Sistema y método para invertir moldes.
Un sistema para invertir moldes en una línea de producción comercial,
el sistema para invertir moldes que tiene una entrada adaptada para recibir un molde que va a invertirse y una salida en la que el molde se descarga una vez que se invierte, el sistema para invertir moldes que comprende:
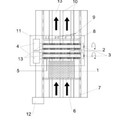
una mesa rotatoria (11) que tiene superficies para recibir los moldes sustancialmente paralelas (20) en los lados opuestos de la mesa, las superficies para recibir los moldes que tiene extremos de entrada y salida separados longitudinalmente entre los que puede desplazarse un molde, la mesa que se monta de manera rotatoria dentro de un bastidor estático (15) para su rotación alrededor de un eje de rotación que se extiende longitudinalmente (13) que se extiende entre los extremos de entrada y salida; una cinta transportadora (21) dispuesta en cada una de dichas superficies para recibir los moldes de la mesa, cada dicha cinta transportadora que funciona de manera independiente para desplazar los moldes a lo largo de la superficie para recibir moldes correspondiente, entre los extremos de entrada y salida de esta, en una dirección sustancialmente paralela a dicho eje de rotación que se extiende longitudinalmente (13); y
un mecanismo de acoplamiento de moldes (24) dispuesto dentro de la mesa, el mecanismo de acoplamiento de moldes que incluye un dispositivo de acoplamiento de moldes en cada una de las superficies para recibir moldes de la mesa, los dispositivos de acoplamiento de moldes que funcionan de manera independiente para sujetar de manera liberable los moldes a cualquiera de dichas superficies para recibir moldes de la mesa cuando los moldes se disponen en estas, de manera que cuando los moldes se sujetan a una de las superficies para recibir moldes mediante el dispositivo de acoplamiento de moldes correspondiente, la rotación de la mesa alrededor del eje que se extiende longitudinalmente invertirá el molde.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2008/001202.
Solicitante: REXFAB INC.
Nacionalidad solicitante: Canadá.
Dirección: 546 RUE DE PARC INDUSTRIEL SHERBROOKE, QUÉBEC J1C 0J2 CANADA.
Inventor/es: DÉPÔT,NICOL, GENDRON,LUC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A21B3/00 NECESIDADES CORRIENTES DE LA VIDA. › A21 COCCION EN HORNO; EQUIPAMIENTO PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MASAS PARA COCER EN HORNO. › A21B HORNOS DE PANADERIA; MAQUINARIA O MATERIAL DE HORNEADO (material de cocción de uso doméstico A47J 37/00; aparatos de combustión F23; hornillos o cocinas domésticas que son total o parcialmente hornos F24B, F24C). › Partes o accesorios de hornos.
- A21B3/16 A21B […] › A21B 3/00 Partes o accesorios de hornos. › Máquinas para limpiar o engrasar la superficie de cocción.
- A21B3/18 A21B 3/00 […] › Descarga de los productos cocidos en las vasijas (desembalaje en general B65B 69/00).
- A21C15/00 A21 […] › A21C MAQUINAS O MATERIAL PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MANIPULACION DE ARTICULOS COCIDOS HECHOS DE MASA. › Aparatos para el manejo de los productos cocidos.
- B65G47/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › para alimentar materiales a granel.
- B65G47/244 B65G 47/00 […] › haciéndolos girar alrededor de un eje sensiblemente perpendicular al plano de transporte.
- B65G47/248 B65G 47/00 […] › dándoles la vuelta o invirtiéndolos (B65G 47/244 tiene prioridad).
PDF original: ES-2532658_T3.pdf
Fragmento de la descripción:
Sistema y método para invertir moldes.
Referencia cruzada con solicitudes relacionadas 5
La presente solicitud reivindica prioridad de la solicitud de patente provisional de Estados Unidos no. 60/945, 476 presentada el 21 de junio de 2007 y de la solicitud de patente canadiense no. 2, 592, 711 presentada el 21 de junio de 2007.
Campo técnico La presente invención se refiere generalmente al equipo y a los sistemas para la producción comercial de alimentos, bebidas y/o productos farmacéuticos, y más particularmente a los sistemas para invertir moldes usados en tales procesos comerciales. 15
Antecedentes de la técnica anterior
En las panaderías comerciales y otras líneas de producción comercial, se usan los sistemas y procesos automatizados para producir los productos, tales como panes, panecillos, bollos, galletas, chocolates, alimentos congelados, productos 20 lácteos, bebidas, productos farmacéuticos y los similares, en grandes volúmenes y típicamente de una manera continua generalmente. Los moldes dentro de los que se contienen tales productos durante el proceso de producción se desplazan usualmente por cintas transportadoras para facilitar el movimiento de un gran número de estos moldes desde una localización dentro del establecimiento a otra. Por ejemplo, un ejemplo de un proceso de horneado de pan comercial típico es como sigue: un molde se transporta primero a una estación de conformación en la cual se carga la 25 masa cruda en los moldes individuales; el molde entonces se desplaza a un área de pruebas en la cual se permite que la masa suba; una vez que la masa ha subido, el molde se transporta por la cinta transportadora a un horno en el cual se hornea la masa de manera que se convierte en pan; una vez que el pan cocido sale del horno, se remueve de los moldes para hornear individuales y se deja enfriar antes de ser empaquetado para su envío; y los moldes para hornear se devuelven a la primera estación de conformación para cargarse con la nueva masa o almacenarse en un área de 30 almacenamiento de moldes hasta que se requiera una nueva producción que use estos moldes.
Tales líneas de producción continuas requieren por lo tanto un gran número de estos moldes que se mueven alrededor, usualmente a través de cintas transportadoras. Un proceso de manipulación que es deseable en el desplazamiento de tales moldes es la capacidad de invertir los moldes, es decir voltearlos ya sea al revés o boca arriba. Esto puede ser útil 35 por una variedad de razones, que incluyen facilitar el vaciado de los productos del molde, o facilitar el almacenamiento y/o limpieza de los moldes.
Por ejemplo, es preferible que cuando no se usa o mientras que esperan para ser llenados, volver a usarse, limpiarse o almacenarse, etc., los moldes se apilen uno encima del otro tal como para minimizar el espacio ocupado de esta 40 manera. Sin embargo, si los moldes se apilan uno encima del otro en una dirección boca arriba (es decir con las superficies interiores que reciben la masa de pan en estas orientadas hacia arriba) , entonces al menos el molde más superior se expone al entorno durante un período de tiempo, y se corre el riesgo por lo tanto de que la suciedad u otro material no deseado caiga en la porción hundida del molde. Además, cuando se apilan uno encima del otro en una dirección boca arriba, la carga de una pila amontonada de moldes se transmite a través de las superficies internas más 45 delicadas de los moldes en lugar de las regiones de borde más sólidas y reforzadas, que no es el caso cuando se apilan en una orientación al revés. También puede ser deseable ser capaz de invertir los moldes por una serie de otras razones, tales como para vaciar el contenido del molde o permitir la limpieza de las superficies interiores del molde con la ayuda de la gravedad, chorros de aire, cepillos, etc.
50 El proceso de limpieza particularmente se logra mucho más fácil cuando los moldes están al revés. Sin embargo, para poder hacer esto, los moldes deben primero estar al revés, se limpian, y entonces se invierten boca arriba antes de que puedan volver a usarse en la línea de montaje del proceso. Este proceso de invertir los moldes dos veces puede consumir bastante tiempo con los sistemas para invertir moldes empleados en la actualidad, y en un entorno de producción continua y de gran volumen, cualquier sistema para invertir moldes empleado debe ser capaz de 55 acomodarse a un rendimiento muy alto que se requiere ahora en la mayoría de las panaderías comerciales modernas, tal como un rendimiento de 30 o más moldes por minuto.
Por lo tanto, aunque ha habido varios intentos anteriores para proporcionar sistemas para invertir moldes, hay desventajas asociadas con estos sistemas conocidos. Típicamente, estos sistemas incluyen algún tipo de tambor o 60 rueda giratoria, que tiene un número de aletas o abrazaderas que se extienden radialmente en las que se cargan los moldes, un molde por paleta o abrazadera en el tambor/rueda giratoria. Una vez que se cargan uno o más moldes, la rueda se hace girar y se voltean de esta manera los moldes verticalmente para voltearlos al revés, antes de que se descarguen de la rueda. Una desventaja con estos tipos de sistemas es que las etapas de carga del molde y de giro de la rueda son actividades distintas, y por lo tanto el movimiento subsiguiente de los moldes cesa hasta que se ejecutan 65
estas etapas. Estos sistemas para invertir moldes, con sus distintos movimientos y movimiento vertical de "volteo" de los moldes, no pueden hacerse funcionar lo suficientemente rápido para invertir el gran volumen de números de moldes requeridos en la mayoría de panaderías comerciales hoy en día. Además, algunos de estos sistemas someten los moldes al movimiento de caída libre que sólo se rompe por que el molde golpea una superficie dura. Esta carga de choque puede, con el tiempo, debilitar los moldes y reducir significativamente su vida útil. Este método de "volteo" para 5 invertir los moldes verticalmente que usa un sistema al estilo de rueda de paletas también tiende a generar ruido significativo, creado por cada molde que se cae y que golpea la superficie de salida o cinta transportadora. Tal ruido es indeseable en una panadería comercial que funciona continuamente durante largos períodos de tiempo.
En consecuencia, se desea un sistema para invertir moldes mejorados. 10
La JP 49-033198 U describe un sistema en el cual los moldes se introducen en una mesa rotatoria en una primera dirección que es transversal al eje de rotación de la mesa. Entonces, después de haberse invertido y voltearse boca arriba, los moldes se descargan en una segunda dirección que es perpendicular a la dirección de alimentación pero paralela al eje de rotación de la mesa. 15
La US 3367517 describe un dispositivo de manipulación del material que comprende un primer receptáculo que tiene una abertura, un segundo receptáculo montado debajo del primer receptáculo y que tiene una abertura sustancialmente perpendicular a la abertura del primer receptáculo, un soporte, y medio para montar de forma giratoria los primer y segundo receptáculos en el soporte para la rotación simultánea alrededor de un eje que biseca el ángulo plano formado 20 por las aberturas de manera que el dispositivo se adapta para recibir un artículo, voltearlo y reorientarlo a 90º .
Sumario de la invención Es un objetivo de la presente invención proporcionar un sistema para invertir moldes y/o de limpieza mejorado. 25
Se proporciona por lo tanto, de acuerdo con un aspecto de la presente invención, un sistema para invertir moldes en una línea de producción comercial, el sistema para invertir moldes que tiene una entrada adaptada para recibir un molde que va a invertirse y una salida en la que el molde se descarga una vez que se invierte, el sistema para invertir moldes que comprende: una mesa rotatoria que tiene superficies para recibir los moldes sustancialmente paralelas en los lados 30 opuestos de la mesa, las superficies para recibir los moldes que tiene extremos de entrada y salida separados longitudinalmente entre los que puede desplazarse un molde, la mesa que se monta de manera rotatoria dentro de un bastidor estático para su rotación alrededor de un eje de rotación que se extiende longitudinalmente que se extiende entre los extremos de entrada y salida; una cinta transportadora dispuesta en cada una de dichas superficies para recibir los moldes de la mesa, cada dicha cinta transportadora que funciona de manera independiente para desplazar 35 los moldes a lo largo de la superficie para recibir moldes correspondiente, entre los extremos de entrada y salida de esta, en una dirección sustancialmente paralela a dicho eje de rotación que se extiende longitudinalmente;... [Seguir leyendo]
Reivindicaciones:
1. Un sistema para invertir moldes en una línea de producción comercial, el sistema para invertir moldes que tiene una entrada adaptada para recibir un molde que va a invertirse y una salida en la que el molde se descarga una vez que se invierte, el sistema para invertir moldes que comprende: 5
una mesa rotatoria (11) que tiene superficies para recibir los moldes sustancialmente paralelas (20) en los lados opuestos de la mesa, las superficies para recibir los moldes que tiene extremos de entrada y salida separados longitudinalmente entre los que puede desplazarse un molde, la mesa que se monta de manera rotatoria dentro de un bastidor estático (15) para su rotación alrededor de un eje de rotación que 10 se extiende longitudinalmente (13) que se extiende entre los extremos de entrada y salida;
una cinta transportadora (21) dispuesta en cada una de dichas superficies para recibir los moldes de la mesa, cada dicha cinta transportadora que funciona de manera independiente para desplazar los moldes a lo largo de la superficie para recibir moldes correspondiente, entre los extremos de entrada y salida de esta, en una dirección sustancialmente paralela a dicho eje de rotación que se extiende longitudinalmente 15 (13) ; y un mecanismo de acoplamiento de moldes (24) dispuesto dentro de la mesa, el mecanismo de acoplamiento de moldes que incluye un dispositivo de acoplamiento de moldes en cada una de las superficies para recibir moldes de la mesa, los dispositivos de acoplamiento de moldes que funcionan de manera independiente para sujetar de manera liberable los moldes a cualquiera de dichas superficies 20 para recibir moldes de la mesa cuando los moldes se disponen en estas, de manera que cuando los moldes se sujetan a una de las superficies para recibir moldes mediante el dispositivo de acoplamiento de moldes correspondiente, la rotación de la mesa alrededor del eje que se extiende longitudinalmente invertirá el molde.
2. El sistema para invertir moldes como se definió en la reivindicación 1, en donde el eje de rotación que se extiende longitudinalmente (13) se dispone en cualquier punto medio transversal de la mesa (11) o punto medio vertical de la mesa.
3. El sistema para invertir moldes como se definió en la reivindicación 1, en donde el mecanismo de acoplamiento 30 de moldes (24) incluye un dispositivo de acoplamiento magnético, el dispositivo de acoplamiento magnético que tiene preferentemente al menos uno de un imán permanente y un electroimán.
4. El sistema para invertir moldes como se definió en la reivindicación 1, en donde el mecanismo de acoplamiento de moldes (24) incluye un dispositivo de acoplamiento de succión que funciona para retener el molde en su 35 posición sobre la superficie para recibir moldes generando un vacío.
5. El sistema para invertir moldes como se definió en la reivindicación 1, que comprende además un sistema de limpieza de moldes integrado a este, el sistema de limpieza de moldes que usa preferentemente aire para limpiar los moldes, y más que comprende preferentemente al menos un cabezal de aire (507) dispuesto debajo 40 de cada una de las superficies para recibir los moldes (20) y que se extiende transversalmente a través de las mismas.
6. El sistema para invertir moldes como se definió en la reivindicación 5, en donde dichos cabezales de aire (507) se montan en ya sea la mesa rotatoria (11) o el bastidor estático (15) , los cabezales que rotan con la mesa 45 cuando se montan en esta.
7. El sistema para invertir moldes como se definió en la reivindicación 5, en donde una pluralidad de al menos una de boquillas de aire y dosificadores de aire (508) se disponen en los cabezales de aire para la expulsión de aire desde el cabezal de aire sobre los moldes debajo de este, limpiando de esta manera los moldes usando aire 50 forzado.
8. El sistema para invertir moldes como se definió en la reivindicación 5, en donde el sistema de limpieza de moldes incluye al menos un cepillo rotatorio (520) localizado adyacente a una unidad de cinta transportadora de entrada (14) dispuesta aguas arriba de la mesa (11) , el cepillo rotatorio que limpia los moldes transportados 55 a lo largo de la cinta transportadora de entrada (14) antes de que los moldes se lleven a la mesa, y en donde el cepillo rotatorio (520) se monta preferentemente en un mecanismo de ajuste (522) que permite al menos el ajuste vertical del cepillo hacia y lejos de los moldes transportados debajo de este mediante la unidad de cinta transportadora de entrada.
9. El sistema para invertir moldes como se definió en la reivindicación 1, que comprende además un motor (31) conectado operativamente a la mesa para efectuar la rotación de la mesa en incrementos de 180 grados alrededor de dicho eje de rotación que se extiende longitudinalmente (13) , y más que comprende preferentemente un sistema de control en comunicación con el motor y las cintas transportadoras dispuestas
en las superficies para recibir los moldes de la mesa, dicho sistema de control que se configura para automatizar totalmente la inversión y/o limpieza de los moldes que usa el sistema para invertir moldes.
10. El sistema para invertir moldes como se definió en la reivindicación 9, que comprende además al menos una unidad de cinta transportadora de entrada (14) dispuesta aguas arriba de la mesa (11) , la unidad de cinta 5 transportadora de entrada que incluye una cinta transportadora de expulsión (30) inmediatamente aguas arriba de la mesa (11) , el sistema de control que hace coincidir la velocidad de las cintas transportadoras dispuesta en cada una de las superficies para recibir los moldes de la mesa, cuando se accionan, con la velocidad de la cinta transportadora de expulsión.
11. Un método para invertir moldes en una línea de producción comercial que usa un sistema para invertir moldes que tiene una entrada adaptada para recibir un molde (12) que va a invertirse y una salida en la que el molde (12) se descarga una vez que se invierte, el método que comprende:
llevar un molde (12) a una superficie superior (20) de una mesa rotatoria (11) que usa una primera cinta 15 transportadora (21) dispuesta en la superficie superior, la mesa que tiene una superficie inferior opuesta a la superficie superior;
sujetar de manera liberable el molde (12) en su lugar en la superficie superior de la mesa rotatoria (11) usando un mecanismo de acoplamiento de moldes (24) , el mecanismo de acoplamiento de moldes que incluye un dispositivo de acoplamiento de moldes en cada una de las superficies superior e inferior de la 20 mesa, cada uno de los dispositivos de acoplamiento de moldes que funcionan de manera independiente;
rotar la mesa 180 grados alrededor de un eje longitudinal (13) de la mesa, de manera que la superficie superior (20) de la mesa y el molde sujetos a la misma se invierten, el eje longitudinal (13) que se localiza centralmente en una dirección transversal y que se extiende sustancialmente paralela a una dirección de desplazamiento del molde a lo largo de la primera cinta transportadora; y 25
activar la primera cinta transportadora (21) para desplazar el molde invertido (12) lejos de la mesa hasta que el molde se ha expulsado de la mesa.
12. El método como se definió en la reivindicación 11, que comprende además sensar la presencia del molde (12) en la superficie superior (20) de la mesa rotatoria (11) y accionar el mecanismo de acoplamiento de moldes 30 (24) para sujetar de manera liberable el molde en su lugar en la superficie superior.
13. El método como se definió en la reivindicación 11, que comprende además usar una unidad de cinta transportadora de entrada (14) dispuesta aguas arriba de la mesa (11) para llevar el molde (12) a la primera cinta transportadora (21) en la mesa, la unidad de cinta transportadora de entrada (14) que incluye una cinta 35 transportadora de expulsión (30) inmediatamente aguas arriba de la mesa, y que comprende preferentemente además hacer coincidir una velocidad de la primera cinta transportadora dispuesta en la superficie superior de la mesa, cuando se accionan, con una velocidad de la cinta transportadora de expulsión.
14. El método como se definió en la reivindicación 13, en donde la etapa de usar la unidad de cinta transportadora 40 de entrada comprende además desplazar el molde a través de los cepillos (520) que restriegan las superficies boca arriba del molde (12) .
15. El método como se definió en la reivindicación 11, que comprende además limpiar el molde dirigiendo los chorros de aire de limpieza sobre este, y que comprende preferentemente llevar a cabo la etapa de limpieza 45 mientras rota la mesa.
16. El método como se definió en la reivindicación 15, que comprende además dirigir los chorros de aire de limpieza hacia fuera de un cabezal de aire (507) dispuesto al menos encima de la superficie superior de la mesa, que usa al menos una de boquillas y dosificadores de aire (508) en comunicación continua con el 50 cabezal de aire, y que comprende preferentemente además llevar el flujo de aire a los cabezales de aire que usan un sistema de filtrado y recirculación de aire contenido dentro de una cámara semihermética dentro de la que se contiene el sistema para invertir moldes.
Patentes similares o relacionadas:
 DISPOSITIVO Y METODO DE LIMPIEZA PARA ELIMINAR RECUBRIMIENTOS DE ELASTOMEROS EN SUPERFICIES METALICAS DE USO EN EL HORNEADO DE PRODUCTOS DE PANIFICACION, del 1 de Junio de 2012, de UNIVERSIDAD DE CORDOBA: Dispositivo y método de limpieza para eliminar recubrimientos a base de elastómeros en superficies metálicas uso en el horneado de productos de panificación que se […]
DISPOSITIVO Y METODO DE LIMPIEZA PARA ELIMINAR RECUBRIMIENTOS DE ELASTOMEROS EN SUPERFICIES METALICAS DE USO EN EL HORNEADO DE PRODUCTOS DE PANIFICACION, del 1 de Junio de 2012, de UNIVERSIDAD DE CORDOBA: Dispositivo y método de limpieza para eliminar recubrimientos a base de elastómeros en superficies metálicas uso en el horneado de productos de panificación que se […]
SISTEMA PARA LIMPIAR MECANISMOS TRANSPORTADORES EN ESPIRAL., del 1 de Abril de 1997, de CHECKER MACHINE INC.: UN DISPOSITIVO PARA COCINAR AL VAPOR INCLUYE UNA CINTA SINFIN DISPUESTA EN UN CAMINO ESPIRAL QUE RODEA UNA JAULA . LA JAULA PUEDE GIRAR SOBRE UN EJE […]
LIMPIADORA DE BANDEJAS, del 1 de Abril de 1983, de INDUSTRIAL SALVA, S.A.: 1.Limpiadora de bandejas, esencialmente caracterizada por constituirse a partir de un bastidor general que comporta una sección para recepción de las bandejas, una sección […]
MAQUINA PARA LA LIMPIEZA AUTOMATICA DE BANDEJAS DE HORNEADO, del 1 de Noviembre de 1982, de P. PRAT, S.A.: MAQUINA PARA LA LIMPIEZA DE BANDEJAS DE HORNEADO UTILIZADAS EN LA FABRICACION DE PAN Y EN REPOSTERIA. ESTA FORMADA POR DOS PARES DE RODILLOS DE ARRASTRE (1, 2 Y 4, 5) QUE SE […]
LIMPIADORA DE BANDEJAS, del 1 de Septiembre de 1981, de CONSTRUCCIONES MECANICAS MARCO,S.L.: Limpiadora de bandejas, caracterizada esencialmente porque está constituida por una cuchilla basculante dispuesta al paso de las bandejas, arrastradas por topes cual […]
MAQUINA LIMPIADORA DE BANDEJAS, del 1 de Enero de 2007, de NUEVAS INVESTIGACIONES MAQUINARIA, S.L.: 1. Máquina de limpieza de bandejas, caracterizada porque comprende un cepillo y una repisa , y el cepillo tiene una disposición constitutiva […]
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato de transferencia para un final de línea de una plegadora-encoladora, del 3 de Julio de 2019, de VEGA S.r.l: Aparato de transferencia para un final de línea de una plegadora-encoladora para cajas de cartón, que comprende un lecho de transferencia […]