Procedimiento y dispositivo para la fabricación de un componente con una pieza de inserción integrada.
Procedimiento para la fabricación de un componente (11) con una pieza de inserción (12) integrada,
en particular de una cerámica funcional, que comprende al menos un elemento de conexión eléctrica (36),
- en el que la pieza de inserción (12) está incrustada en una matriz metálica (24), caracterizado
- porque al menos antes de la incrustación de la pieza de inserción (12) en la matriz metálica (24) se fija al menos un elemento de posicionamiento (14) en la pieza de inserción (12),
- porque la pieza de inserción (12) es retenida durante la incrustación en la matriz metálica (24) a través del al menos un elemento de posicionamiento (14) en una posición fija estacionaria con respecto al molde de fundición (31) y - porque el al menos un elemento de posicionamiento (14) se configura como otro elemento funcional (29, 36, 38) de la pieza de inserción (12).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09010220.
Solicitante: FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V..
Nacionalidad solicitante: Alemania.
Dirección: HANSASTRASSE 27C 80686 MUNCHEN ALEMANIA.
Inventor/es: PILLE,CHRISTOPH, WÖSTMAN,FRANZ-JOSEF, PLETEIT,HERMANN, HEUSER,MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D19/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 19/00 Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00). › para empalmar piezas.
- H01L41/047 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01L DISPOSITIVOS SEMICONDUCTORES; DISPOSITIVOS ELECTRICOS DE ESTADO SOLIDO NO PREVISTOS EN OTRO LUGAR (utilización de dispositivos semiconductores para medida G01; resistencias en general H01C; imanes, inductancias, transformadores H01F; condensadores en general H01G; dispositivos electrolíticos H01G 9/00; pilas, acumuladores H01M; guías de ondas, resonadores o líneas del tipo guía de ondas H01P; conectadores de líneas, colectores de corriente H01R; dispositivos de emisión estimulada H01S; resonadores electromecánicos H03H; altavoces, micrófonos, cabezas de lectura para gramófonos o transductores acústicos electromecánicos análogos H04R; fuentes de luz eléctricas en general H05B; circuitos impresos, circuitos híbridos, envolturas o detalles de construcción de aparatos eléctricos, fabricación de conjuntos de componentes eléctricos H05K; empleo de dispositivos semiconductores en circuitos que tienen una aplicación particular, ver la subclase relativa a la aplicación). › H01L 41/00 Dispositivos piezoeléctricos en general; Dispositivos electroestrictivos en general; Dispositivos magnetoestrictivos en general; Procedimientos o aparatos especialmente adaptados a la fabricación o tratamiento de estos dispositivos, o de sus partes constitutivas; Detalles (dispositivos consistentes en una pluralidad de componentes de estado sólido formados en o sobre un sustrato común H01L 27/00). › Electrodos.
- H01L41/053 H01L 41/00 […] › Monturas, soportes, recintos, envolturas o carcasas.
- H01L41/22 H01L 41/00 […] › Procesos o aparatos especialmente adaptados para la montaje, fabricación o tratamiento de estos elementos o de sus partes constitutivas.
- H01L41/23 H01L 41/00 […] › Formando cajas o carcasas.
PDF original: ES-2522322_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de un componente con una pieza de inserción integrada
La invención se refiere a un procedimiento y a un dispositivo para la fabricación de un componente con una pieza de inserción integrada, en particular de una cerámica funcional, que comprende al menos un elemento de conexión eléctrica, en el que la pieza de inserción está envuelta, al menos parcialmente, por una capa de aislamiento y en el que la pieza de inserción está incrustada junto con la capa de aislamiento en una matriz metálica.
Tales componentes con piezas de inserción integradas se utilizan, por ejemplo, como sensores o actuadores. Estas piezas de inserción comprenden con preferencia una cerámica funcional, o bien componentes piezoeléctricos, que se emplean en los más diferentes campos técnicos. En este caso, deben amortiguarse la mayoría de las veces vibraciones en componentes, estructuras o grupos de construcción. Tal amortiguación activa se puede realizar a través de una superposición de vibraciones. Tales vibraciones necesarias se pueden generar con las cerámicas funcionales, cuyo efecto piezoeléctrico provoca, cuando se aplica una tensión eléctrica, una deformación de alta frecuencia de las cerámicas funcionales. La aplicación se designa como aplicación de actuación. Las vibraciones generadas se pueden transmitir en tal caso desde el exterior sobre el componente, la estructura o el grupo de construcción o se pueden introducir directamente en el propio componente a través de una cerámica funcional integrada en el componente. De la misma manera, tales componentes con piezas de inserción integradas posibilitan la detección de vibraciones o deformaciones en componentes, estructuras o grupos de construcción. Esta aplicación se designa como aplicación sensorial.
Además, se conoce, por ejemplo, a partir de una publicación "Praxis der Druckgussfertigung" de Ernst Brunhuber, Berlín, Verlag Schiehle & Schón, 1991, páginas 354 a 367 unos útiles de fundición a presión, que posibilitan la realización de un procedimiento de fundición a presión con piezas de inserción. En este caso se emplean pasadores roscados, casquillos roscados y casquillos de cojinete, piezas de chapa de acero, tubos o similares para asegurar las piezas de inserción en el útil de fundición a presión. Estas piezas de inserción no presentan, además, otra función o bien deben retirarse de nuevo, dado el caso, después del proceso de fundición.
Se deduce, por ejemplo, a partir del documento DE 102 11 107 A1 una cerámica funcional, que está configurada especialmente como actuador de pila de cuatro capas. Este actuador de pila de cuatro capas comprende una carcasa metálica de varias partes, que está configurada en forma de tubo. El actuador fabricado de piezocerámica se encola a continuación sobre una pieza de fondo. A continuación se inserta una envolvente de carcasa en forma de tubo sobre el actuador. Por último, se encola una tapa de la misma manera con el actuador. De este modo se crea una disposición de obturación y cerrada así como un encapsulamiento del actuador. Esta disposición así como la estructura son muy costosas. En particular, está disposición es más bien inadecuada para una estructura muy pequeña para la integración en componentes.
Se conoce a partir del documento DE 103 15 067 A1 una estructura similar de un actuador para el actuador de pila de cuatro capas mencionado anteriormente. En este caso está previsto que se inserte una carcasa de dos piezas entre sí para alojar allí un actuador. A continuación se pretensa el actuador a través del acoplamiento siguiente de las mitades de la carcasa. Esta disposición se mantiene porque las dos mitades de la carcasa se sueldan entre sí. Tal disposición requiere un volumen de construcción considerable y no se puede integrar o sólo con condiciones con mucho gasto en un componente.
Se deduce a partir del documento DE 103 15 425 A1 un procedimiento para la fabricación de un elemento de construcción con una cerámica funcional. La cerámica funcional comprende al menos un elemento de conexión eléctrica, que está conectado con la cerámica funcional, antes de que sea introducida una envolvente aislante de electricidad. A continuación se incrusta el componente piezoeléctrico así como la envolvente aislante de electricidad conjuntamente en una matriz metálica o bien es fundido alrededor por una matriz metálica. En este caso está previsto que la matriz metálica tanto se pueda configurar como una carcasa, que rodea los componentes piezoeléctricos, de manera que este componente se puede emplear como actuador, por ejemplo, a través de unión atornillada, soldadura o estañado en otro elemento de construcción. Por lo demás, la matriz metálica puede estar configurada de tal forma que ésta está configurada ella misma como elemento de construcción, en el que está incrustado el componente piezoeléctrico. De esta manera, el actuador puede estar integrado en el propio elemento de construcción. Este elemento de construcción solamente se puede realizar con condiciones en su fabricación. En particular, en el caso de empleo de procedimientos de fundición a presión, no se puede establecer de forma reproducible la disposición en posición correcta del componente piezoeléctrico.
Se deduce a partir del documento DE 10 2005 018 936 A1 un componente fundido con una pieza de inserción integrada, en particular una cerámica funcional. La cerámica funcional se provee antes de la inserción en la pieza fundida con una envolvente aislante térmica. A continuación se posiciona la pieza de inserción al menos parcialmente envuelta en la cavidad de un molde de fundición y a continuación se rodea con un metal por medio de un procedimiento de fundición. En este caso, la pieza de inserción debe posicionarse en el molde de fundición de tal forma que la velocidad de la circulación de la colada metálica a fundid en la zona de la pieza de inserción es baja.
Este componente con una pieza de inserción integrada presenta de la misma manera el inconveniente de que a pesar de la alineación y posicionamiento de la pieza de inserción en el molde de fundición para la consecución de una velocidad baja de la circulación, no se garantiza una disposición reproducible y definida de la pieza de inserción en el componente.
Se deduce a partir del documento DE 10 2005 016 402 A1 un procedimiento para la fabricación de un componente fundido, en el que está integrada la pieza de inserción. Para la incorporación de piezas de inserción especialmente sensibles y fácilmente rompibles en un componente fabricado a través de un procedimiento de fundición, se propone que sobre la pieza de inserción de pared fina y rompible se aplique una envolvente de un metal extensible o tela metálica. Este metal extensible o tela metálica forman una membrana permeable, que es infiltrada por la colada metálica líquida y deben amortiguar las fuerzas altas que aparecen durante la fundición de la colada y que están condicionadas por la técnica de fundición. Además, a través de la envolvente permeable debe garantizarse una inclusión en unión positiva de la pieza de inserción en el componente. El contacto eléctrico de la cerámica funcional o bien del componente piezoeléctrico en la matriz metálica se realiza a través de alambres convencionales, que han sido envueltos previamente con una lámina de poliamida y son rodeados por fundición de una manera indefinida en el útil de fundición. Este procedimiento para la fabricación de un componente con una pieza de inserción integrada presenta el inconveniente de que en virtud de las velocidades extremas de la circulación que aparecen, las envolventes no pueden cubrir totalmente la cerámica funcional ni la pueden fijar de una manera reproducible en el molde de fundición. De esta manera, pueden aparecer daños en la cerámica funcional.
Por lo tanto, la invención tiene el cometido de proponer un procedimiento para la fabricación de un componente con una pieza de inserción integrada, en particular una cerámica funcional así como un componente con una pieza de inserción integrada, en particular cerámica funcional, que cumple los requerimientos planteados en la fabricación de un componente de este tipo de posibilitar un posicionamiento seguro de la pieza de inserción con respecto al componente durante su fabricación así como una fabricación reproducible de un componente de este tipo.
Este cometido se soluciona de acuerdo con la invención por medio de un procedimiento de acuerdo con las características de la reivindicación 1. En este procedimiento de acuerdo con la invención se propone que al menos antes de la incrustación de la pieza de inserción en la matriz metálica se fije... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la fabricación de un componente (11) con una pieza de inserción (12) integrada, en particular de una cerámica funcional, que comprende al menos un elemento de conexión eléctrica (36),
en el que la pieza de inserción (12) está incrustada en una matriz metálica (24),
caracterizado
porque al menos antes de la incrustación de la pieza de Inserción (12) en la matriz metálica (24) se fija al menos un elemento de posicionamiento (14) en la pieza de inserción (12),
porque la pieza de inserción (12) es retenida durante la Incrustación en la matriz metálica (24) a través del al menos un elemento de posicionamiento (14) en una posición fija estacionaria con respecto al molde de fundición (31) y
porque el al menos un elemento de posicionamiento (14) se configura como otro elemento funcional (29, 36, 38) de la pieza de inserción (12).
2.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el al menos un elemento de posicionamiento (14) se configura como elemento de conexión eléctrica (36) de un material conductor de electricidad y porque el al menos un elemento de posicionamiento (14), es contactado de forma conductora de electricidad, con preferencia antes de la envoltura al menos pardal de la pieza de inserción (12) por una capa de aislamiento (19), directamente con la pieza de inserción (12).
3.- Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque el elemento de posicionamiento (14) se conecta de forma conductora de electricidad a través de un adhesivo conductor de electricidad, a través de un adhesivo no conductor de electricidad con un contacto conductor intercalado, a través de una unión soldada, a través de una disposición metálica en unión positiva o por aplicación de fuerza con la pieza de inserción (12).
4.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la pieza de inserción (12) con el al menos un elemento de posicionamiento (14) dispuesto en ella está envuelta, al menos parcialmente, con una capa de aislamiento (19), en el que con preferencia las superficies frontales (21) de la pieza de inserción (12) y secciones de conexión (22) del elemento de posicionamiento (14) no están envueltas,
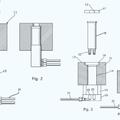
5.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque sobre al menos una sección de conexión libre (22) del elemento de posicionamiento (14) se coloca un elemento auxiliar de posicionamiento (32) del molde de fundición (31), antes de que se posicione la pieza de inserción (12) en el molde de fundición (31) o porque la al menos una sección de conexión libre (22) del al menos un elemento de posicionamiento (14) se inserta directamente en el molde de fundición (31).
6.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el al menos un elemento de posicionamiento (14) se configura como elemento de unión (29) y se posiciona en al menos un lado frontal (21) de la pieza de inserción (12), antes de que la pieza de inserción (12) sea envuelta, al menos parcialmente, con la capa de aislamiento (19) o la pieza de inserción (12) y el elemento de posicionamiento (14) se insertan en el molde de fundición (31), para el ajuste de la constante de resorte local de la matriz metálica, y porque con preferencia el al menos un elemento de posicionamiento (14) es posicionado directamente en la superficie frontal (21) de la pieza de inserción (12) para el apoyo superficial y es retenido en el molde de fundición, y porque especialmente los elementos de conexión (36) son contactados de forma conductora de electricidad de forma separada por el al menos un elemento de posicionamiento (14) en la pieza de inserción (12).
7.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el al menos un elemento de posicionamiento (14) es configurado por la capa de aislamiento (19), que envuelve al menos parcialmente la pieza de inserción (12), con preferencia por una acumulación de material (38) de la capa de aislamiento (19), a través de la cual se posiciona la pieza de inserción (12) en el molde de fundición (31) en posición correcta, y en particular los elementos de conexión (36) con contactados eléctricamente con la pieza de inserción (12) antes de la envoltura al menos parcial con la capa de aislamiento (19) y con preferencia se prevé la acumulación de material (38) para la formación del al menos un elemento de posicionamiento (14) al menos en la zona de los elementos de conexión (36), que conduce los elementos de conexión (36) fuera de la matriz metálica (24).
8.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la capa de aislamiento (19) se fabrica de polímeros, en particular de PEEK, PAI, LCP, PSU, de plásticos dentales, de silicona, de óxidos metálicos, de esmalte, de vidrio, de cerámica, de fibras o compuestos de los materiales mencionados anteriormente.
9.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque se aplica otra capa sobre la pieza de inserción (12) o la capa de aislamiento (19), que es resistente a la temperatura al menos
temporalmente durante el procedimiento de fundición.
10.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la pieza de inserción (12) es incrustada de acuerdo con la metalurgia de fundición o de acuerdo con la metalurgia en polvo, en particular a través de un procedimiento de fundición o procedimiento de fundición a presión, con una colada metálica.
11.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque sobre la pieza de inserción (12) se aplica una tensión previa a través de la matriz metálica y se ajusta una tensión previa que actúa sobre la pieza de inserción (12) con preferencia a través de presión posterior durante el proceso de fundición.
12.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque durante la introducción de la matriz metálica (24) se cortocircuitan eléctricamente las secciones de conexión (22) de los elementos de posicionamiento (14) o elementos de soporte (16).
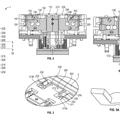
13.- Componente con una pieza de inserción (12) integrada, en particular con una cerámica funcional, que se fabrica especialmente de acuerdo con un procedimiento según las reivindicaciones 1 a 12,
con una matriz metálica (24), en la que está incrustada la pieza de inserción (12),
caracterizado
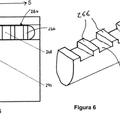
porque está previsto al menos un elemento de posicionamiento (14) que está en conexión con la pieza de inserción (12), que está configurado como otro elemento funcional (29, 36, 38) y
porque durante la introducción de la matriz metálica (24) en el molde de fundición (31), se fija la pieza de inserción (12) en el molde de fundición (31) en posición correcta a través del al menos un elemento de posicionamiento (14), que después de la incrustación de la pieza de inserción (12) en la matriz metálica (24) está posicionado en una superficie circunferencial exterior de la matriz metálica (24) o es conducido fuera de la matriz metálica (24).
14.- Componente de acuerdo con la reivindicación 13, caracterizado porque el elemento de posicionamiento (14) está configurado como un elemento de conexión (36) conductor de electricidad, que está configurado con preferencia por un elemento de soporte (16) con al menos un eje de cuerpo resistente a la torsión.
- Componente de acuerdo con la reivindicación 13, caracterizado porque el elemento de soporte (16), que está configurado con preferencia en forma de tira o en forma de T, está conectado con al menos una sección extrema en la pieza de inserción (12) y presenta en frente un extremo libre como sección de conexión (22).
16.- Componente de acuerdo con la reivindicación 13, caracterizado porque el elemento de posicionamiento (14) está configurado como elemento de unión (29) y presenta al menos una sección de fijación (26), y porque con preferencia el elemento de posicionamiento (14) está configurado como una acumulación de material (38) de la capa aislante (19) y está adyacente a la matriz metálica (24) y está dispuesto de manera que sobresale frente a ésta, y rodea con preferencia un elemento de conexión eléctrica (36).
17.- Componente de acuerdo con una de las reivindicaciones 13 a 16, caracterizado porque la pieza de inserción (12) está acoplada con un sensor, en particular un sensor de temperatura, o porque la pieza de inserción (12) está configurada como actuador, sensor, instalación de transmisión de datos o instalación de transmisión de energía sin hilos.
Patentes similares o relacionadas:
 Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
 Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Conjunto de pantalla de visualización, método de fabricación del mismo y dispositivo electrónico, del 27 de Marzo de 2019, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un conjunto de pantalla de visualización , que comprende: una escuadra de refuerzo que tiene una pared de debajo y una pared lateral que se curva desde […]
 Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Procedimiento para la fabricación de piezas de fundición de metal ferroso, del 23 de Octubre de 2018, de Huppert Engineering GmbH & Co. KG: Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que - se introduce un molde perdido , con un espacio hueco para el […]
PROCESO DE FABRICACIÓN DE ÁRBOL DE LEVAS CON COMPONENTE FUNCIONAL COMO INSERTO DE ENSAMBLE Y EL ÁRBOL DE LEVAS OBTENIDO CON EL MISMO, del 1 de Marzo de 2018, de ARBOMEX, S.A. DE C.V: La presente invención se refiere a un árbol de levas con un componente funcional como inserto de ensamble y el proceso de fabricación de dicho árbol de levas, en donde […]
Método para reparar defectos en piezas de trabajo de fundición de hierro y un método of conexión de piezas de trabajo de fundición de hierro, del 22 de Noviembre de 2017, de VESTAS WIND SYSTEMS A/S: Método de reparación de un defecto en una pieza de trabajo de fundición de hierro dúctil , que incluye: mecanizar la pieza de trabajo […]
Método de fabricación de un cárter con tuberías añadidas, cárter y su utilización, del 31 de Mayo de 2017, de Safran Transmission Systems: Método de realización de un cárter en aleación ligera obtenido por fundición que incluye al menos una tubería portada por una pared del cárter , […]