
Solicitante: Flowserve Management Company.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 5215 North O'Connor Boulevard, Suite 2300 Irving, TX 75039 ESTADOS UNIDOS DE AMERICA.
Inventor/es: YOUNG,LIONEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- F16J15/34 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16J PISTONES; CILINDROS; RECIPIENTES A PRESION EN GENERAL; JUNTAS DE ESTANQUEIDAD. › F16J 15/00 Juntas de estanqueidad. › con un anillo deslizante oprimido contra la cara más o menos radial de una de las dos partes.
PDF original: ES-2549868_T3.pdf
Fragmento de la descripción:
Tratamiento superficial con láser para caras de junta mecánica de estanquidad Campo de la invención La invención se refiere a un anillo de estanquidad para ejes rotativos y se refiere más en concreto a un anillo de estanquidad que tiene una cara de junta de estanquidad donde las propiedades superficiales de la cara de junta de estanquidad son modificadas por un proceso por láser aplicado a la cara de junta de estanquidad para minimizar la electrocorrosión en la cara de junta de estanquidad, y se refiere además al proceso de tratamiento superficial con láser para formar dicho anillo de estanquidad (véase por ejemplo US 2003/0209859 A1) .
Antecedentes de la invención Para sellar ejes rotativos de bombas, compresores y análogos, es conocido proporcionar en el eje una junta de estanquidad de eje sin contacto, que incluye un par de anillos de estanquidad axialmente adyacentes donde un anillo de estanquidad gira con el eje y el otro anillo de estanquidad está conectado de forma no rotativa a un alojamiento de junta de estanquidad. Cada anillo de estanquidad incluye una cara de extremo que mira axialmente donde las caras de junta de estanquidad están dispuestas en relación opuesta estrecha para definir una región de estanquidad que se extiende radialmente entre los diámetros exterior e interior de los anillos de estanquidad. El fluido sellado en juntas de estanquidad convencionales puede ser un líquido o un gas, y la región de estanquidad evita o minimiza la migración o el escape del fluido radialmente a través de las caras de junta de estanquidad.
Más en concreto, las caras de junta de estanquidad están dispuestas típicamente en contacto una con otra cuando el eje no está girando para definir por ello una junta de estanquidad estática. Además, al menos una de las caras de junta de estanquidad incluye una configuración de cara hidrodinámica que genera una película de fluido entre las caras de junta de estanquidad durante la rotación del eje para reducir, si no eliminar, el contacto entre las caras de junta de estanquidad.
Las configuraciones de cara hidrodinámicas son conocidas e incluyen caras onduladas, ranuras en espiral, ranuras en T y análogos. Las configuraciones de cara se forman en las caras de junta de estanquidad a través de varios procesos e implican típicamente proporcionar una cara plana y luego quitar material de la cara de junta de estanquidad a una profundidad muy pequeña. Los anillos de estanquidad incluyen típicamente un anillo de estanquidad de carbono y un anillo de estanquidad de carburo de silicio que es una combinación de materiales conocida.
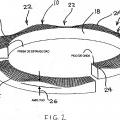
Aunque tales juntas de estanquidad mecánicas se pueden utilizar fácilmente en una amplia variedad de entornos, en aplicaciones de estanquidad específicas, por ejemplo, en la industria energética y primariamente en juntas de estanquidad de alimentación de calderas en agua tiene lugar un fenómeno especial de electrocorrosión que da lugar a daño de las caras de junta de estanquidad. Este daño se manifiesta en formas diferentes, y por ejemplo, se puede manifestar como picado en el diámetro exterior de la cara de junta de estanquidad de carburo de silicio (SiC) . El fenómeno corrosivo también se puede manifestar en la interfaz de junta de estanquidad de carbono.
Se considera que dicha electrocorrosión es el resultado de una forma de carga eléctrica estática que se desarrolla, posiblemente por rozamiento entre las caras de junta de estanquidad relativamente rotativas, carga que se desarrolla en una o ambas caras de junta de estanquidad y luego se descarga a la cara de acoplamiento u otro componente metálico próximo del conjunto de estanquidad o en otro caso al agua circundante. Se considera que esta descarga da lugar a daño de los anillos de estanquidad y a su desgaste prematuro.
Con respecto a las aplicaciones de estanquidad en las que tiene lugar dicho fenómeno, un entorno son dichas juntas de estanquidad de alimentación de calderas donde tales juntas de estanquidad de alimentación de calderas pueden usar agua ultra pura que tiene baja conductividad, donde dicha agua también puede incluir un tratamiento con oxígeno. Se considera que este tipo de agua de baja conductividad u otro fluido similar sellado facilita la aparición del fenómeno de electrocorrosión.
Hasta la fecha se han realizado intentos de resolver este problema en formas diferentes. Por ejemplo, uno de tales intentos de resolver este problema ha sido el uso de materiales similares para las caras de junta de estanquidad, específicamente, carburo de silicio contra carburo de silicio. Normalmente, las juntas de estanquidad convencionales, como se ha indicado anteriormente, incluyen anillos de estanquidad de carbono y carburo de silicio donde una teoría dice que el uso de los diferentes materiales de caras de junta de estanquidad es un factor en la aparición de su electrocorrosión. Sin embargo, el uso de carburo de silicio contra carburo de silicio da lugar a una combinación de anillos de estanquidad que es indeseable porque tales anillos de estanquidad son sensibles al daño cuando se produce contacto de las caras de junta de estanquidad, lo que puede suceder durante los arranques y las paradas del eje así como los desajustes operativos que podrían producirse durante la operación normal de una bomba, desajustes que pueden forzar la unión de las caras de junta de estanquidad y dar lugar a daño de las caras de junta de estanquidad. Además, se ha hallado que incluso el carburo de silicio frente al carburo de silicio puede
dar lugar a problemas si dichas caras de junta de estanquidad tienen una alta relación de conductividad eléctrica donde todavía se puede producir daño superficial.
Además, la Patente de Estados Unidos número 4 391 450 afronta el problema de la corrosión electrocinética que tiene lugar en las superficies de acoplamiento de los anillos de estanquidad de una junta mecánica de estanquidad usada en agua del mar donde la junta mecánica de estanquidad se usa en la presencia de un líquido electrolítico, es decir, agua del mar. La patente '450 propone una solución para dicha corrosión electrocinética, solución que se afirma que se logra seleccionando los materiales para ambos anillos de estanquidad donde se seleccionan ambos anillos de estanquidad de modo que ambos sean aislantes eléctricos o no conductores de manera que no soporten una reacción electroquímica de ninguna forma o después de una breve etapa inicial.
También es conocido emplear dispositivos de puesta a tierra en un eje rotativo para intentar quitar las corrientes parásitas que se desarrollan. Esto tuvo cierto éxito, pero no en todos los casos. Da lugar a gasto adicional, y puede estar limitado por la disponibilidad de espacio, y la inadecuada aplicación de tal dispositivo puede generar posiblemente más carga y daño a otros componentes en el sistema de bomba/rodamiento/junta de estanquidad.
Por lo tanto, un objeto de la invención es proporcionar una junta mecánica de estanquidad y un proceso de fabricación para la junta mecánica de estanquidad de manera que se obtenga una junta mecánica de estanquidad que resista en gran medida, si no elimina, la aparición de dicha electrocorrosión. La presente invención proporciona un método para formar un anillo de estanquidad resistente a la corrosión según la reivindicación 1 y un anillo de estanquidad resistente a la corrosión según la reivindicación 10. Las reivindicaciones dependientes describen realizaciones preferidas de la invención.
Para lograr estos objetivos, la invención se refiere en general a una junta mecánica de estanquidad que tiene un par de anillos de estanquidad opuestos que incluyen una combinación convencional de un anillo de estanquidad de carburo de silicio y un anillo de estanquidad de carbono que tienen caras de junta de estanquidad opuestas que definen la región de estanquidad entremedio.
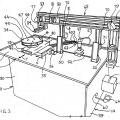
En particular, la invención se refiere a la estructura de tales anillos de estanquidad y al proceso para formar los anillos de estanquidad que implica la aplicación de un tratamiento superficial con láser que se aplica preferiblemente a la cara de carburo de silicio con el fin de modificar sus propiedades superficiales. Usando una longitud de onda láser y densidad de energía concretas, es posible cambiar la conductividad eléctrica de la cara de carburo de silicio por la aplicación del láser a toda la cara de junta de estanquidad y por ello alterar las propiedades superficiales del carburo de silicio de una condición de tipo aislante normal a una condición donde el material de la cara de junta de estanquidad de carburo de silicio actúa como un conductor. El valor de conductividad modificado de la cara de junta de estanquidad resulta del tratamiento de la cara... [Seguir leyendo]
Reivindicaciones:
1. Un método para formar un anillo de estanquidad resistente a la corrosión (3) para una junta mecánica de estanquidad (1) que tiene anillos de estanquidad primero (10) y segundo (9) donde dicho primer anillo de estanquidad (10) está configurado para montaje en un eje de rotación (2) de manera que gire con dicho eje alrededor de un eje de eje y dicho otro anillo de estanquidad (9) está configurado para montaje estacionario en un alojamiento de junta de estanquidad (16) de manera que permanezca estacionario durante la rotación de dicho anillo de estanquidad montado en eje, teniendo dichos anillos de estanquidad primero y segundo respectivas caras de extremo (15, 9A) que definen caras de junta de estanquidad opuestas que miran axialmente una hacia otra en relación opuesta estrecha y giran una con relación a otra durante la rotación del eje para definir una región de estanquidad (19) que se extiende radialmente a través de dichas caras de extremo y separa de forma estanca una cámara de fluido de proceso de una cámara de estanquidad (4) dispuesta adyacente a dichos anillos de estanquidad, estando formados dichos anillos de estanquidad primero y segundo respectivamente de diferentes materiales de anillo de estanquidad primero y segundo que tienen respectivos niveles de conductividad eléctrica primero y segundo que difieren uno de otro, incluyendo el método los pasos de:
proporcionar un anillo de estanquidad (10) que tiene diámetros interior (18) y exterior (17) que se extienden alrededor de un eje de anillo de estanquidad, estando formado dicho anillo de estanquidad de dicho primer material de anillo de estanquidad de manera que tenga un nivel de conductividad eléctrica original que se define por las propiedades conductoras originales de dicho primer material de anillo de estanquidad de tal manera que dicho nivel de conductividad eléctrica original defina dicho primer nivel de conductividad eléctrica, teniendo dicho primer anillo de estanquidad dicha cara de junta de estanquidad (15) dispuesta entre dichos diámetros interior y exterior y exhibiendo propiedades de cara de junta de estanquidad donde dicho nivel de conductividad eléctrica original se extiende a través de dicha cara de junta de estanquidad;
tratar dicha cara de junta de estanquidad (15) de dicho primer anillo de estanquidad (10) por un proceso de tratamiento con láser para modificar las propiedades de cara de junta de estanquidad de dicho primer anillo de estanquidad de tal manera que dicho nivel de conductividad eléctrica original se cambie a un nivel de conductividad eléctrica modificado sobre dicha cara de junta de estanquidad, poniéndose dicho nivel de conductividad eléctrica modificado muy próximo a dicho segundo nivel de conductividad eléctrica de dicho segundo anillo de estanquidad (9) para minimizar por ello la electrocorrosión entre dichas caras de junta de estanquidad de dichos anillos de estanquidad primero y segundo en aplicaciones de junta mecánica de estanquidad propensas a electrocorrosión; y aplicándose dicho proceso de tratamiento con láser a dicha cara de junta de estanquidad (15) de dicho primer anillo de estanquidad (10) de tal manera que dicho primer anillo de estanquidad tenga dicho nivel de conductividad eléctrica modificado en una capa en dicha cara de junta de estanquidad y tenga dicho nivel de conductividad eléctrica original extendiéndose a través del grosor axial restante de dicho primer anillo de estanquidad.
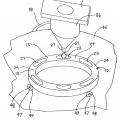
2. El método según la reivindicación 1, donde dicho proceso de tratamiento con láser incluye los pasos de aplicar un haz láser (62) sobre dicha cara de junta de estanquidad (15) entre dichos diámetros interior (18) y exterior (17) a un nivel de energía de tratamiento que evita sustancialmente la ablación de dicho primer material de anillo de estanquidad mientras se cambia dicho nivel de conductividad original a dicho nivel de conductividad modificado.
3. El método según la reivindicación '1 o 2, donde dicho nivel de conductividad original es eléctricamente aislante y dicho nivel de conductividad modificado es eléctricamente conductor.
4. El método según la reivindicación 2 o 3, donde dicho nivel de energía de tratamiento está a un nivel de fluencia de tratamiento inferior a un umbral de fluencia para que se produzca ablación de material.
5. El método según cualquiera de las reivindicaciones precedentes, que incluye además el paso de aplicar un proceso de acabado superficial a dicha cara de junta de estanquidad (15) de dicho primer anillo de estanquidad (10) antes de dicho paso de tratamiento para definir un contorno de superficie acabada de dicha cara de junta de estanquidad.
6. El método según la reivindicación 5, donde dicho contorno de superficie acabada es plano.
7. El método según la reivindicación 5 o 6, donde dicho proceso de acabado superficial incluye el paso de lapear dicha cara de junta de estanquidad sustancialmente plana.
8. El método según la reivindicación 5, donde dicho contorno de superficie acabada tiene características de cara de junta de estanquidad de microtopografía (22) formadas en porciones de dicha cara de junta de estanquidad (15) mientras que el resto de dicha cara de junta de estanquidad se forma plano.
9. El método según la reivindicación 8, donde dicho proceso de acabado superficial incluye los pasos de aplicar selectivamente un haz láser (62) a dicha cara de junta de estanquidad (15) para formar dichas características de cara de junta de estanquidad de microtopografía (22) , aplicándose dicho haz láser a dicha cara de junta de
estanquidad a un nivel de energía ablativa más alto que un umbral de fluencia necesario para que se produzca ablación de material de manera que se ablada dicho primer material de anillo de estanquidad sobre dichas porciones de dicha cara de junta de estanquidad para formar dichas características de cara de junta de estanquidad de microtopografía.
10. Un anillo de estanquidad resistente a la corrosión (3) para una junta mecánica de estanquidad (1) que tiene anillos de estanquidad primero (10) y segundo (9) donde dicho primer anillo de estanquidad (10) está configurado para montaje en un eje de rotación (2) de manera que gire con dicho eje alrededor de un eje de eje y dicho otro anillo de estanquidad (9) está configurado para montaje estacionario en un alojamiento de junta de estanquidad (16) de manera que permanezca estacionario durante la rotación de dicho anillo de estanquidad montado en eje, teniendo dichos anillos de estanquidad primero y segundo respectivas caras de extremo (15, 9A) que definen caras de junta de estanquidad opuestas que miran axialmente una hacia otra en relación opuesta estrecha y giran una con relación a otra durante la rotación del eje para definir una región de estanquidad (19) que se extiende radialmente a través de dichas caras de extremo y separa de forma estanca una cámara de fluido de proceso de una cámara de estanquidad (4) dispuesta adyacente a dichos anillos de estanquidad, formándose dichos anillos de estanquidad primero y segundo respectivamente de diferentes materiales de anillo de estanquidad primero y segundo que tienen respectivos niveles de conductividad eléctrica primero y segundo que difieren uno de otro, definiéndose dicha junta de estanquidad resistente a la corrosión como dicho primer anillo de estanquidad (10) que tiene diámetros interior (18) y exterior (17) que se extienden alrededor de un eje de anillo de estanquidad, formándose dicho primer anillo de estanquidad de dicho primer material de anillo de estanquidad de manera que tenga un nivel de conductividad eléctrica original que se define por las propiedades conductoras originales de dicho primer material de anillo de estanquidad de tal manera que dicho nivel de conductividad eléctrica original defina dicho primer nivel de conductividad eléctrica, teniendo dicho anillo de estanquidad dicha cara de junta de estanquidad (15) dispuesta entre dichos diámetros interior y exterior y exhibiendo propiedades de cara de junta de estanquidad donde dicho nivel de conductividad eléctrica original se extendía originalmente a través de dicha cara de junta de estanquidad, siendo dicha cara de junta de estanquidad (15) de dicho primer anillo de estanquidad (10) una cara de junta de estanquidad tratada que ha sido tratada por un proceso de tratamiento con láser que modificó las propiedades de cara de junta de estanquidad de dicho primer anillo de estanquidad de tal manera que dicho nivel de conductividad eléctrica original se cambió a un nivel de conductividad eléctrica modificado sobre dicha cara de junta de estanquidad, poniéndose dicho nivel de conductividad eléctrica modificado muy próximo a dicho segundo nivel de conductividad eléctrica de dicho segundo anillo de estanquidad (9) para minimizar por ello la electrocorrosión entre dichas caras de junta de estanquidad de dichos anillos de estanquidad primero y segundo en aplicaciones de junta mecánica de estanquidad propensas a electrocorrosión; y teniendo dicho primer anillo de estanquidad dicho nivel de conductividad eléctrica modificado en una capa en dicha cara de junta de estanquidad y teniendo dicho nivel de conductividad eléctrica original a través del grosor axial restante de dicho primer anillo de estanquidad.
11. El anillo de estanquidad según la reivindicación 10, donde dicho nivel de conductividad original es eléctricamente aislante y dicho nivel de conductividad modificado es eléctricamente conductor.
12. El anillo de estanquidad según la reivindicación 10 o 11, donde dicho segundo anillo de estanquidad (9) habrá de ser un material de carbono de tal manera que dicho segundo nivel de conductividad y dicho nivel de conductividad modificado correspondan al nivel de conductividad de un material de carbono.
13. El anillo de estanquidad según cualquiera de las reivindicaciones 10 a 12, donde dicho primer material de anillo de estanquidad (10) es un carburo de silicio.
14. El anillo de estanquidad según cualquiera de las reivindicaciones 10 a 13, donde dicho proceso de acabado superficial se ha aplicado a dicha cara de junta de estanquidad (15) de dicho primer anillo de estanquidad (10) antes de dicho proceso de tratamiento con láser de tal manera que el grosor de dicha capa de dicho nivel de conductividad modificado se mantenga después de dicho proceso de tratamiento con láser.
15. El anillo de estanquidad según cualquiera de las reivindicaciones 10 a 14, donde dicho contorno de superficie acabada tiene características de cara de junta de estanquidad de microtopografía (22) formadas en porciones de dicha cara de junta de estanquidad (15) mientras que el resto de dicha cara de junta de estanquidad se forma como porciones planas, extendiéndose dicho nivel de conductividad modificado a través de dichas porciones planas y dichas características de cara de junta de estanquidad de microtopografía.
Patentes similares o relacionadas:
Procedimiento para vigilar un circuito de agente de bloqueo de una junta de sellado dinámica y equipo con una junta de sellado dinámica, del 1 de Abril de 2020, de NETZSCH-FEINMAHLTECHNIK GMBH: Procedimiento para vigilar parámetros físicos de un agente de bloqueo en un circuito de agente de bloqueo de una junta de sellado dinámica de un equipo […]
Conjunto de junta de estanqueidad de árbol de rotor, del 5 de Febrero de 2020, de FARREL CORPORATION: Un conjunto de junta de estanqueidad de árbol para sellar a lo largo de un árbol de rotor , cuyo árbol de rotor es giratorio alrededor de […]
 Sello para un conjunto de articulación, del 29 de Enero de 2020, de CATERPILLAR INC.: Un sello de resorte para el sellado entre una cara de bastidor plana de un primer cuerpo y una ranura dispuesta en un segundo cuerpo, comprendiendo […]
Sello para un conjunto de articulación, del 29 de Enero de 2020, de CATERPILLAR INC.: Un sello de resorte para el sellado entre una cara de bastidor plana de un primer cuerpo y una ranura dispuesta en un segundo cuerpo, comprendiendo […]
Disposición de junta rotativa con junta rotativa activable por presión, así como junta rotativa, del 22 de Enero de 2020, de TRELLEBORG SEALING SOLUTIONS GERMANY GMBH: Disposición de junta rotativa con una primera pieza de máquina y con una segunda pieza de máquina que es rotatoria con respecto a la primera pieza de máquina […]
Bomba centrífuga de varias etapas con cámara colectora, del 1 de Enero de 2020, de WILO SE: Bomba centrífuga de varias etapas con árbol de bomba vertical y una cámara colectora superior, en la que se descarga la última etapa de bomba y desde […]
Conjunto de sellos de ejes con sistema de detección de contaminantes y método correspondiente, del 18 de Diciembre de 2019, de Weir Slurry Group Inc: Un conjunto de sello para sellar un pasaje de fluido de contaminantes, el pasaje de fluido se forma por un eje […]
Conjunto de cierre mecánico equilibrado, del 27 de Noviembre de 2019, de A.W. CHESTERTON COMPANY: Un cierre mecánico para montar en una carcasa que contiene un eje giratorio, comprendiendo dicho cierre mecánico: un prensaestopas ; […]
Monitorización de cierre de anillo deslizante, del 20 de Noviembre de 2019, de KSB SE & Co. KGaA: Disposición para la obturación para árbol con al menos un anillo deslizante giratorio y un anillo deslizante estacionario , entre los que está dispuesta una hendidura […]