Conjunto de material híbrido y un procedimiento y un dispositivo para su fabricación.
Procedimiento para fabricar un conjunto de material híbrido (7) constituido por al menos dos miembros de ensamble situados de plano uno sobre otro,
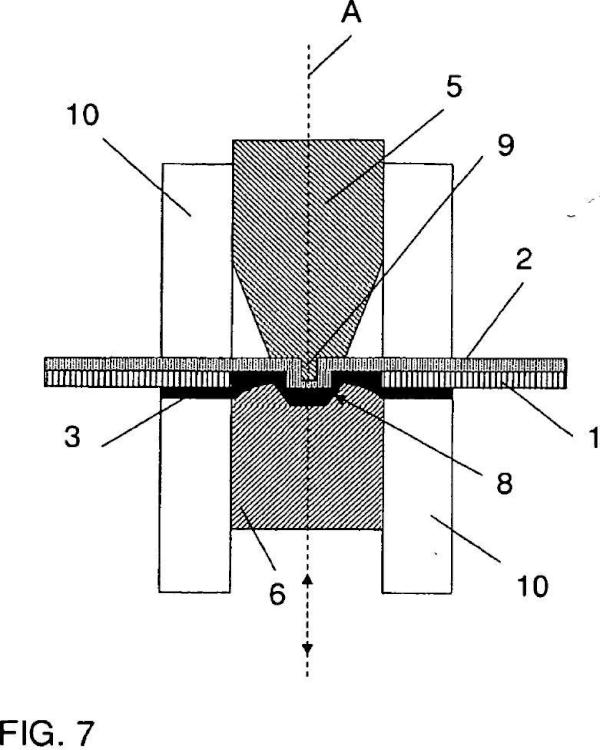
en el que se une un miembro de ensamble metálico conformable no agujereado (2) con un miembro de ensamble no metálico (1), en el que el acoplamiento de conjunción de forma entre los dos miembros de ensamble se realiza indirectamente con ayuda de un elemento de suplemento no agujereado deformable (3), en el que se agujerea el miembro de ensamble no metálico (1) antes del proceso de ensamble y se presiona el miembro de ensamble metálico no agujereado (2) con un macho (5) a través de un agujero (4) del miembro de ensamble no metálico (1) y se le une por conjunción de forma en el lado posterior del agujero (4) con el elemento de suplemento (3) sujeto por el contramacho (6), y en el que se forma por el hincado del macho (5) en una escotadura (8) del contramacho (6) un engrapado mecánico entre el miembro de ensamble metálico (2) y el elemento de suplemento (3), y el miembro de ensamble no metálico (1) queda aprisionado como miembro de ensamble intermedio entre el miembro de ensamble metálico (2) y el elemento de suplemento (3), caracterizado por que se presiona el elemento de suplemento (3) con el contramacho (6) hacia dentro del agujero del miembro de ensamble no metálico (1), mientras que, en sincronismo, el macho (5) con su saliente (9) de forma de espiga produce un engrapado mecánico entre el miembro de ensamble metálico (2) y el elemento de suplemento (3), estando dispuestos el macho (5) y el contramacho (6) durante este proceso en una guía (10) y moviéndose uno hacia otro a lo largo de un eje de trabajo principal (A).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11002405.
Solicitante: SMP Deutschland GmbH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 79268 BOTZINGEN ALEMANIA.
Inventor/es: DURUPT,XAVIER, STOCKER,TIM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas que no sea por doblado.
- B29C65/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C65/60 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Ribeteado.
- B29C65/64 B29C 65/00 […] › Ensamblado de un elemento no plástico con un elemento de materia plástica, p. ej. por fuerza (B29C 65/44 tiene prioridad).
- F16B5/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 5/00 Unión de hojas o placas bien sea entre ellas, o bien a bandas o barras paralelas a ellas (por pegado F16B 11/00; uniones por clavijas F16B 13/00; pasadores incluyendo elementos deformables F16B 19/00; revestimientos de las paredes E04F 13/00; fijación de las placas, carteles, tableros o paneles a estructuras de soporte, fijación de elementos fácilmente separables p. ej. letras a las placas, carteles, tableros o paneles, G09F 7/00). › por remachado (remaches F16B 19/04).
PDF original: ES-2510365_T3.pdf
Fragmento de la descripción:
Conjunto de material híbrido y un procedimiento y un dispositivo para su fabricación.
La presente invención concierne a un conjunto de material híbrido constituido por al menos dos miembros de ensamble situados de plano uno sobre otro, así como a un procedimiento y un dispositivo para su fabricación, en donde un miembro de ensamble metálico conformable y no agujereado está unido con un miembro de ensamble no metálico.
En el documento DE 20 2009 007 835 U1 se describe un conjunto de material híbrido constituido por varios miembros de ensamble que están situados de plano uno sobre otro en la zona de unión. En este caso, un primer miembro de ensamble no agujereado hecho de un material no metálico conformable es unido con un segundo miembro de ensamble no agujereado hecho de un material metálico o no metálico conformable de modo que el material del primer miembro de ensamble y del segundo miembro de ensamble se conforman uno dentro de otro en la zona de unión por el hincado de un macho de tal manera que sus materiales son desalojados radialmente hacia fuera al menos en algunas zonas y se forma así un engrapado mecánico entre el primer miembro de ensamble y el segundo miembro de ensamble. Condición previa para la formación de una unión entre los miembros de ensamble es que ambos miembros de ensamble sean conformables.
El documento DE 101 43 155 A1 describe un procedimiento para unir componentes de plásticos compuestos fibrosos con un contracomponente, presentando el contracomponente un taladro. En este caso, se introduce a presión con un macho el material del plástico compuesto fibroso a través del taladro y, mediante un contramacho en el lado del contracomponente, se conforma el volumen vaciado a presión del plástico compuesto fibroso para obtener una cabeza conformada.
En el documento DE 19929377 A1 se deforman conjuntamente tres placas por medio de un macho y se hincan éstas en una abertura de embutición profunda. Las tres capas se deforman aquí conjuntamente y se aplastan una con otra entre el macho y la abertura de embutición profunda.
En el documento DE 10 2004 038 921 A1 se describen un procedimiento y un dispositivo para unir componentes, con los que se unen componentes conformables, como, por ejemplo, chapas de acero, con componentes no conformables, como, por ejemplo, componentes de acero para muelles, magnesio, plástico, etc. En este caso, se agujerea en una carrera el componente no conformable durante el proceso de ensamble, mientras que el otro componente es arrastrado con un macho por el agujero hasta que es presionado radialmente sobre el segmento agujereado con un yunque, con lo que el agujero situado por debajo de la superficie del componente del material no conformable es conformado detrás del mismo por el material conformable.
Los conjuntos de material híbrido se emplean cada vez con más frecuencia en componentes estructurales, uniéndose casi siempre componentes de plástico con componentes metálicos. En este caso, los miembros de ensamble se unen uno con otro, a ser posible, en un solo paso, habiéndose comprobado que la resistencia de una unión directa entre plástico y chapa metálica no es con frecuencia suficiente para hacer frente a fuertes cargas mecánicas, imponiendo especialmente unas condiciones climáticas diferentes a las que tiene que resistir una unión de esta clase unas enormes exigencias a la resistencia de dicha unión. Plantea aquí problemas especialmente el comportamiento térmico diferente de metales y plásticos.
El problema de la presente invención consiste en proporcionar un conjunto de material híbrido que no presente los inconvenientes del estado de la técnica.
Otro problema de la presente invención consiste en proporcionar un procedimiento para fabricar un conjunto de material híbrido de esta clase.
Asimismo, un problema de la presente invención consiste en proporcionar un dispositivo para fabricar un conjunto de material híbrido.
Estos problemas se resuelven por medio de un procedimiento para fabricar un conjunto de material híbrido con las características de la reivindicación 1, un conjunto de material híbrido con las características de la reivindicación 8 y un procedimiento para fabricar un conjunto de material híbrido con las características de la reivindicación 10. Desarrollos adicionales y ejecuciones ventajosos del procedimiento según la invención, del conjunto de material híbrido según la invención o del dispositivo para fabricar el conjunto de material según la invención son objeto de las respectivas reivindicaciones subordinadas.
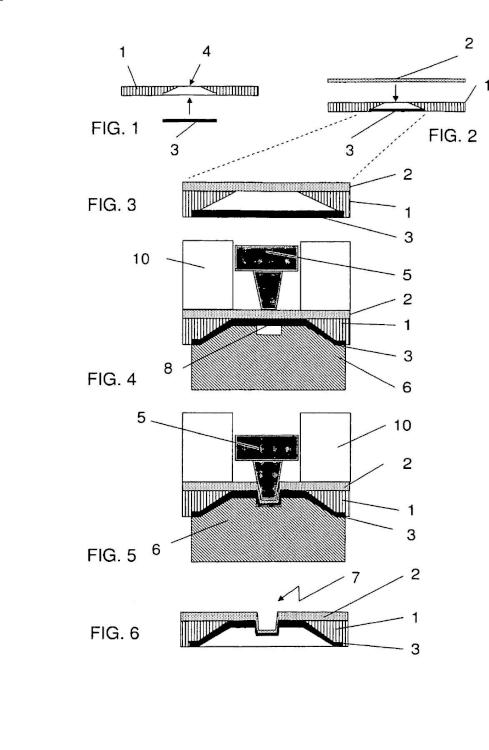
El procedimiento según la invención para fabricar un conjunto de material híbrido constituido por dos miembros de ensamble situados de plano uno sobre otro, en el que un miembro de ensamble metálico conformable no agujereado debe ser unido con un miembro de ensamble no metálico, se basa en que el acoplamiento de conjunción de forma entre los dos miembros de ensamble se efectúa indirectamente con ayuda de un elemento de suplemento no agujereado deformable. En este caso, el miembro de ensamble no metálico es agujereado durante la fabricación o
antes del proceso de ensamble y el miembro de ensamble metálico no agujereado es presionado con un macho a través del agujero del miembro de ensamble no metálico y es unido por conjunción de forma en el lado posterior del agujero con el elemento de suplemento retenido por el contramacho. Durante el proceso se deforma el miembro de ensamble metálico (chapa) y el disco de suplemento. Gracias al hincado del macho en cooperación con el contramacho se forma un engrapado mecánico entre el miembro de ensamble metálico y el elemento de suplemento, y el miembro de ensamble no metálico queda aprisionado como miembro de ensamble intermedio entre el miembro de ensamble metálico y el elemento de suplemento.
Como miembro de ensamble no metálico pueden utilizarse miembros de ensamble hechos de un material elegido del grupo de plástico, plástico reforzado con fibras, material compuesto fibroso, madera, material compuesto de papel, cartón, vidrio, cerámica, textil y una combinación de los materiales antes citados.
En una ejecución preferida de la presente invención se utiliza como miembro de ensamble no metálico un miembro de ensamble agujereado hecho de plástico, siendo el elemento de suplemento ventajosamente un disco metálico.
Otra ejecución ventajosa del procedimiento según la invención prevé que se utilice como elemento de suplemento un componente de chapa, de modo que el miembro de ensamble no metálico quede aprisionado a la manera de emparedado entre dos componentes metálicos actuantes como miembros de ensamble.
El procedimiento es adecuado especialmente para el sector del automóvil, en donde se tienen que unir frecuentemente uno con otro materiales diferentes durante el ensamble de la carrocería. El ensamble de la carrocería se efectúa en general a pie de obra en el fabricante de automóviles y está ampliamente automatizado o racionalizado. Así, el ensamble de diferentes partes de la carrocería tiene que efectuarse, por ejemplo, a ser posible, en un paso del procedimiento, utilizándose preferiblemente según la presente invención un sistema de herramienta de remachado específico con un mecanismo de macho/contramacho que, en el caso más sencillo puede utilizarse manualmente como una llamada tenaza de remachado o, según las exigencias, puede hacerse funcionar de forma completamente automática como un sistema de herramientas.
Por tanto, la presente invención comprende también un dispositivo para fabricar un conjunto de material híbrido constituido por al menos dos miembros de ensamble situados de plano uno sobre otro, estando unido un miembro de ensamble metálico no agujereado con un miembro de ensamble no metálico agujereado. Este dispositivo comprende un mecanismo de macho/contramacho, pudiendo moverse el macho y el contramacho uno hacia otro y uno alejándose de otro a lo largo de un eje de trabajo principal. El contramacho presenta una escotadura que está ajustada al macho de modo que los al menos dos miembros de ensamble pueden unirse indirectamente por conjunción de forma entre el macho y el contramacho con ayuda de un elemento de suplemento dispuesto en la escotadura del contramacho y se puede formar un engrapado mecánico entre el miembro de ensamble metálico y el elemento de suplemento.
En una ejecución ventajosa del dispositivo para fabricar el conjunto de material según la invención el macho presenta un saliente de forma de espiga que está ajustado a la escotadura del contramacho.
Asimismo, es ventajoso que el macho y el contramacho estén dispuestos en una guía en la que también puede posicionarse ajustadamente después... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un conjunto de material híbrido (7) constituido por al menos dos miembros de ensamble situados de plano uno sobre otro, en el que se une un miembro de ensamble metálico conformable no agujereado (2) con un miembro de ensamble no metálico (1) , en el que el acoplamiento de conjunción de forma entre los dos miembros de ensamble se realiza indirectamente con ayuda de un elemento de suplemento no agujereado deformable (3) , en el que se agujerea el miembro de ensamble no metálico (1) antes del proceso de ensamble y se presiona el miembro de ensamble metálico no agujereado (2) con un macho (5) a través de un agujero (4) del miembro de ensamble no metálico (1) y se le une por conjunción de forma en el lado posterior del agujero (4) con el elemento de suplemento (3) sujeto por el contramacho (6) , y en el que se forma por el hincado del macho (5) en una escotadura (8) del contramacho (6) un engrapado mecánico entre el miembro de ensamble metálico (2) y el elemento de suplemento (3) , y el miembro de ensamble no metálico (1) queda aprisionado como miembro de ensamble intermedio entre el miembro de ensamble metálico (2) y el elemento de suplemento (3) , caracterizado por que se presiona el elemento de suplemento (3) con el contramacho (6) hacia dentro del agujero del miembro de ensamble no metálico (1) , mientras que, en sincronismo, el macho (5) con su saliente (9) de forma de espiga produce un engrapado mecánico entre el miembro de ensamble metálico (2) y el elemento de suplemento (3) , estando dispuestos el macho (5) y el contramacho (6) durante este proceso en una guía (10) y moviéndose uno hacia otro a lo largo de un eje de trabajo principal (A) .
2. Procedimiento según la reivindicación 1, caracterizado por que se utiliza como miembro de ensamble no metálico
(1) un miembro de ensamble hecho de un material seleccionado del grupo constituido por plástico, plástico reforzado con fibras, material compuesto fibroso, madera, material compuesto de papel, cartón, vidrio, cerámica, textil o una combinación de los materiales antes citados.
3. Procedimiento según la reivindicación 1, caracterizado por que se utiliza como miembro de ensamble no metálico (1) un miembro de ensamble agujereado hecho de plástico.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado por que se utiliza como elemento de suplemento (3) un disco metálico.
5. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado por que se utiliza como elemento de suplemento (3) un componente de chapa.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado por que el acoplamiento de conjunción de forma se efectúa con ayuda de un sistema de herramientas de remachado completamente automático con un mecanismo de macho y contramacho.
7. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado por que el acoplamiento de conjunción de forma se efectúa con ayuda de una tenaza de remachado hidráulicamente accionada que presenta un macho (5) y un contramacho (6) .
8. Dispositivo para fabricar un conjunto de material híbrido (7) constituido por al menos dos miembros de ensamble situados de plano uno sobre otro, especialmente para la puesta en práctica de un procedimiento según la reivindicación 1, en el que se une un miembro de ensamble metálico conformable no agujereado (2) con un miembro de ensamble no metálico agujereado (1) mediante un mecanismo de macho y contramacho, en el que el contramacho (6) presenta una escotadura (8) ajustada al macho (5) , en el que los al menos dos miembros de ensamble se pueden unir indirectamente uno con otro por conjunción de forma con ayuda de un elemento de suplemento no agujereado deformable (3) dispuesto en la escotadura (8) entre el macho intermedio (5) y el contramacho (6) , en el que se puede formar un engrapado mecánico entre el miembro de ensamble metálico (2) y el elemento de suplemento (3) , y en el que el macho (5) presenta un saliente (9) de forma de espiga que está ajustado a la escotadura (8) del contramacho (6) y puede introducirse en la escotadura (8) del contramacho (6) , caracterizado por que el macho (5) y el contramacho (6) están dispuestos en una guía (10) y se pueden mover uno hacia otro y uno alejándose de otro a lo largo de un eje de trabajo principal (A) .
9. Dispositivo según la reivindicación 8, caracterizado por que el dispositivo es una tenaza de remachado hidráulicamente accionada.
10. Dispositivo según la reivindicación 9, caracterizado por que la tenaza de remachado comprende un almacén para elementos de suplemento (3) .
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]