Instalación mejorada para la formación de baldosas o losas cerámicas.
Instalación apta para la formación de baldosas o losas cerámicas que comprende una cinta transportadora (2) sobre la que se crea una tira continua (100) de material cerámico en polvo,
unos dispositivos de compactación (4, 5) que permiten que dicha tira (100) de polvos sobre la cinta (2) sea sometida a un prensado continuo para obtener un artículo coherente de polvos compactados, y unos medios que permiten el confinamiento lateral del material sobre la cinta, comprendiendo dichos medios por lo menos un par de paredes de confinamiento elásticamente deformables paralelas (8, 9), móviles con la cinta, entre las cuales el material en polvo está contenido antes, durante y después del prensado,
en la que dichas paredes de confinamiento (8, 9) presentan los lados de interfaz (80, 90) inclinados con respecto al plano de la cinta transportadora, en una primera posición de funcionamiento antes del prensado, caracterizada por que dichos lados de interfaz (80, 90) asumen un perfil cóncavo en una segunda posición de funcionamiento bajo el prensado vertical de los dispositivos compactadores (4, 5) de manera que no interfieren, después del prensado, con el artículo de polvos compactados, con el fin no inducir tensiones en el mismo que pudieran provocarle daños.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05077747.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: 17/A, VIA SELICE PROVINCIALE 40026 IMOLA (BOLOGNA) ITALIA.
Inventor/es: VALLI, SILVANO, COCQUIO,ALESSANDRO, BABINI,ALAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B3/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B). › en la que uno o varios cilindros ejercen una presión sobre el material.
- B30B5/06 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › cooperando con otra cinta sin fin.
PDF original: ES-2523165_T3.pdf
Fragmento de la descripción:
Instalación mejorada para la formación de baldosas o losas cerámicas La presente invención se refiere, en general, a una instalación para la fabricación de baldosas o losas cerámicas, y en particular a una instalación para formar las losas mencionadas anteriormente.
Ya se conocen instalaciones para formar losas cerámicas que comprenden una cinta transportadora adecuada para hacer que una tira continua de material cerámico en polvo avance a través de una estación de prensado, que está 10 provista de dos dispositivos de compactación motorizados uno encima del otro, que permiten que los polvos sean prensados continuamente en la cinta que avanza en la estación, para obtener un artículo de material coherente.
Entonces, a través de una estación de corte adecuada, se recorta dicho artículo en los bordes y eventualmente se divide en teselas que, de acuerdo con el grado de presión a la que se someten los polvos sobre la cinta, pueden 15 constituir las baldosas definitivas, o bien un grupo de losas precompactadas, que tendrán que ser sometidas a un segundo prensado.
Una instalación de esta índole está descrita con detalle en la solicitud de patente europea EP 1 356 909 del mismo solicitante, a la que nos referimos para una comprensión completa de ella.
El documento WO 98/23424 da a conocer una instalación para la formación de productos cerámicos tales como baldosas que presenta una cinta transportadora sobre la cual se crea una tira continua de material cerámico en polvo por dispositivos de compactación adecuados que permiten que dicha tira de polvos sobre la cinta sea sometida a un prensado continuo para obtener un artículo coherente de polvos compactados. La instalación comprende unos medios que permiten el confinamiento lateral del material sobre la cinta, con lo cual dichos medios comprenden un par de paredes de confinamiento elastoméricas paralelas, móviles con la cinta, entre las cuales permanece contenido el material en polvo. Dichas paredes de confinamiento son sustancialmente verticales debido a la acción de medios de control laterales que evitan que se deformen hacia fuera durante el prensado. Por lo tanto, durante el prensado, las paredes son sustancialmente verticales y cuando no están sujetas a los medios de control laterales presentan una forma ampliamente separada hacia el exterior de los medios de cinta transportadora de manera que facilitan el suministro de la capa cerámica.
Por lo general, las instalaciones de prensado de las instalaciones conocidas comprenden también unos medios adecuados para controlar la expansión espontánea de la tira de polvos compactados, aguas abajo de los 35 dispositivos de compactación, para evitar la aparición de grietas y/o fisuras, y unos medios adecuados para contener lateralmente el material en polvo en la cinta transportadora.
En particular, dichos medios de confinamiento lateral consisten sustancialmente en dos paredes longitudinales que, mutuamente paralelas y dispuestas por encima de la cinta transportadora a lo largo del sentido de avance, 40 acompañan los polvos desde su deposición sobre la cinta, durante la etapa de prensado, en la que también son aplastados por dichos dispositivos de compactación, hasta el final de la etapa de expansión.
Dichas paredes de confinamiento presentan los lados que están enfrentados entre sí sustancialmente planos y perpendiculares al plano de avance definido por la cinta transportadora, son móviles a la misma velocidad que ella, y 45 son elásticamente deformables de manera que no se oponen significativamente a la acción de los dispositivos de compactación, asegurando que la presión ejercida por ellos en los bordes de la tira de material cerámico en polvo es la misma que la ejercida en su centro.
Durante la etapa de prensado, sin embargo, los lados enfrentados de las paredes de confinamiento también están 50 sometidos a empujes laterales causados por el material cerámico que se está compactando, que hacen que dichas paredes asuman un perfil transversal sustancialmente curvo con una concavidad orientada hacia el propio material.
En la etapa de expansión subsiguiente, los bordes longitudinales del artículo compactado interfieren con las paredes de confinamiento que tienden a reposicionarse en la configuración no deformada, lo que en consecuencia somete el 55 propio artículo a tensiones de compresión que generan grietas o fisuras en él.
Dado que, en general, dichas grietas se distribuyen al azar en el artículo compactado, y ocurren principalmente cerca de sus bordes longitudinales, hasta ahora se ha gestionado este inconveniente recortando posteriormente dichos bordes longitudinales en una cantidad suficiente para eliminarlas.
Sin embargo, esta solución crea grandes cantidades de material de desecho, el empeoramiento de la productividad de la instalación y el aumento de los costes de producción, y no siempre es eficaz. De hecho, dichos grietas y/o fisuras a veces pueden extenderse sólo en el interior del artículo compactado, y por lo tanto permanecen ocultas en la superficie: el artículo no se descarta, ni se recorta adecuadamente, y el defecto sólo aparece durante la etapa de 65 cocción posterior, con una disipación adicional de los recursos de producción.
El objetivo de la presente invención es prevenir la aparición de las grietas y/o fisuras mencionadas anteriormente, de modo que la parte útil de material compactado sea tan grande como sea posible, y de modo que los residuos se mantengan minimizados.
Dicho objetivo se consigue mediante una instalación para la formación de baldosas o losas cerámicas de acuerdo con la reivindicación 1.
Más específicamente, la invención prevé que, cuando no se deforma, cada uno de dichos lados de las paredes de confinamiento esté inclinado con respecto al plano de la cinta transportadora, de manera que la tangente a su perfil, 10 en cualquier punto de su perfil, forma un ángulo agudo con el plano de la cinta transportadora orientada hacia la tira de material en polvo.
Otras características y ventajas de la invención se pondrán de manifiesto a partir de la siguiente descripción proporcionada a título de ejemplo no limitativo, haciendo referencia a las figuras ilustradas en las hojas adjuntas en 15 las que:
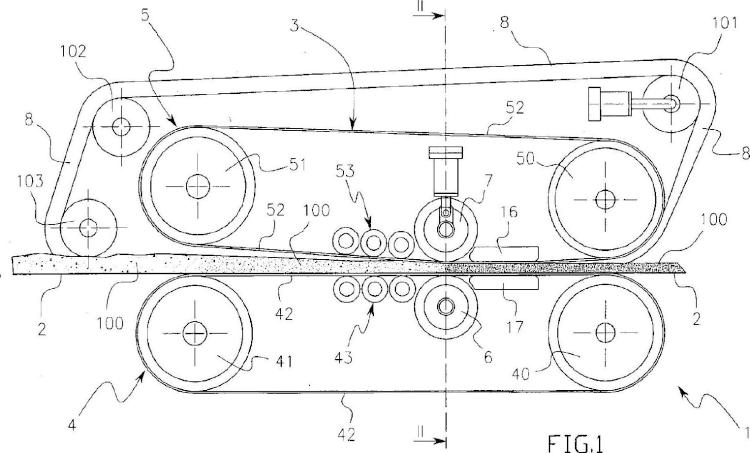
- La figura 1 muestra una vista esquemática en sección lateral de la instalación según la invención. -La figura 2 es la sección transversal II-II indicada en la figura1. -Las figuras 3a, 3b y 3c muestran en detalle una de las paredes de confinamiento durante las etapas de transporte, prensado y expansión, respectivamente, de la tira de material en polvo. -Las figuras 4, 5 y 6 son similares a la figura 3a y muestran cada una una pared de confinamiento de acuerdo con una forma de realización diferente de la invención.
A partir de las figuras mencionadas (véase especialmente la figura 1) se puede apreciar la instalación 1, que 25 comprende una cinta transportadora motorizada 2 sobre la que, mediante unos dispositivos normales, no representados, ya que son conocidos per se, se deposita una tira continua 100 de polvos.
La cinta 2 atraviesa una estación de prensado 3 que tiene la función de prensar los polvos de la tira 100 para obtener un artículo, de forma sustancialmente paralelepipédica, de material coherente. Este artículo puede, 30 posiblemente, a continuación, ser decorado y luego dividido en teselas de tamaño adecuado de acuerdo con el tamaño del producto final que se desea obtener, que puede ser sometido a una segunda etapa de prensado.
La estación de prensado 3 comprende dos dispositivos de compactación motorizados 4 y 5, y uno encima del otro, el primero de los cuales está dispuesto por debajo de la cinta 2, y el segundo por encima de ella a una altura de la 35 cinta 2 que se puede ajustar de acuerdo con el grosor de la tira de polvos 100 que se va a compactar, así como el valor de la presión a la que se desea llevar a cabo el prensado.
Cada uno de los compactadores 4 y 5 está provisto de un rodillo motorizado y un rodillo loco, respectivamente indicados con los números de referencia 40, 41 y 50, 51, alrededor de los cuales se enrolla una cinta respectiva 42, 52. Entre cada par de rodillos 40, 50, y 41, 51 está dispuesto un transportador de rodillos 43 y 53, que consiste en una pluralidad de rodillos locos que tienen la función de mantener las cintas 42 y 52 presionadas para prensar la tira 100 de material en polvo. En la forma de realización ilustrada, el transportador de rodillos 53 está inclinado en el sentido de avance de la cinta 2 para hacer que la compactación de los polvos de la tira 100 sea gradual.
Aguas abajo de los transportadores de rodillos 43 y 53 están previstos dos rodillos opuestos... [Seguir leyendo]
Reivindicaciones:
1. Instalación apta para la formación de baldosas o losas cerámicas que comprende una cinta transportadora (2) sobre la que se crea una tira continua (100) de material cerámico en polvo, unos dispositivos de compactación (4, 5)
que permiten que dicha tira (100) de polvos sobre la cinta (2) sea sometida a un prensado continuo para obtener un artículo coherente de polvos compactados, y unos medios que permiten el confinamiento lateral del material sobre la cinta, comprendiendo dichos medios por lo menos un par de paredes de confinamiento elásticamente deformables paralelas (8, 9) , móviles con la cinta, entre las cuales el material en polvo está contenido antes, durante y después del prensado, en la que dichas paredes de confinamiento (8, 9) presentan los lados de interfaz (80, 90) inclinados con respecto al plano de la cinta transportadora, en una primera posición de funcionamiento antes del prensado, caracterizada por que dichos lados de interfaz (80, 90) asumen un perfil cóncavo en una segunda posición de funcionamiento bajo el prensado vertical de los dispositivos compactadores (4, 5) de manera que no interfieren, después del prensado, con el artículo de polvos compactados, con el fin no inducir tensiones en el mismo que pudieran provocarle daños.
2. Instalación según la reivindicación 1, caracterizada por que cada uno de dichos lados (80, 90) de las paredes de confinamiento está inclinado de manera que la tangente a su perfil transversal, en cualquier punto del mismo, forma un ángulo agudo (α) con el plano de la cinta transportadora encarado hacia la tira de material en polvo.
4. Instalación según la reivindicación 2, caracterizada por que el perfil transversal de los lados de interfaz (80, 90) de las paredes de confinamiento comprende por lo menos una parte rectilínea. 6. Instalación según la reivindicación 2, caracterizada por que el perfil transversal de los lados de interfaz (80, 90) de las paredes de confinamiento es mixtilíneo, comprendiendo una combinación de partes rectilíneas y curvilíneas. 30 7. Instalación según la reivindicación 1, caracterizada por que dichas paredes de confinamiento se realizan por medio de cintas deslizantes paralelas (8, 9) . 8. Instalación según la reivindicación 7, caracterizada por que cada dispositivo de compactación (4, 5) comprende por lo menos un rodillo motorizado (40 y 50) , y las cintas (8, 9) están parcialmente arrolladas alrededor de por lo menos uno de dichos dispositivos de compactación (4 , 5) , desplazándose a la misma velocidad que la cinta transportadora (2) . 9. Instalación (1) según la reivindicación 7, caracterizada por que dichas cintas (8, 9) están realizadas en un material 40 elásticamente deformable. 3. Instalación según la reivindicación 2, caracterizada por que dicho ángulo α se encuentra siempre entre 40º y 89º .
5. Instalación según la reivindicación 2, caracterizada por que el perfil transversal de los lados de interfaz (80, 90) de las paredes de confinamiento es curvilíneo.
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento para la fabricación de una cinta de presión continua para losas de cerámica que tienen una superficie estructurada, del 15 de Abril de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para la fabricación de una cinta de presión continua para la creación de losas de cerámica que tienen una superficie estructurada, […]
Procedimiento para fabricar losas de revestimiento, del 30 de Enero de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para fabricar losas de revestimiento, que comprende por lo menos las etapas de: - posicionar por lo menos un inserto sólido en un plano de trabajo […]
MÁQUINA DE FABRICACIÓN DE TEJAS O PANELES DE DIFERENTES FORMAS, del 11 de Octubre de 2018, de VIDMAR RM 2000, S.L.: Máquina de fabricación de tejas o paneles de diferentes formas, caracterizada por el hecho de que comprende una mezcladora, una tolva, unos medios de procesamiento, […]
Procedimiento para la fabricación de paneles delgados a base de cemento con una resistencia, una durabilidad y una velocidad de fabricación elevadas, del 8 de Noviembre de 2017, de Ticem Ileri Yapi Teknolojileri Sanayi Ticaret Danismanlik Limited Sirketi: Procedimiento para obtener paneles a base de cemento que comprenden cemento y agua, caracterizado por que comprende las etapas de; determinar la formulación […]
Aparatos, sistema y métodos para formar artículos prensados y artículos prensados formados por los mismos, del 16 de Agosto de 2017, de Vecor IP Holdings Limited: Un sistema para formar baldosas prensadas prensando polvo o gránulos que comprende los siguientes aparatos: un conjunto de descarga de polvo […]
Dispositivo y procedimiento para compactar material en polvo, del 22 de Marzo de 2017, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Dispositivo para compactar una capa (M) de material en polvo, que comprende una superficie de transporte deslizable adaptada para soportar y hacer avanzar la capa […]
Proceso para elaborar una lámina inorgánica, del 19 de Octubre de 2016, de IMERYS CERAMICS FRANCE: Un método para elaborar una lámina cerámica sinterizada, dicho método comprende: pasar una composición formadora de lámina que comprende una cantidad principal […]