Método, mandril y aparato para bobinado y retirada de rollos sin núcleo de película estirable.
Un método para bobinar y extraer uno o una pluralidad de rollos sin núcleo (B1,
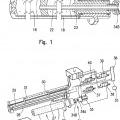
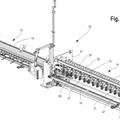
B2) de una película de plástico estirable en un mandril (10) que comprende un cuerpo tubular que tiene una pared periférica provista de una pluralidad de perforaciones u orificios (18), en el que dicha pared se extiende longitudinalmente desde un extremo trasero a un extremo delantero del mandril (10), y medios para suministrar aire a presión en el cuerpo tubular del mandril (10) y hacia fuera a través de los orificios (18) durante la extracción del rollo o rollos (B1, B2),
caracterizado por:
proveer el cuerpo tubular del mandril (10) con al menos una primera cámara delantera de aire (14) y una segunda cámara de aire trasera (15), alineadas axialmente, en respectivas zonas perforadas delantera y trasera (16, 17) de la pared periférica (11) del mandril (10);
donde al menos un rollo o una pluralidad de rollos (B1, B2) de la película de plástico estirable están bobinados sobre dichas zonas perforadas (16, 17) del mandril (10)
conectar las cámaras de aire (14, 15) del mandril a una fuente de aire a presión (35) por un sistema de conductos (22, 23) que comprende válvulas de control accionables selectivamente;
extraer el rollo o la pluralidad de rollos (B1, B2), suministrando inicialmente aire a presión en todas las cámaras de aire (14, 15) del mandril (10) durante una primera etapa de extracción del rollo o rollos (B1, B2) ; y
posteriormente desconectar selectivamente cada cámara de aire simple (14, 15) de la fuente de aire a presión (35) durante una segunda etapa de extracción del rollo o rollos (B1, B2), desde la cámara de aire trasera (15), hacia la cámara de aire delantera (14) del mandril (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/056554.
Solicitante: NO.EL. S.R.L.
Inventor/es: PELLENGO GATTI,Roberto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H19/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › en los mecanismos de enrollado o en unión con las operaciones de enrollado.
PDF original: ES-2491315_T3.pdf

Fragmento de la descripción:
Método, mandril y aparato para bobinado y retirada de rollos sin núcleo de película estirable.
ANTECEDENTES DE LA INVENCIÓN
[1] La presente invención se refiere a la formación de rollos sin núcleo de una película de plástico estirable, también conocida como película de estiramiento, que se enrolla sobre un mandril perforado especial conformado para permitir que uno o una pluralidad de rollos sin núcleo sean bobinados simultáneamente y eliminados secuencialmente, en donde se hace uso de un flujo de aire a presión para provocar que algunas vueltas internas de los rollos se expandan radialmente, de manera que dichos rollos sin núcleo sean fáciles de retirar sin fricción evitando la implosión de los rollos debida a compactación y auto-adherencia de un número de vueltas internas cercanas al mandril. En particular, la invención está dirigida a un método, así como a un mandril y un aparato para bobinar rollos sin núcleo de una película estirable, el mandril y el aparato siendo adecuados para llevar a cabo dicho método.
[2] La invención tiene una aplicación particular en el campo de las películas estirables de plástico, normalmente utilizados para envasado o para enrollar cargas paletizadas, u otras aplicaciones similares, en donde las demandas para mejorar el ciclo de trabajo, reducir los costes para formar los rollos, así como simplificar los problemas para gestionar dichos rollos, resultan siempre más relevantes.
[3] Las películas estirables de plástico tienen una posición preeminente en el embalaje debido a sus excelentes cualidades funcionales; una de las características que distinguen una película estirable de plástico de cualquier otro material de banda es su "adherencia", que es la capacidad de la película estirable de plástico a adherirse a sí misma creando un sello en el envase.
[4] Las propiedades mecánicas de una película de estiramiento también son importantes en relación con la resistencia a desgarro y tracción, con valores de estiramiento hasta 1-14% y más, y un módulo de Young relativamente bajo; el uso de película de estiramiento en envases ha demostrado reducir la cantidad de consumo de película tanto como 4-5%.
[5] Además, el uso rollos sin núcleo de películas de estiramiento correctamente bobinados con una serie de vueltas internas compactadas, que mantienen una forma cilindrica de los rollos después de la retirada del mandril, que está conformado de manera adecuada para evitar cualquier riesgo de implosión y deformación de su forma cilindrica, es una característica muy importante que hace más fácil y más rápido el envasado y embalaje de cargas paletizadas por películas de estiramiento, con una producción significativamente mayor. Por lo tanto, el uso de películas de plástico estirable, respecto a otros materiales de banda y diferentes campos técnicos, es muy importante.
TÉCNICA ANTERIOR
[6] Varios productos tales como papel, películas de plástico y similares se obtienen normalmente en la forma de una banda continua que se enrolla en rollos de gran diámetro, que debe luego ser rebobinada en rollos de tamaño más pequeño.
[7] En general, con sistemas convencionales de bobinado el material en banda se enrolla sobre un núcleo tubular rígido de cartón u otro material adecuado para proporcionar un soporte a las vueltas de la película durante el enrollamiento; sin embargo, el uso de núcleos rígidos habituales implica un procedimiento más elaborado para formarlos rollos, así como costes mayores para almacenar y, finalmente, retirarlos núcleos tubulares.
[8] Con el fin de resolver los problemas relacionados con el uso de núcleos tubulares habituales, se propusieron ya aparatos de bobinado que emplean un mandril especial perforado, sobre el que se enrolla directamente un rollo sin núcleo de película de estiramiento y en los que el uso de núcleos tubulares rígidos se elimina totalmente; al final de la etapa de bobinado de un rollo, se suministra un flujo de aire a presión en el mandril perforado, cuyo aire presurizado se escapa de agujeros pasantes del mandril con el fin de reducir las fuerzas de fricción entre las superficies de contacto del propio mandril y las vueltas interiores del rollo, lo que permite la compactación de las vueltas interiores, el deslizamiento y la retirada del mismo rollo.
[9] Un aparato que comprende un mandril perforado para bobinar rollos sin núcleo ya se conoce por ejemplo por WO 26/12933 del mismo solicitante, en particular para bobinar películas de plástico estirable para embalar y envolver cargas paletizadas. W26/12933 describe un método para bobinar y eliminar rollos sin núcleo de una película de plástico estirable a partir de un mandril que comprende un cuerpo tubular que tiene una pared periférica provista de una pluralidad de perforaciones u orificios pasantes dispuestos longitudinalmente desde un extremo trasera a uno delantero del mandril, y medios para alimentar aire a presión en el cuerpo tubular del mandril y que fluye hacia fuera a través de las perforaciones durante la retirada de un rollo. El cuerpo tubular del mandril está conformado con una sola cámara de aire en una zona perforada de la pared periférica del mandril, sobre la que al menos puede bobinarse un rollo, por lo que se permite la conexión de la cámara de aire del mandril a un aire a presión, la compactación de las vueltas internas del rollo y la eliminación del propio rollo mientras el aire fluye a
través de perforaciones descubiertas del mandril. Otros ejemplos de aparatos, que emplean mandriles perforados para bobinar rollos sin núcleo de materiales en banda en diferentes campos técnicos, se encuentran en EP- A- 83147, EP-A- 99578 , US-A- 6.27.34 y US- A-6.595.458.
[1] Un problema común a los aparatos que emplean mandriles perforados convencionales se refiere a la dificultad de controlar el caudal y el consumo de aire a presión durante la retirada de los rollos; en realidad, el caudal de aire suministrado al mandril varía durante la eliminación de los rollos, siendo dicho caudal aumentado a medida que los rollos de descubren progresivamente los orificios del mandril, a fin de compensar cualquier caída de presión.
[11] Además, retirar uno o una pluralidad de rollos en un mismo mandril con el fin de aumentar el rendimiento del proceso productivo, y luego retirar y quitar los rollos manteniendo el consumo de aire a presión a un mínimo, resulta totalmente imposible con los habituales mandriles perforados.
[12] De hecho, en todos los documentos mencionados anteriormente, el mandril está conformado con un cuerpo tubular, delimitado por una pared periférica que comprende una pluralidad de perforaciones o agujeros pasantes, y una única cámara de aire para suministrar un flujo de aire a presión, en donde la cámara se extiende axialmente por la longitud total del mandril, de un extremo trasera a uno delantero; en consecuencia, el flujo de aire se debe aumentar progresivamente durante la retirada de los rollos.
[13] Con el fin de reducir las caídas de presión y para mantener un flujo de aire de amortiguación lo más homogéneo posible entre el mandril y una manta u otro producto blando bobinado, EP-A-1813534 describe un aparato que comprende un mandril tubular perforado, dividido en compartimentos separados o cámaras traseras y delanteras selladas herméticamente, que pueden estar conectados conjuntamente a una sola fuente de aire a presión. Se propone el uso de dos cámaras de aire conectadas ambas de forma permanente a una fuente de aire a presión durante la extracción de rollos con el fin de reducir las caídas de presión, manteniendo una amortiguación homogénea de aire, mientras que la manta bobinada se retira.
[14] Dado que ambas cámaras de aire traseras y delanteras resultan siempre conectadas con la fuente de aire a presión, durante todo el tiempo requerido para retirar la manta, esto de nuevo implica la necesidad de aumentar progresivamente el caudal de aire a presión, y en consecuencia de aumentar el consumo de aire a medida que los orificios del mandril se descubren progresivamente.
OBJETO DE LA INVENCIÓN
[15] El objeto principal de la presente invención es proporcionar un método y un mandril para enrollar rollos sin núcleo de una película de plástico estirable, normalmente utilizada para embalar y envolver cargas paletizadas, por medio de los cuales se hace posible bobinar uno o una pluralidad de rollos sin núcleo así como la retirada de dichos rollos suministrando aire a presión de forma controlada, a fin de reducir la caída de presión, permitiendo al mismo tiempo que se reduzca sustancialmente el consumo de aire.
[16] Un objeto adicional de la presente invención es proporcionar un aparato para permitir que uno... [Seguir leyendo]
Reivindicaciones:
1. Un método para bobinar y extraer uno o una pluralidad de rollos sin núcleo (B1, B2) de una película de plástico estirable en un mandril (1) que comprende un cuerpo tubular que tiene una pared periférica provista de una pluralidad de perforaciones u orificios (18), en el que dicha pared se extiende longitudinalmente desde un extremo trasero a un extremo delantero del mandril (1), y medios para suministrar aire a presión en el cuerpo tubular del mandril (1) y hacia fuera a través de los orificios (18) durante la extracción del rollo o rollos (B1, B2),
caracterizado por:
proveer el cuerpo tubular del mandril (1) con al menos una primera cámara delantera de aire (14) y una segunda cámara de aire trasera (15), alineadas axialmente, en respectivas zonas perforadas delantera y trasera (16, 17) de la pared periférica (11) del mandril (1);
donde al menos un rollo o una pluralidad de rollos (B1, B2) de la película de plástico estirable están bobinados sobre dichas zonas perforadas (16, 17) del mandril (1)
conectar las cámaras de aire (14, 15) del mandril a una fuente de aire a presión (35) por un sistema de conductos (22, 23) que comprende válvulas de control acclonables selectivamente;
extraer el rollo o la pluralidad de rollos (B1, B2), suministrando ¡nicialmente aire a presión en todas las cámaras de aire (14, 15) del mandril (1) durante una primera etapa de extracción del rollo o rollos (B1, B2)
; y
posteriormente desconectar selectivamente cada cámara de aire simple (14, 15) de la fuente de aire a presión (35) durante una segunda etapa de extracción del rollo o rollos (B1, B2), desde la cámara de aire trasera (15), hacia la cámara de aire delantera (14) del mandril (1).
2. El método de acuerdo con la reivindicación 1, caracterizado por las etapas de:
detectar la posición de un rollo trasero (B2) de dicha pluralidad de rollos (B1, B2) que se mueve a lo largo
del mandril (1); y
desconectar secuencialmente cada cámara de aire simple (14, 15) de la fuente de aire a presión (35) al paso por la zona perforada del mandril (1) de dicho rollo posterior (B2).
3. El método de acuerdo con la reivindicación 1, caracterizado por las etapas de:
bobinar una pluralidad de rollos axialmente separados (B1, B2), sobre respectivas zonas perforadas (16, 17) de la pared periférica (11), en correspondientes cámaras de aire (14, 15) del mandril (1);
suministrar aire a presión en todas las cámaras de aire (14, 15) del mandril (1) durante una etapa inicial de aproximación para contactar los rollos (B1, B2);
mover los rollos (B1, B2) en un estado de contacto, suministrando simultáneamente aire a presión en las cámaras de aire (14, 15) del mandril (1);
detectar la posición de un rollo trasero (B2) de dicha pluralidad de rollos (B1, B2) durante el movimiento a lo largo del mandril (1); y
desconectar secuencialmente cada cámara de aire simple (14, 15) de la fuente de aire a presión (35) al superar dicho rodillo posterior (B2) cada cámara de aire (14, 15).
4. El método de acuerdo con la reivindicación 1, caracterizado por las etapas de:
suministrar un flujo de aire (Q) en las cámaras de aire (14, 15) del mandril (1), a un valor de presión constante (P); y
reducir el flujo de aire (Q) manteniendo la presión (P) en un valor constante, al desconectar cada cámara de aire (14, 15) del mandril (1) de la fuente de aire a presión (35).
5. Un mandril para bobinar y extraer uno o una pluralidad de rollos sin núcleo de una película de plástico estirable, según el método de la reivindicación 1, el mandril comprendiendo un cuerpo cilindrico tubular con una pared periférica (11) provista de una pluralidad de perforaciones u orificios (18), en el que se suministra un flujo de aire a presión durante la extracción de un rollo o la pluralidad de rollos (B1, B2), caracterizado porque el cuerpo tubular del mandril comprende:
una pluralidad de cámaras de aire separadas (14, 15), alineadas axialmente entre un extremo trasero y un extremo delantero del mandril (1); y
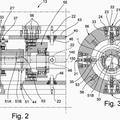
un sistema de conducto de aire y válvula (22, 23) que comprende una pluralidad de conductos de aire y un dispositivo giratorio de acoplamiento neumático (34B) conformado para suministrar por separado y desconectar secuencialmente el aire a presión procedente de cada cámara de aire simple (14, 15) del mandril (1).
6. El mandril según la reivindicación 5, caracterizado porque la pared periférica (11) del mandril (1) comprende una zona perforada (16, 17) en cada cámara de aire (14, 15).
7. El mandril según la reivindicación 5, caracterizado porque dicha pluralidad de conductos de suministro de aire (22, 23) se extiende coaxialmente desde el extremo trasero del mandril (1), que desemboca en una cámara de aire respectiva (14, 15) del mismo mandril (1).
8. El mandril según la reivindicación 7, caracterizado porque comprende una primera y una segunda cámaras de aire alineadas axialmente (14, 15); medios de soporte (2) conformados para soportar el mandril (1) de manera giratoria libre; y un dispositivo de acoplamiento neumático (34) conformado para conectar por separado cada cámara de aire (14, 15) a la fuente de aire a presión (35).
9. El mandril según la reivindicación 8, caracterizado por que comprende:
un primer elemento tubular (22) que define un primer conducto para suministrar aire presurizado a una primera cámara delantera (14);
un segundo elemento tubular (19) dispuesto coaxialmente con el primer elemento tubular (22), dichos primer y segundo elemento tubular definiendo un segundo conducto anular (23) para suministrar aire presurizado a una segunda cámara de aire trasera (15); y
un dispositivo giratorio de acoplamiento (34) para la conexión de dichos elementos tubulares (19, 22) a la fuente de aire a presión.
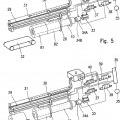
1. Un aparato para bobinar uno o una pluralidad de rollos sin núcleo (B1, B2) de una película de plástico estirable, por al menos un mandril (1) según la reivindicación 5, caracterizado porque comprende:
un dispositivo (26) de empuje de rollo conectado operativamente a un primer accionador (29) conformado para mover el dispositivo de empuje (26) desde un extremo trasero aun extremo delantero del mandril (1);
un dispositivo de acoplamiento neumático (34) conectable a las cámaras de aire (14, 15) del mandril (1) y un sistema de válvula de control (37, 4) conformado para conectar las cámaras de aire (14, 15) del mandril (1) por dicho dispositivo de acoplamiento (34) a una fuente de aire a presión (35);
una unidad de control electrónico (U) conectada operativamente al accionador (29) dispositivo de empuje de rollo (26) y al sistema de válvula (37, 4) para la conexión a la fuente de aire a presión (35);
y
al menos un dispositivo sensor de posición (3, 31) conformado y dispuesto para detectar la posición de un solo rollo o uno de los rollos (B1, B2) que superan dichas cámaras de aire (14,15) y para proporcionar una señal de control a la unidad de control (U); la unidad de control electrónico (U) estando programada y operativamente conectada al sistema de válvula (37, 4) para conectar y desconectar selectivamente las cámaras de aire (14, 15) de la fuente de aire a presión (35) como una función de señales de control del dispositivo de detección de posición (3, 31) a la unidad de control (U).
11. El aparato según la reivindicación 1, caracterizado porque comprende al menos un primer y un segundo mandril (1) paralelos que se extienden desde un miembro giratorio de soporte; y medios de indexación para controlar una rotación paso a paso del elemento de soporte y mover los mandriles (1), a lo largo de una vía de trabajo circular entre una posición de bobinado y una posición de extracción de los rollos (B1, B2).
Patentes similares o relacionadas:
Aparato de plegado y método correspondiente, del 15 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Aparato de plegado para hojas , que comprende al menos una unidad de acondicionamiento adecuada para preparar la hoja que se desea plegar, al menos un medio […]
Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, máquina rebobinadora que soporta dicho grupo y método de encolado relacionado, del 8 de Abril de 2020, de GAMBINI S.p.A: Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, que comprende un rodillo de suministro soportado de manera […]
Método para distribuir cola sobre núcleos tubulares de cartón en máquinas rebobinadoras, del 11 de Marzo de 2020, de FUTURA S.P.A: Método para aplicar cola en núcleos tubulares para la producción de troncos de material de papel que comprende la etapa de suministrar en secuencia […]
 Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Dispositivo para cerrar el extremo de la cola de un rodillo de material en banda y procedimiento, del 4 de Septiembre de 2019, de Mtorres Tissue S.r.l: Un dispositivo para cerrar el extremo posterior de un rodillo de material en banda que comprende: - una ruta de alimentación (P) de los rodillos (R) […]
Rollo sin núcleo y método de fabricación, del 21 de Agosto de 2019, de Essity Operations France: Rollo sin núcleo de productos de lámina absorbente hecho de una banda enrollada en espiral de sustrato absorbente que comprende al menos […]
Grupo de motorización de carretes en una máquina para bobinar película plástica, del 10 de Julio de 2019, de COLINES S.P.A.: Una máquina para bobinar película plástica sobre bobinas que comprende un grupo de motorización de carretes, en la que unos husillos están posicionados […]
 Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]
Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]