Uniones atornilladas para herramientas de corte.
Uniones atornilladas (1) con tornillos (2) y taladros roscados correspondientes sobre herramientas de mecanización por arranque de virutas (6),
caracterizadas por que los tornillos (2) presentan al menos en la zona de su rosca (3) a través de recubrimiento una superficie lisa, en el recubrimiento están contenidas partículas de PTFE, con preferencia con un tamaño de las partículas entre 100 nm y 300 nm, y la unión atornillada (1) o bien los tornillos y los taladros roscados que forman los dos participantes roscados están lubricados con cantidades pequeñas de una grasa resistente al calor con partículas de cerámica en polvo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/055197.
Solicitante: CERAMTEC GMBH.
Nacionalidad solicitante: Alemania.
Dirección: CeramTec-Platz 1-9 73207 Plochingen ALEMANIA.
Inventor/es: ZITZLAFF,WOLFGANG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B27/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › con elementos cortantes intercambiables, p. ej. capaces de ser fijados por medio de bridas.
- C10M103/06 QUIMICA; METALURGIA. › C10 INDUSTRIAS DEL PETROLEO, GAS O COQUE; GAS DE SINTESIS QUE CONTIENE MONOXIDO DE CARBONO; COMBUSTIBLES; LUBRICANTES; TURBA. › C10M COMPOSICIONES LUBRICANTES (composiciones para la perforación de pozos C09K 8/02 ); UTILIZACION DE SUSTANCIAS, YA SEA SOLAS, O COMO INGREDIENTES LUBRICANTES EN UNA COMPOSICION LUBRICANTE (agentes de desmoldeo, es decir, de separación, para metales B22C 3/00, para materias plásticas o para sustancias en estado plástico, en general B29C 33/56, para el vidrio C03B 40/02; lubricantes para textiles D06M 11/00, D06M 13/00, D06M 15/00; aceites de inmersión para microscopia G02B 21/33). › C10M 103/00 Composiciones lubricantes caracterizadas porque el material de base es un material mineral (que contienen más del 10% de agua C10M 173/00). › Compuestos metálicos.
- C10M113/08 C10M […] › C10M 113/00 Composiciones lubricantes caracterizadas porque el espesante es un material mineral. › Compuestos metálicos.
- C23C18/16 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 18/00 Revestimiento químico por descomposición ya sea de compuestos líquidos, o bien de soluciones de los compuestos que constituyen el revestimiento, no quedando productos de reacción del material de la superficie en el revestimiento; Deposición por contacto. › por reducción o por sustitución, p. ej. deposición sin corriente eléctrica (C23C 18/54 tiene prioridad).
- C23C18/32 C23C 18/00 […] › Revestimiento con uno de los metales hierro, cobalto o níquel; Revestimiento con mezclas de fósforo o de boro con uno de estos metales.
- F16B33/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 33/00 Características comunes a los bulones y a las tuercas (clavijas para paredes F16B 13/00). › Tratamiento de la superficie de las partes donde se encuentra realizado el roscado, para impedir el gripado.
PDF original: ES-2500925_T3.pdf
Fragmento de la descripción:
Uniones atornilladas para herramientas de corte La invención se refiere a una mejora de determinadas propiedades de uniones atornilladas con tornillos y taladros roscados correspondientes en herramientas de mecanización por arranque de virutas, que sirven para la mecanización por arranque de virutas de la mayoría de los materiales metálicos.
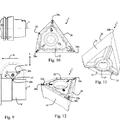
El documento DE 10 2008 001 857 A1 describe una herramienta de mecanización por arranque de virutas para el alojamiento de placas de corte para la mecanización por arranque de virutas de piezas de trabajo metálicas, con una escotadura configurada como asiento de las placas con paredes de asiento de las placas y con un fondo de asiento de las palcas para el alojamiento de la placa de corte, en la que la placa de corte presenta superficies laterales, que están dispuestas en el estado de montaje de la placa de corte sobre la herramienta de mecanización por arranque de virutas paralelamente a las paredes de las placas y la placa de corte está fijada a través de medios de fijación en el asiento de las placas. Sobre el fondo de asiento de las placas está fijada una base de apoyo del cuerpo de corte por medio de un tornillo. Para la prolongación de la duración de vida útil de la herramienta de mecanización por arranque de virutas se propone que entre la pared de asiento de las placas y una superficie lateral de la placa de corte esté dispuesta una pieza de inserción sustituible. Esta pieza de inserción está fijada en una forma de realización con tornillos en la herramienta de mecanización por arranque de virutas. Los medios de fijación de la placa de corte en el asiento de las placas comprenden una mordaza de fijación, que está fijada por medio de un tornillo de fijación en la herramienta de mecanización por arranque de virutas. En las herramientas de mecanización por arranque de virutas se utilizan, por lo tanto diferentes uniones atornilladas.
La unión atornillada más importante en herramientas de mecanización por arranque de virutas es el tornillo de fijación de la mordaza de fijación, que sujeta el inserto de corte de mecanización por arranque de virutas, el cuerpo de corte o placa de corte. Durante la mecanización por arranque de virutas, por ejemplo, de materiales de hierro fundido, sin la utilización de lubricantes de refrigeración, se genera durante la separación del material muchísimo calor, que no se disipa totalmente a través de las virutas, sino que se disipa a través del cuerpo de corte en la herramienta de soporte o herramienta de mecanización por arranque de virutas y en la mordaza de fijación y otros medios de fijación. Después de un tiempo prolongado de empleo, se calientan los componentes muy fuertemente, la grasa lubricante se ablanda, se puede licuar y se anula la acción lubricante. El polvo de fundición y las virutas son recibidos, además, por esta grasa líquida. Toda la unión se contamina en el transcurso del tiempo y tiende finalmente a resinificarse y adherirse. Además, después de un cierto tiempo de mecanización por arranque de virutas, es necesario un cambio del cuerpo de corte, que se realiza a través del aflojamiento de la unión atornillada de las mordazas de fijación, la sustitución o la rotación del cuerpo de corte y nuevo cierre de la unión atornillada. En este caso también la mayoría de las veces no se puede evitar que forzosamente también llegue suciedad a la unión atornillada. Esto conduce a que la facilidad de marcha de la unión atornillada cese en el transcurso del tiempo o falle totalmente.
La invención tiene el cometido de mejorar las uniones atornilladas de tal forma que la unión después de empleo a largo plazo en la mecanización por arranque de virutas en condiciones de empleo extremas con suciedad, calor extremo, humedad, oxidación o cargas alternativas se puedan aflojar de nuevo sin problemas y sin gasto de fuerza sobreproporcional.
De acuerdo con la invención, este cometido se soluciona por medio de las características de las uniones atornilladas según la reivindicación 1 así como de la utilización según la reivindicación 9 como también del procedimiento de acuerdo con la reivindicación 7.
Esto se realiza a través de la combinación y utilización de acuerdo con la invención de tornillos recubiertos, con preferencia niquelados químicamente, y por que la unión atornillada o bien los dos participantes roscados (tornillos y taladros roscados) están lubricados con pequeña cantidades de una grasa resistente al calor con partículas de cerámica en polvo. Los tornillos utilizados están niquelados en este caso con preferencia químicamente para la consecución de resistencia a la corrosión y propiedades de lubricación en seco y como particularidad se incrustan en el recubrimiento, por ejemplo, en la capa de níquel adicionalmente partículas de PTFE (politetrafluoretileno) . PTFE es un polímero totalmente fluorado, que se conoce, en general, bajo el nombre de producto Teflon de la Firma DuPont.
La incrustación de partículas de PTFE tiene la ventaja de que a diferencia de los lubricantes aplicados encima, mantiene el coeficiente de fricción bajo en torno a 0, 1 gracias a las partículas de PTFE insertadas muy homogéneas, por ejemplo, sobre toda la capa de níquel. Incluso en el caso de fricción pequeña a nivel microscópico aparecen siempre partículas nuevas de PTFE en la superficie y de esta manera garantizan las propiedades lubricantes durante toda la vida útil de la capa.
Este recubrimiento con níquel bajo la incrustación de partículas de PTFE se designa también como capa de dispersión de níquel-PTFE, que tiene incrustado de 20 â?" 30 % en volumen de partículas finísimas de PTFE en la
matriz de níquel.
La ayuda de una grasa resistente al calor con ingredientes de cerámica en polvo no tóxicos como propiedades de resbalamiento de emergencia optimiza a través de los coeficientes de fricción reducidos, además, esta unión atornillada y ofrece, además de la facilidad de desprendimiento, una propiedad repelente a la suciedad, que incrementa la duración de vida útil y la facilidad de montaje de la unión atornillada. Las consecuencias son una alta fiabilidad de los componentes empleados y una satisfacción del cliente implicada con ello.
Al estado de la técnica pertenece la utilización de tornillos bruñidos químicamente o hechos resistentes a la corrosión con otros procedimientos. El niquelado químico de tornillos, pasadores roscados y otros componentes de construcción es un estado de la técnica conocido en sí, cuya utilización no se conocen, sin embargo, en herramientas de soporte para la mecanización por arranque de virutas o bien en herramientas de mecanización por arranque de virutas. La utilización de tornillos, en los que están incrustadas adicionalmente todavía partículas de PTFE en la capa de níquel, no se conoce tampoco en herramientas de soporte para la mecanización por arranque de virutas. El procedimiento de acuerdo con la invención ofrece, además de la resistencia a la corrosión, también todavía propiedades deslizantes mejoradas de las uniones mecánicas.
Al estado de la técnica en el caso de uniones atornilladas sobre herramientas de mecanización por arranque de virutas pertenece, además, la utilización de grasas resistentes al calor, que deben ofrecer a través de la incrustación la mayoría de las veces de partículas de cobre una propiedad de resbalamiento de emergencia. Estas grasas que contienen cobre son muy resistentes al calor. Las partículas de cobre ofrecen propiedades de resbalamiento de emergencia, que aparecen cuando debido a altas temperaturas de funcionamiento de 100º a 400º cede la propiedad lubricante de la grasa en la unión atornillada o bien ya no existe. Estas grasas encuentran aplicación, por ejemplo, en el automóvil para mantener apta para la marcha la guarnición de freno en el asiento de freno en instalaciones de frenos de disco.
La utilización de componentes niquelados químicamente con partículas de PTFE incrustadas, en combinación con una grasa de alta resistencia al calor con partículas cerámicas microfina y utilizada ésta con preferencia en uniones atornilladas, especialmente en mordazas de fijación en herramientas de mecanización por arranque de virutas, es nueva en este tipo de función. Sirve para la reducción selectiva y controlada de las fuerzas de fricción entre los componentes individuales y especialmente en la unión atornillada. Esta combinación de material y lubricante se caracteriza por propiedades de deslizamiento excelentes y por las propiedades de resbalamiento de emergencia que se mantienen en el empleo de larga duración. Adicionalmente, a través de la superficie lisa del recubrimiento así como a través de las propiedades repelentes... [Seguir leyendo]
Reivindicaciones:
1. Uniones atornilladas (1) con tornillos (2) y taladros roscados correspondientes sobre herramientas de mecanización por arranque de virutas (6) , caracterizadas por que los tornillos (2) presentan al menos en la zona de su rosca (3) a través de recubrimiento una superficie lisa, en el recubrimiento están contenidas partículas de PTFE, con preferencia con un tamaño de las partículas entre 100 nm y 300 nm, y la unión atornillada (1) o bien los tornillos y los taladros roscados que forman los dos participantes roscados están lubricados con cantidades pequeñas de una grasa resistente al calor con partículas de cerámica en polvo.
2. Uniones atornilladas de acuerdo con la reivindicación 1, caracterizadas por que el espesor del recubrimiento es inferior a 25 μm, con preferencia inferior a 100 μm y de manera especialmente preferida está entre 3 μmy7 μm.
3. Uniones atornilladas de acuerdo con la reivindicación 1 ó 2, caracterizadas por que los coeficientes de fricción de deslizamiento de los tornillos en la zona recubierta está entre 0, 05 y 0, 07.
4. Uniones atornilladas de acuerdo con una de las reivindicaciones 1 a 3, caracterizadas por que las partículas de PTFE ocupan entre 20 y 30 por ciento en volumen, con preferencia 25 por ciento en volumen en el recubrimiento.
5. Uniones atornilladas de acuerdo con una de las reivindicaciones 1 a 4, caracterizadas por que la superficie lisa de los tornillos (2) está generada por medio de niquelado químico bajo la incorporación simultánea de partículas de PTFE en la capa de níquel.
6. Uniones atornilladas de acuerdo con una de las reivindicaciones 1 a 5, caracterizadas por que en el recubrimiento está contenido fósforo, con preferencia 1 por ciento en peso.
7. Procedimiento para la mejora de las uniones atornilladas (1) con tornillos (2) y taladros roscados correspondientes sobre herramientas de mecanización por arranque de virutas (6) , caracterizado por que los tornillos (2) están recubiertos al menos en la zona de su rosca (3) para recibir una superficie lisa, en el recubrimiento están contenidas partículas de PTFE, con preferencia con un tamaño de las partículas entre 100 nm y 300 nm, y la unión atornillada (1) o bien los tornillos y los taladros roscados que forman los dos participantes roscados están lubricados con cantidades pequeñas de una grasa resistente al calor con partículas de cerámica en polvo.
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado por que los tornillos (2) utilizados son niquelados químicamente para el recubrimiento bajo la incorporación simultánea de partículas de PTFE en la capa de níquel.
9. Utilización de tornillos (2) recubiertos al menos en la zona de la rosca, que presentan partículas en el recubrimiento de PTFE y están recubiertos con cantidades pequeñas de una grasa resistente al calor con partículas de cerámica en polvo, en uniones atornilladas (1) sobre herramienta de mecanización por arranque de virutas (6) .
10. Utilización de cuerpo con la reivindicación 9, caracterizada por que se utilizan tornillos niquelados químicamente, que presenta partículas de PTFE en la capa de níquel.
11. Utilización de acuerdo con la reivindicación 9 ó 10, caracterizada por que para la lubricación de las uniones atornilladas (1) se utiliza grasa resistente al calor con componentes de cerámica en polvo.
Patentes similares o relacionadas:
 Sistema de herramientas y procedimiento de torneado, del 29 de Julio de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un […]
Sistema de herramientas y procedimiento de torneado, del 29 de Julio de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un […]
 Inserto de corte en miniatura, del 24 de Junio de 2020, de CERAMTEC GMBH: Una placa de corte para una herramienta de corte para quitar virutas, que comprende una cara superior de la placa de corte y una cara inferior […]
Inserto de corte en miniatura, del 24 de Junio de 2020, de CERAMTEC GMBH: Una placa de corte para una herramienta de corte para quitar virutas, que comprende una cara superior de la placa de corte y una cara inferior […]
Sistema de herramienta, del 13 de Mayo de 2020, de CERAMTEC GMBH: Sistema de herramienta que comprende una placa de corte y que comprende un portaherramientas que tiene un asiento de placa para recibir la placa de corte […]
Inserto de corte y conjunto de inserto de corte, del 25 de Marzo de 2020, de ISCAR LTD.: Un conjunto de inserto de corte que comprende: un alojamiento del inserto que tiene una base del alojamiento que incluye un orificio […]
INSERTO DE CORTE APLICABLE A HERRAMIENTAS DE MECANIZADO Y HERRAMIENTA QUE LO PORTA, del 2 de Enero de 2020, de HERRAMIENTAS PREZISS, S.L.: Inserto de corte aplicable a herramientas de mecanizado y herramienta que lo porta. El inserto posee un filo de corte que puede ser completamente […]
Portaherramientas que tiene un miembro de sujeción con una sección transversal no circular y método para sujetar un inserto de corte en el mismo, del 11 de Diciembre de 2019, de ISCAR LTD.: Un portaherramientas que comprende: un cuerpo principal que tiene un cabezal de soporte que se extiende lejos de un vástago de […]
Sistema de herramientas, del 4 de Diciembre de 2019, de CERAMTEC GMBH: Un sistema de herramientas que comprende un portaherramientas que tiene un asiento de la placa para recibir una placa de corte y […]
Conjunto de máquina herramienta para mecanizar piezas de trabajo y componente accionador del mismo, del 4 de Diciembre de 2019, de ISCAR LTD.: Un conjunto de máquina herramienta que comprende: un cuerpo básico que tiene un eje de sujeción (AC) y un eje de movimiento de accionador (AM), […]