Procedimiento y aparato para tratar la región periférica de un componente tipo sándwich.
Un procedimiento para tratar una región periférica de un componente tipo sándwich,
en particular deun componente tipo sándwich que tiene una estructura de panal de abeja y dos capas de recubrimiento separadas yuna estructura de núcleo que tiene una pluralidad de cavidades, caracterizado por
aplicar una capa de material termoplástico líquido sobre una región periférica del componente tipo sándwich demodo que el material termoplástico penetra en las cavidades de la estructura de núcleo del componente tiposándwich, en el que el material termoplástico se aplica sobre la región periférica del componente tipo sándwichsolamente y de manera sustancial en la región de la estructura de núcleo, y
endurecer el material termoplástico aplicado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08156834.
Solicitante: NORDSON CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 28601 CLEMENS ROAD WESTLAKE, OHIO 44145-1119 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BAGUNG, JORG-OLAF, DITTMERS,JÜRGEN, KLEIN,JÖRG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31D3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31D FABRICACION DE OTROS ARTICULOS DE PAPEL, CARTON O MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL NO PREVISTOS EN LAS SUBCLASES B31B O B31C (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera u otras materias lignocelulósicas o sustancias orgánicas análogas B27N; fabricación de productos estratificados no compuestos solo a base de papel o de cartón B32B; fabricación de artículos a partir de suspensiones fibrosas de celulosa, p.ej. pasta de madera D21J). › B31D 3/00 Fabricación de artículos de estructura alveolar, p. ej. de paneles de aislamiento. › de redes en nido de abeja.
- B32B3/12 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa de alveolos dispuestos regularmente, bien formando un cuerpo único en un todo, bien estructurados individualmente o por ensamblado de bandas independientes, p. ej. estructuras en nidos de abejas.
- B32B5/28 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › impregnada de materia plástica o cubierta con una materia plástica.
- E04C2/36 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 2/00 Elementos de construcción de espesor relativamente débil para la construcción de partes de edificios, p. ej. materiales en hojas, losas o paneles (materiales o fabricación ver los lugares apropiados, p. ej. B27N, B29, D21J; fabricados in situ E04B; concebidos especialmente para el aislamiento o cualquier otra protección E04B 1/62; estructuras portantes de suelos E04B 5/02, E04B 5/16; tejados constituidos por losas que se autosustentan E04B 7/20; elementos de cubiertas de tejados o análogos E04D 3/00; para el revestimiento o el terminado E04F 13/00). › separados por bandas de materiales dispuestos transversalmente, p. ej. paneles alveolares (elementos alveolares o cualquier otro diseño para productos estratificados B32B).
PDF original: ES-2446540_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para tratar la región periférica de un componente tipo sándwich.
La presente invención se refiere a un procedimiento para tratar una región periférica de un componente tipo sándwich, en particular de un componente tipo sándwich que tiene una estructura de panal de abeja y dos capas de recubrimiento separadas y una estructura de núcleo que tiene una pluralidad de cavidades.
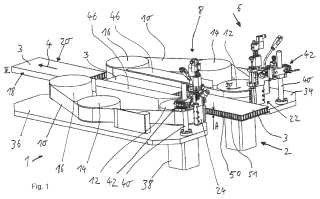
La invención se refiere además a un dispositivo para tratar la región periférica del componente tipo sándwich, en particular para realizar el procedimiento según cualquiera de las reivindicaciones anteriores, que comprende medios de transporte para transportar el componente tipo sándwich que está tratándose.
Los componentes tipo sándwich son muy conocidos y se usan en diferentes industrias y campos técnicos como piezas de trabajo. Un componente tipo sándwich tiene un peso relativamente bajo y al mismo tiempo tiene una 15 resistencia relativamente alta. Un ejemplo de tal componente tipo sándwich es el tipo que tiene una estructura de panal de abeja. Normalmente, los componentes tipo sándwich comprenden una estructura de núcleo, tal como un panal de abeja, que se cubren mediante dos capas de recubrimiento exteriores separadas. Tales componentes tipo sándwich pueden usarse, por ejemplo, en la industria de la automoción o en la industria aeronáutica como elementos estructurales o en la industria del mueble como piezas de trabajo para producir, por ejemplo, mesas,
estantes, puertas u otros productos.
En la técnica anterior, a menudo es necesario preparar el componente tipo sándwich para hacerlo adecuado para este uso y aplicación específicos. Para muchas aplicaciones, por ejemplo en la industria del mueble, es deseable preparar y tratar la región periférica del componente tipo sándwich.
Para cubrir las cavidades dentro de la estructura de núcleo en la región periférica, un denominado borde de soporte se une a la región periférica por medio de un pegamento. Antes de que el borde de soporte se pegue en la región periférica, es necesario fresar la región periférica de la estructura de núcleo por medio de una fresadora u otra herramienta. La estructura de núcleo se fresa con una profundidad que corresponde al grosor del borde de soporte.
El borde de soporte está hecho, por ejemplo, de madera. Después de la etapa de fresado, se aplica pegamento a la región fresada y se presiona el borde de soporte dentro de la región fresada.
Este procedimiento conocido de fresar y posteriormente pegar el borde de soporte dentro de la región periférica es muy complicado. La etapa de fresado es cara y requiere una maquinaria compleja. El borde de soporte debe prepararse con las dimensiones específicas de los componentes tipo sándwich, lo que hace que esta cuestión sea aún más complicada. Después de que el borde de soporte se haya fijado al componente tipo sándwich, adicionalmente debe fijarse un borde decorativo al borde de soporte, lo que hace que la preparación del componente tipo sándwich sea aún más complicada y cara. Además, deben proporcionarse bordes decorativos diferentes con diferentes anchuras y grosores.
Existe la necesidad de proporcionar un procedimiento y un aparato para tratar la región periférica de un componente tipo sándwich que sean más simples y menos complicados.
Por tanto, el objeto de la presente invención es proporcionar un procedimiento y un aparato para tratar una región 45 periférica de un componente tipo sándwich, en particular un componente tipo sándwich que tiene una estructura de panal de abeja, que tiene dos capas de recubrimiento separadas y una estructura de núcleo que tiene una pluralidad de cavidades.
La invención soluciona este problema proporcionando un procedimiento que tiene las características de la 50 reivindicación 1, en particular mediante la etapas de aplicar una capa de material termoplástico líquido sobre una región periférica del componente tipo sándwich de modo que el material termoplástico penetra en las cavidades de la estructura de núcleo del componente tipo sándwich, y de endurecer el material termoplástico aplicado.
La invención soluciona además este problema proporcionando un dispositivo que tiene las características de la 55 reivindicación 23, que está caracterizado por dos aparatos de dispensación dispuestos de manera adyacente a los medios de transporte para dispensar material termoplástico sobre regiones periféricas opuestas del componente tipo sándwich, en el que cada dispositivo de aplicación tiene un dispositivo de transferencia, que recibe el material termoplástico desde un dispositivo de dispensación de material y transfiere el material a la región periférica del componente tipo sándwich.
Aplicando una capa de material termoplástico líquido sobre la región periférica, el material termoplástico penetra en las cavidades o huecos de la estructura de núcleo. Las cavidades se cierran al menos parcialmente por medio del material termoplástico. Después se endurece el material termoplástico. El resultado es una capa de material 5 termoplástico duro o rígido en la región periférica en el borde. Como resultado, el componente tipo sándwich está listo para su procesamiento adicional. En particular, el componente tipo sándwich está listo para aplicar un borde decorativo, si se desea. La invención evita una preparación complicada de la región de borde mediante fresado y mediante la colocación de un borde de soporte en la región fresada y su unión por medio de un material adhesivo. La invención da como resultado un tratamiento mucho más sencillo del componente tipo sándwich. Presionando el
material termoplástico dentro de las cavidades, la estructura de panal de abeja se endurece y obtiene una mayor resistencia. Pueden cerrarse todos los núcleos abiertos, de modo que se obtiene una superficie muy lisa y uniforme. Aunque pueden cerrarse los núcleos, cavidades o huecos abiertos, no tienen que llenarse completamente con material termoplástico. Sería suficiente que estos núcleos, huecos o cavidades se llenaran parcialmente con material termoplástico.
Además, el material termoplástico aplicado y endurecido da como resultado un soporte estructural adicional de la región periférica del componente tipo sándwich, no sólo cerrando o sellando por tanto la región periférica sino también proporcionando una mayor resistencia y propiedades mecánicas mejoradas.
La invención puede usarse en particular para fabricar componentes tipo sándwich para su uso en la industria del mueble, en particular para su uso en tableros acabados para muebles. Además, como un ejemplo, la invención puede aplicarse para fabricar y tratar componentes tipo sándwich hechos de estructuras de madera y/o papel. Por ejemplo, la estructura de núcleo de panal de abeja puede fabricarse con papel. Aplicando el material termoplástico dentro de los huecos de tal estructura de panal de abeja, los huecos se llenan y/o cierran al menos parcialmente,
dando como resultado una superficie uniforme apropiada y una mayor resistencia mecánica.
Según la realización preferida del procedimiento, el material termoplástico se aplica sobre la región periférica en tal cantidad que una capa de recubrimiento periférica sustancialmente cerrada que cierra y/o sella las cavidades de la estructura de núcleo hacia el exterior se forma en la región de la superficie exterior del material termoplástico aplicado tras su endurecimiento. Creando la capa de recubrimiento sustancialmente cerrada, la estructura de núcleo se sella completamente, preparándose así por completo para la fijación de un borde decorativo. La superficie lisa y uniforme se genera mediante la capa de sellado de material adhesivo.
Preferentemente, el material termoplástico se aplica sobre la región periférica de tal manera que se alinea sustancialmente con la superficie periférica de las capas de recubrimiento. Tras la alineación, simplemente puede fijarse un borde decorativo adicional a la región de borde previamente tratada.
En una realización preferida adicional, el material termoplástico se aplica sobre la región periférica del componente tipo sándwich solamente y de manera sustancial en la región de la estructura de núcleo. De este modo se aplica una cantidad mínima de material y las dimensiones exteriores de un componente no varían por la aplicación del material termoplástico.
En otra realización alternativa, el material termoplástico se aplica sobre la región periférica de las capas de recubrimiento y la región periférica de la estructura de núcleo. Se consigue una región de borde completamente 45 cubierta.
Según otra realización,... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para tratar una región periférica de un componente tipo sándwich, en particular de un componente tipo sándwich que tiene una estructura de panal de abeja y dos capas de recubrimiento separadas y 5 una estructura de núcleo que tiene una pluralidad de cavidades, caracterizado por
aplicar una capa de material termoplástico líquido sobre una región periférica del componente tipo sándwich de modo que el material termoplástico penetra en las cavidades de la estructura de núcleo del componente tipo sándwich, en el que el material termoplástico se aplica sobre la región periférica del componente tipo sándwich
solamente y de manera sustancial en la región de la estructura de núcleo, y
endurecer el material termoplástico aplicado.
2. El procedimiento según la reivindicación 1, caracterizado porque el material termoplástico se aplica sobre la región periférica en tal cantidad que una capa de recubrimiento periférica sustancialmente cerrada que cierra y/o sella las cavidades de la estructura de núcleo hacia el exterior se forma en la región de la superficie exterior del material termoplástico aplicado tras su endurecimiento.
3. El procedimiento según la reivindicación 1 y/o la reivindicación 2, caracterizado porque el material
termoplástico se aplica sobre la región periférica de tal manera que se alinea sustancialmente con la superficie periférica de las capas de recubrimiento.
4. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el
material termoplástico se aplica en una capa más delgada en la región periférica de las capas de recubrimiento que 25 en la región periférica de la estructura de núcleo.
5. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el material termoplástico se aplica sobre la región periférica de la estructura de núcleo y penetra en las cavidades en tal cantidad que la estructura de núcleo en la región periférica se inserta al menos parcialmente en el material
termoplástico endurecido.
6. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el material termoplástico se aplica en tal cantidad que se forma una capa de recubrimiento periférica con un grosor que oscila entre 0, 01 mm y 40 mm, preferentemente en un intervalo entre 2 mm y 4 mm, en el estado endurecido.
7. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el material termoplástico es un adhesivo termofusible, un adhesivo termofusible de etileno-acetato de vinilo, una cera, una poliamida, un poliéster, un poliuretano o una poliolefina.
8. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la estructura de núcleo se realiza como una estructura de panal de abeja o una estructura de espuma.
9. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el
material termoplástico se aplica por medio de una disposición de boquilla de ranura o por medio de un aparato de 45 dispensación de rodillos.
10. El procedimiento según la reivindicación 9, caracterizado porque la disposición de boquilla de ranura tiene una boquilla de ranura que, en particular, puede ajustarse en anchura.
11. El procedimiento según la reivindicación 10, caracterizado porque la anchura de la boquilla de ranura puede modificarse en un lado por medio de un elemento de tope y porque toda la boquilla de ranura puede desplazarse linealmente y fijarse.
12. El procedimiento según la reivindicación 10 u 11, caracterizado porque la abertura de salida de la 55 ranura se extiende en una dirección sustancialmente vertical durante el funcionamiento.
13. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el material termoplástico se aplica sobre la región periférica por medio de un dispositivo de transferencia, que recibe el material termoplástico desde un dispositivo de dispensación de material y transfiere el material a la región periférica
del componente tipo sándwich.
14. El procedimiento según la reivindicación 13, caracterizado porque el dispositivo de transferencia
comprende un elemento de transferencia en forma de cinta, carril o banda, sobre el que se aplica el material 5 termoplástico y que puede entrar en contacto con la región periférica del componente tipo sándwich.
15. El procedimiento según la reivindicación 13 o 14, caracterizado porque el material termoplástico se aplica sobre la región periférica del componente tipo sándwich por medio de una cinta circulante sin fin.
16. El procedimiento según la reivindicación 15, caracterizado porque la cinta sin fin está hecha de lámina de metal.
17. El procedimiento según la reivindicación 16, caracterizado porque la lámina de metal tiene un recubrimiento antiadherente. 15
18. El procedimiento según cualquiera de las reivindicaciones anteriores 13 a 16, caracterizado por la etapa de acondicionamiento de la temperatura del dispositivo de transferencia.
19. El procedimiento según cualquiera de las reivindicaciones 13 a 16, caracterizado porque la cinta sin 20 fin se enfría por medio de un dispositivo de enfriamiento.
20. El procedimiento según la reivindicación 19, caracterizado porque el dispositivo de enfriamiento puede controlarse de tal manera que el material termoplástico puede enfriarse hasta una temperatura dada durante el contacto con la cinta sin fin.
21. El procedimiento según la reivindicación 20, caracterizado porque la temperatura está en un intervalo entre 140 y 190ºC.
22. El procedimiento según cualquiera de las reivindicaciones 16 a 21, caracterizado porque el tiempo
durante el cual la cinta sin fin está en contacto con el componente tipo sándwich está en un intervalo entre 1 y 10 segundos, preferentemente de 3 a 4 segundos.
23. El procedimiento según cualquiera de las reivindicaciones 16 a 22, caracterizado porque la longitud
de contacto cuando la cinta sin fin está en contacto con el componente tipo sándwich está en un intervalo entre 100 35 y 700 mm.
24. Un dispositivo para tratar la región periférica del componente tipo sándwich, en particular para realizar el procedimiento según cualquiera de las reivindicaciones anteriores, que comprende medios de transporte para transportar el componente tipo sándwich que está
tratándose, caracterizado por dos aparatos de dispensación dispuestos de manera adyacente a los medios de transporte para dispensar material termoplástico sobre una región periférica opuesta del componente tipo sándwich solamente y de manera sustancial en la región de la estructura de núcleo,
en el que cada dispositivo de dispensación tiene un dispositivo de transferencia que recibe el material termoplástico desde un dispositivo de dispensación de material y transfiere el material a la región periférica del 45 componente tipo sándwich.
25. El dispositivo según la reivindicación 24, caracterizado porque el dispositivo de transferencia comprende un elemento de transferencia en forma de cinta, carril o banda, sobre el que se aplica el material termoplástico y que puede entrar en contacto con la región periférica del componente tipo sándwich.
26. El dispositivo según la reivindicación 24 o 25, caracterizado porque uno o cada dispositivo de transferencia tiene una cinta circulante sin fin, y el material termoplástico puede aplicarse a cada cinta sin fin, estando dispuestas dichas cintas sin fin de manera adyacente a la trayectoria de movimiento del componente tipo sándwich de tal manera que el material termoplástico puede aplicarse sobre la región periférica respectiva mediante 55 la cinta sin fin que entra en contacto con la región periférica del componente tipo sándwich.
27. El dispositivo según la reivindicación 25, caracterizado porque cada aparato de dispensación tiene una disposición de boquilla de ranura o un aparato de dispensación de rodillos adyacente a la cinta sin fin.
28. El dispositivo según la reivindicación 24 o 25, caracterizado porque la distancia del aparato de dispensación desde la trayectoria de movimiento puede ajustarse.
29. El dispositivo según cualquiera de las reivindicaciones 24 a 28, caracterizado porque los aparatos de
dispensación están diseñados para poder ajustarse verticalmente, de manera que puede variarse la altura de la cinta sin fin.
30. El dispositivo según cualquiera de las reivindicaciones 24 a 29, caracterizado por un dispositivo de enfriamiento dispuesto de manera adyacente a la cinta sin fin para enfriar la cinta sin fin. 10
31. El dispositivo según cualquiera de las reivindicaciones 24 a 30, caracterizado porque la longitud de contacto cuando la cinta sin fin está en contacto con el componente tipo sándwich está en un intervalo entre 100 y 700 mm.
Patentes similares o relacionadas:
Panel aislante a base de fibra mineral, procedimiento para su producción y su utilización, del 20 de Mayo de 2020, de SAINT-GOBAIN ISOVER: Panel aislante para calorifugar un aparato eléctrico, siendo el panel a base de fibras minerales elegidas entre las fibras de vidrio, la lana de vidrio o la lana de roca, […]
Componente compuesto de fibra y procedimiento para la producción del mismo, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Componente compuesto de fibra hecho de un producto de fibra semiacabado y una matriz, en el que existe al menos un primer producto de fibra semiacabado […]
Materiales compuestos, del 6 de Mayo de 2020, de HEXCEL COMPOSITES LIMITED: Un prepreg que comprende: un refuerzo de fibra; y una resina curable que comprende: un 25 a 35 por ciento en peso de resina epoxi tetrafuncional basado en […]
Estructuras de gradiente de composición y de múltiples capas con propiedades de amortiguación mejoradas, del 18 de Marzo de 2020, de CYTEC TECHNOLOGY CORP.: Un material compuesto estructural curado o sin curar que comprende un componente estructural; un componente de resina; y una capa intermedia […]
Material para radomos y procedimiento para elaborar el mismo, del 11 de Marzo de 2020, de DSM IP ASSETS B.V.: Un material que comprende al menos un componente estratificado que contiene fibras de polietileno de peso molecular ultraalto que forman una tela, en donde el componente […]
 Proceso para producir base de fibra de refuerzo de forma curva, del 31 de Enero de 2020, de TORAY INDUSTRIES, INC.: Procedimiento de producción de un producto curvo en capas de fibras de refuerzo por superposición de una pluralidad de capas de fibras […]
Proceso para producir base de fibra de refuerzo de forma curva, del 31 de Enero de 2020, de TORAY INDUSTRIES, INC.: Procedimiento de producción de un producto curvo en capas de fibras de refuerzo por superposición de una pluralidad de capas de fibras […]
Membrana de separación con una adhesión mejorada y proceso para obtenerla, del 27 de Noviembre de 2019, de TEMA - TECHNOLOGIES AND MATERIALS SRL: Membrana del tipo separador con adhesión mejorada, de material plástico, compuesta de una lámina extruida del tipo protuberante e impermeable […]
Componente estructural que forma una fuente de alimentación eléctrica, componente estructural con un dispositivo de transmisión eléctrica, procedimiento para proporcionar un componente estructural que forma una fuente de alimentación eléctrica y/o un dispositivo de transmisión eléctrica, sistema de cableado eléctrico y componente de aeronave, del 20 de Noviembre de 2019, de Airbus Operations GmbH: Componente estructural que comprende: un laminado compuesto constituido por una pluralidad de capas de fibras de carbono , en el que las […]