Proceso para la preparación de una herramienta de corte recubierta.
Un procedimiento para la preparación de una herramienta de cermet de corte con superficie recubierta con unacapa dura de recubrimiento que tiene una excelente resistencia al astillado en un corte intermitente a alta velocidad,
en el que la herramienta de cermet de corte con superficie recubierta está formada recubriendo, sobre una superficiede un sustrato de herramienta realizado en carburo cementado basado en carburo de tungsteno o cermet basado encarbonitruro de titanio, en el que la capa dura de recubrimiento incluye las siguientes capas (a) y (b) superior einferior:
(a) como capa inferior, una capa de compuesto de titanio que tiene al menos dos de entre una capa de carburo detitanio, una capa de nitruro de titanio, una capa de carbonitruro de titanio, una capa de carbóxido de titanio y unacapa de oxicarbonitruro de titanio, todas las cuales se depositan mediante deposición química de vapor, en la que lacapa de compuesto de titanio tiene un espesor medio total de capa de 3 a 20 μm.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05105419.
Solicitante: MITSUBISHI MATERIALS CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 5-1, OTEMACHI 1-CHOME CHIYODA-KU, TOKYO JAPON.
Inventor/es: NAKAMURA, EIJI, OSADA, AKIRA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C23C16/36 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 16/00 Revestimiento químico por descomposición de compuestos gaseosos, no quedando productos de reacción del material de la superficie en el revestimiento, es decir, procesos de deposición química en fase vapor (pulverización catódica reactiva o evaporación reactiva en vacío C23C 14/00). › Carbo-nitruros.
- C23C30/00 C23C […] › Revestimiento con materiales metálicos, caracterizado solamente por la composición del material metálico, es decir, no caracterizado por el proceso de revestimiento (C23C 26/00, C23C 28/00 tienen prioridad).
PDF original: ES-2398658_T3.pdf
Fragmento de la descripción:
Proceso para la preparación de una herramienta de corte recubierta.
Antecedentes de la invención
1. Campo de la invención La presente invención se refiere a un procedimiento para la preparación de una herramienta de corte de cermet con superficie recubierta (en adelante, denominada una herramienta de cermet recubierta) de la cual una capa dura de recubrimiento presenta una excelente resistencia al astillado durante un corte intermitente, a alta velocidad, de acero, hierro fundido, etc.
2. Descripción de la técnica relacionada Convencionalmente, se conoce una herramienta de cermet recubierta que está formada, generalmente, recubriendo, sobre una superficie de un sustrato (en adelante, en la presente memoria, denominado en general un sustrato de herramienta) realizado en carburo cementado basado en carburo de tungsteno (en adelante, denominado WC) o cermet basado en carbonitruro de titanio (en adelante, denominado TiCN) , una capa dura de recubrimiento que incluye las siguientes capas superior e inferior (a) y (b) :
(a) como capa inferior, una capa de compuesto de titanio que tiene al menos dos de entre una capa de carburo de titanio (en adelante, denominada TiC) , una capa de nitruro de titanio (en adelante, denominada TiN) , una capa de carbonitruro de titanio (en adelante, denominada TICN) , una capa de carbóxido de titanio (en adelante, denominada TiCO) , y una capa de oxicarbonitruro de titanio (en adelante, denominada TiCNO) , todos las cuales se forman por deposición química de vapor, y en la que la capa de compuesto de titanio tiene un espesor total promedio de capa de 3 a 20 μm, y
(b) como capa superior, una capa de óxido de aluminio (en adelante, en la presente memoria, denominada Al2O3) que es depositada mediante deposición química de vapor y que tiene un espesor promedio de capa de 1 a 15 μm. La herramienta de cermet recubierta es usada ampliamente, por ejemplo, para corte continuo o intermitente de acero, hierro fundido, etc.
[Documento de Patente] Publicación de Solicitud de Patente Japonesa No Examinada Nº H6-31503
En los últimos años, el rendimiento de una herramienta de corte se ha mejorado notablemente, y se ha incrementado la demanda de ahorro de costos de personal y ahorro de energía en el trabajo de corte así como la demanda de reducción de costos. En consecuencia, el trabajo de corte se realiza más frecuentemente en un intervalo de velocidad más alta. Las herramientas de cermet recubiertas convencionales generalmente no presentan problemas cuando se usan en el corte continuo o en el corte intermitente de acero, hierro fundido o similares, bajo condiciones normales. Específicamente, cuando las herramientas de corte convencionales se usan en un corte intermitente a alta velocidad bajo las condiciones de corte más severas, es decir, en el corte intermitente a alta velocidad en el que los impactos mecánicos se aplican repetidamente al borde de corte a pasos muy cortos, la capa de compuesto de titanio, que es la capa inferior de la capa dura de recubrimiento, es resistente a la alta temperatura y la capa Al2O3, que es la capa superior de la capa dura de recubrimiento, tiene dureza a alta temperatura y excelente resistencia al calor. Sin embargo, debido a que la resistencia a alta temperatura de la capa de compuesto de titanio no es suficiente, no es posible resistir de manera satisfactoria los impactos mecánicos. Como resultado, se produce fácilmente astillado (grietas finas) en la capa dura de recubrimiento, reduciendo, por consiguiente, la vida útil de las herramientas de cermet de corte.
Los documentos JP1140647 y US6293739 divulgan dos procedimientos por etapas para la deposición de capas de TiCN con textura (422) .
Sumario de la invención La presente invención está dirigida a resolver los problemas anteriores y, por lo tanto, un objeto de la presente invención es proporcionar un procedimiento para proporcionar una herramienta de cermet de corte con superficie recubierta con una capa dura de recubrimiento que tiene una excelente resistencia al astillado según la reivindicación 1.
Teniendo en cuenta los problemas anteriores, los presentes inventores han realizado estudios para mejorar la resistencia al astillado de la capa dura de recubrimiento de las herramientas de cermet recubiertas, y han obtenido los resultados siguientes, descritos más adelante.
(a) Sobre una superficie de un sustrato de herramienta, la capa de compuesto de titanio, como una capa inferior de la capa dura de recubrimiento de las herramientas de cermet recubiertas, se forma usando un reactor químico de deposición de vapor convencional, bajo condiciones:
Composición del gas de reacción: en % en volumen, TiCl4: del 2 al 10%, CH3CN: del 0, 5 al 3%, N2: del 10 al 30%, y H2: resto,
Temperatura de la atmósfera de reacción: 820 a 920ºC, y
Presión de la atmósfera de reacción: de 6 a 20 kPa.
Además, las proporciones de contenido de CH3CN que constituye el gas de reacción en el punto de tiempo del inicio de la formación de la capa de compuesto de titanio y en el punto de tiempo del final de la formación de la capa de compuesto de titanio se especifican dentro del intervalo de contenido descrito anteriormente según los espesores de capa y la capa de TiCN se forma bajo una condición de que la proporción de contenido de CH3CN se aumenta continuamente desde el punto de tiempo del inicio de la formación de la capa, cuando la proporción de contenido es relativamente baja, al punto de tiempo del final de la formación de la capa, cuando la proporción de contenido es relativamente alta. Entonces, la capa de TiCN (en adelante, denominada "capa TiCN reformada") formada como resultado, tiene una excelente resistencia a alta temperatura y una excelente resistencia a los impactos mecánicos. Como resultado, en la herramienta de cermet recubierta que incluye la capa de Al2O3, que es la capa superior de la capa dura de recubrimiento, la capa de compuesto de titanio que es la capa inferior, y una capa de la capa de compuesto de titanio realizada en la capa de TiCN reformada, la capa dura de recubrimiento exhibe una excelente resistencia al astillado incluso en el corte intermitente a alta velocidad con impactos químicos severos y, por lo tanto, la herramienta de cermet recubierta tiene una excelente resistencia al desgaste.
(b) La capa de TiCN (en adelante, denominada "capa de TiCN convencional") que constituye la capa inferior de la capa dura de recubrimiento de la herramienta de cermet recubierta convencional se deposita usando un reactor químico convencional de deposición de vapor, bajo condiciones:
Composición del gas de reacción: en % en volumen, TiCl4: del 1 al 5%, CH4: del 1 al 5%, N2: del 10 al 30%, y H2: resto,
Temperatura de la atmósfera de reacción: de 950 a 1.050ºC, y
Presión de la atmósfera de reacción: de 6 a 20 kPa.
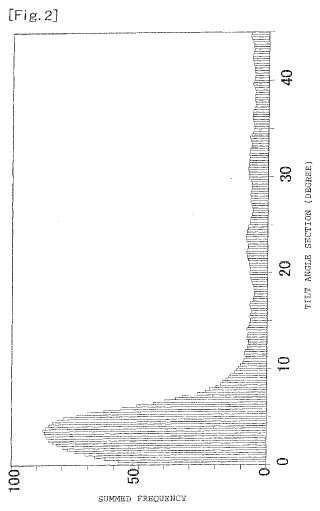
Sin embargo, cuando el gráfico de la distribución de frecuencias de ángulos de inclinación se prepara tal como se muestra en las Figs. 1 (a) y 1 (b) , utilizando un microscopio electrónico de barrido de emisión de campo, irradiando haces de electrones a partículas de cristal individuales con una red cristalina cúbica existente en un intervalo de medición de un plano pulido, midiendo un ángulo de inclinación formado por la línea normal del plano pulido y la línea normal del plano (112) como un plano de cristal de una partícula de cristal, seccionando los ángulos de inclinación medidos pertenecientes a un intervalo de 0 a 45º cada paso de 0, 25º, y recogiendo las frecuencias existentes en cada sección, la capa de TiCN convencional exhibe un gráfico de distribución de frecuencias de ángulo de inclinación en el que la distribución de los ángulos de inclinación medidos del plano (112) no está sesgada en un intervalo de 0 a 45º, tal como se muestra en la Fig. 3, mientras que la capa de TiCN reformada exhibe un gráfico de distribución de frecuencias de ángulo de inclinación en el que el pico agudo más alto ocurre en una posición específica en las secciones de ángulo de inclinación, tal como se muestra en la Fig. 2 y el pico agudo más alto cambia de posición y de altura en las secciones de ángulo de inclinación del eje horizontal según el contenido de CH3CN del gas de reacción.
(c) Tal como se ha descrito anteriormente, en el momento de formar la capa de TiCN, fijando el contenido de CH3CN en el gas de reacción a entre 0, 5 y 3%, especificando el contenido de CH3CN en el punto de tiempo del inicio de la formación de la película y en el punto de tiempo del final de la formación de la película para corresponder al espesor de capa en el intervalo de contenido, y aumentando gradualmente el contenido de CH3CN desde el punto de tiempo... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para la preparación de una herramienta de cermet de corte con superficie recubierta con una capa dura de recubrimiento que tiene una excelente resistencia al astillado en un corte intermitente a alta velocidad, en el que la herramienta de cermet de corte con superficie recubierta está formada recubriendo, sobre una superficie de un sustrato de herramienta realizado en carburo cementado basado en carburo de tungsteno o cermet basado en carbonitruro de titanio, en el que la capa dura de recubrimiento incluye las siguientes capas (a) y (b) superior e inferior:
(a) como capa inferior, una capa de compuesto de titanio que tiene al menos dos de entre una capa de carburo de titanio, una capa de nitruro de titanio, una capa de carbonitruro de titanio, una capa de carbóxido de titanio y una capa de oxicarbonitruro de titanio, todas las cuales se depositan mediante deposición química de vapor, en la que la capa de compuesto de titanio tiene un espesor medio total de capa de 3 a 20 μm, y
(b) como capa superior, una capa de óxido de aluminio que tiene un espesor medio de capa de 1 a 15 μm, que se deposita mediante deposición química de vapor;
en el que una capa de la capa de compuesto de titanio, como la capa (a) inferior anterior, comprende una capa de carbonitruro de titanio que tiene un espesor medio de capa de 2, 5 a 15 μm e indica un gráfico de distribución de frecuencias de ángulo de inclinación en el que el pico más alto existe en una sección de ángulo de inclinación en el intervalo de 0 a 10º y la suma total de las frecuencias existentes en el intervalo de 0 a 10º ocupa una proporción del 45% o superior de las frecuencias totales en el gráfico de distribución de frecuencias de ángulo de inclinación, en el que el gráfico de distribución de frecuencias de ángulo de inclinación se obtiene utilizando un microscopio electrónico de barrido de emisión de campo, irradiando haces de electrones a partículas de cristal individuales con una red cristalina cúbica que existe en un intervalo de medición de un plano pulido, midiendo un ángulo de inclinación formado por la línea normal del plano pulido y la línea normal del plano (112) como un plano de cristal de una partícula de cristal, seccionando los ángulos de inclinación medidos que pertenecen a un intervalo de 0 a 45º cada paso de 0, 25º, y registrando las frecuencias existentes en cada sección,
en el que el procedimiento comprende la preparación de la capa de carbonitruro de titanio bajo un gas de reacción con una composición en % en volumen de TiCl4: del 2 al 10%, CH3CN: del 0, 5 al 3%, N2: del 10 al 30% y H2: resto.
caracterizado por que la proporción de contenido de CH3CN que constituye el gas de reacción en el punto de tiempo del inicio de la formación de la capa de carbonitruro de titanio y el punto de tiempo del final de la formación de la capa de carbonitruro de titanio está dentro del intervalo anterior según el espesor de la capa;
en el que la proporción de contenido de CH3CN es aumentada gradualmente desde el punto de tiempo del inicio de la formación de la capa de carbonitruro de titanio, cuando la proporción de contenido es relativamente baja, al punto de tiempo del final de la formación de la capa de carbonitruro de titanio, cuando la proporción de contenido es relativamente alta; y
en el que la diferencia entre el contenido de CH3CN en el punto de tiempo del final de la formación de la capa de carbonitruro de titanio y el contenido de CH3CN en el punto de tiempo del inicio de la formación de la capa de carbonitruro de titanio se establece a 1 ± 0, 15%;
en el que durante la formación de la capa de carbonitruro de titanio, la temperatura de la atmósfera de reacción es de 820 a 920ºC y la presión de la atmósfera de reacción es de 6 a 20 kPa.
Patentes similares o relacionadas:
Un procedimiento de endurecimiento por presión, del 25 de Marzo de 2020, de Arcelormittal: Un procedimiento de endurecimiento por presión comprende las etapas siguientes: A. la provisión de una chapa de acero al carbono revestida con […]
Material de soldadura por pasadas transversales, metal depositado formado a partir del mismo y elemento que implica metal depositado, del 26 de Febrero de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO: Un material de soldadura de por pasadas transversales que consiste en C: del 0,2 al 1,5 % en masa, Si: del 0,5 al 2 % en masa, Mn: del 0,5 al 2 % en masa, […]
Lámina de acero recubierta por inmersión en caliente con un sistema a base de Zn-Al-Mg que tiene una excelente trabajabilidad y método para fabricar la misma, del 19 de Febrero de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero de alta resistencia recubierta por inmersión en caliente con un sistema a base de Zn-Al- Mg y con una resistencia a la tracción de 400 MPa o mayor y excelente […]
Sistema de recubrimiento para el control de la holgura en maquinaria giratoria, del 12 de Febrero de 2020, de PRAXAIR S.T. TECHNOLOGY, INC.: Un sistema de sello de motores de turbina de gas que comprende un elemento giratorio que tiene una superficie de punta abrasiva que se dispone en relación […]
Revestimiento duro y elemento recubierto con un revestimiento duro, del 15 de Enero de 2020, de OSG Corporation: Un revestimiento duro que recubre la superficie de un substrato , de manera que dicho revestimiento duro tiene un espesor total de 0,5-20 μm y comprende […]
Recubrimiento duro y miembro cubierto con recubrimiento duro, del 8 de Enero de 2020, de OSG Corporation: Un recubrimiento duro que cubre una superficie de un sustrato, en donde dicho recubrimiento duro tiene un grosor total de 0,5-20 μm e incluye una […]
Aleación de soldadura para galvanización y componentes electrónicos, del 6 de Noviembre de 2019, de SENJU METAL INDUSTRY CO. LTD.: El uso de una aleación de soldadura en una terminal de conexión de tipo ajuste, en el que: la terminal de conexión de tipo ajuste comprende […]
Herramienta de corte con capa de detección de desgaste, del 5 de Noviembre de 2019, de WALTER AG: Herramienta, compuesta por - un cuerpo de sustrato de metal duro, cermet, cerámica, acero o acero de corte rápido, - un revestimiento […]