Procedimiento para la fabricación de una pieza de trabajo, así como pieza de trabajo correspondiente.
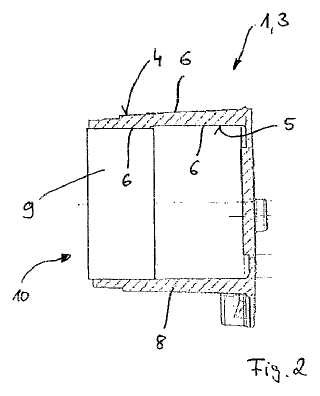
Procedimiento, para la fabricación de una pieza de trabajo (1) que presenta un revestimiento (6) y una unión (10)roscada,
con los pasos:
- preparación de la pieza de trabajo (1) y de un tornillo o tuerca perteneciente a la unión (10) roscada,
- fabricación de un taladro (2) roscado o de un perno roscado en la pieza de trabajo (1), para una acción conjuntacon el tornillo o la tuerca, y
- aplicación del revestimiento (6) sobre al menos una zona de la superficie (4, 5) de la pieza de trabajo,caracterizado por pasos que se llevan a cabo en el orden siguiente:
- creación en la pieza de trabajo (1) de una cavidad (9), en especial de un taladro, o de un saliente, en especial deun perno,
- aplicación del revestimiento (6) sobre la pieza de trabajo (1), revistiendo al mismo tiempo la superficie de la cavidad(9) o del saliente, al menos por zonas, y
- configuración del taladro (2) roscado atornillando el tornillo en la cavidad (9) revestida, utilizando como tornillo, untornillo de filetear, o configuración del perno roscado atornillando la tuerca sobre el saliente revestido, utilizandocomo tuerca, una terraja.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10156047.
Solicitante: GEORG FISCHER AUTOMOTIVE AG.
Nacionalidad solicitante: Suiza.
Dirección: Amsler-Laffon-Strasse 9 8200 Schaffhausen SUIZA.
Inventor/es: SCHNURR,NORBERT, HOMAYUN-FRANK,MOHAMMAD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16B25/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Tornillos que forman la rosca en el material en el cual se atornillan, p. ej. tirafondos, tornillo autorroscante.
- F16B33/06 F16B […] › F16B 33/00 Características comunes a los bulones y a las tuercas (clavijas para paredes F16B 13/00). › Tratamiento de la superficie de las partes donde se encuentra realizado el roscado, para impedir el gripado.
- F16B35/00 F16B […] › Bulones roscados; Bulones de anclaje; Pasadores roscados; Tornillos; Tornillos de presión Screw-bolts (clavijas para paredes F16B 13/00; tornillo que practican la rosca F16B 25/00).
- F16B37/00 F16B […] › Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00).
PDF original: ES-2398650_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una pieza de trabajo, así como pieza de trabajo correspondiente La invención se refiere a un procedimiento para la fabricación de una pieza de trabajo que presenta un revestimiento y una unión roscada, con los pasos: Preparación de la pieza de trabajo y de un tornillo o tuerca perteneciente a la unión roscada, fabricación de un taladro roscado o de un perno roscado en la pieza de trabajo, para una acción conjunta con el tornillo o la tuerca, y aplicación del revestimiento sobre al menos una zona de la superficie de la pieza de trabajo. La invención se refiere, además, a una pieza de trabajo con un revestimiento aplicado en al menos una zona de la superficie de la pieza de trabajo.
Procedimientos del tipo citado al comienzo, se conocen por el estado actual de la técnica. Se utilizan, por ejemplo, para la fabricación de un componente constructivo de un vehículo. La unión roscada está prevista aquí para unir la pieza de trabajo (en este caso, el componente constructivo del vehículo) con una pieza de trabajo ulterior, o bien para fijarla a esta. Con este fin se configura en la pieza de trabajo una rosca, de manera que en la pieza de trabajo se presente, o bien el taladro roscado, o bien el perno roscado. Adicionalmente, al taladro roscado o al perno roscado, a la unión roscada está asignado el tornillo o la tuerca, que actúa conjuntamente con el taladro roscado o con el perno roscado. Mediante el tornillo o mediante la tuerca, se puede unir, por tanto, la pieza de trabajo con la pieza de trabajo ulterior.
Para impedir una reducción de la vida útil de la pieza de trabajo, por ejemplo, por corrosión, es normal revestir la superficie de la pieza de trabajo, al menos por zonas. El revestimiento se coloca aquí sobre la pieza de trabajo, después de la fabricación del taladro roscado o del perno roscado. Para la aplicación del revestimiento se tiene que cubrir la rosca del taladro roscado o del perno roscado para impedir una obstrucción de la rosca, o una acumulación (excesiva) de material de revestimiento, junto a, o en la rosca. Así pues, para la fabricación de la pieza de trabajo, se tiene que fabricar primeramente la rosca del taladro roscado o del perno roscado. Aquella se cubre a continuación, se aplica el revestimiento sobre la superficie de la pieza de trabajo, y se retira de nuevo el cubrimiento. Por lo tanto, la fabricación de la pieza de trabajo es un proceso engorroso y muy costoso. Adicionalmente es costosa la fabricación de la rosca, que normalmente se lleva a cabo mediante una herramienta de ranurar.
Por el contrario, es misión de la invención, facilitar un procedimiento que no presente los inconvenientes antes citados, sino que permita una fabricación sencilla y barata de la pieza de trabajo.
Según la invención se consigue esto con un procedimiento según las notas características de la reivindicación 1. Aquí está previsto que se realicen los siguientes pasos en precisamente este orden: fabricación en la pieza de trabajo, de una cavidad, en especial de un taladro, o de un saliente, en especial de un perno, aplicación del revestimiento sobre la pieza de trabajo, revistiendo al mismo tiempo la superficie de la cavidad o del saliente, al menos por zonas, y configuración del taladro roscado atornillando el tornillo en la cavidad revestida, utilizando como tornillo, un tornillo de filetear, o configuración del perno roscado atornillando la tuerca sobre el saliente revestido, utilizando como tuerca, una terraja. Así pues, se configura primeramente en la pieza de trabajo, la cavidad o el saliente, y se le provee al menos por zonas, con el revestimiento, sin configurar la rosca antes de la aplicación del revestimiento - como se conoce por el estado actual de la técnica -. Lo último no se lleva a cabo hasta después de la aplicación del revestimiento, atornillando el tornillo en la cavidad, o la tuerca sobre el saliente. Mediante el atornillado del tornillo en la cavidad revestida se configura en consecuencia el taladro roscado, o alternativamente mediante el atornillado de la tuerca sobre el saliente revestido, el perno roscado a partir del saliente.
Al mismo tiempo, mediante el atornillado del tornillo, o mediante el de la tuerca, se crea la unión entre la pieza de trabajo y la pieza de trabajo ulterior. La configuración de la rosca se lleva a cabo pues, durante un montaje de la pieza de trabajo, y no se tiene que realizar, como hasta ahora, en un paso separado de fabricación. De aquí se deducen algunas ventajas. En especial, la rosca del taladro roscado o del perno roscado, no se tiene que configurar mediante la herramienta de ranurar en el paso separado de fabricación. Del mismo modo, la rosca no se tiene que proveer con un cubrimiento antes de la aplicación del revestimiento, para impedir una acumulación excesiva del material de revestimiento en la zona de la rosca. Más bien es suficiente cuando la cavidad o el saliente se prevé en la pieza de trabajo, que se pueda llevar a cabo el revestimiento inmediatamente sobre su superficie, sin que sea necesario un cubrimiento. Gracias a la utilización del tornillo o de la tuerca con una rosca cortante para formar la rosca, y a la producción de la rosca mediante el atornillado del tornillo en la cavidad, o al atornillado de la tuerca sobre el saliente, se puede fabricar por tanto la pieza de trabajo con más rapidez, más fácilmente y más barata.
Un perfeccionamiento de la invención prevé que el revestimiento se fabrique mediante barnizado por inmersión, en especial, barnizado catódico por inmersión. En el caso del barnizado por inmersión, se lleva a cabo la aplicación de un barniz sobre la pieza de trabajo en un baño de inmersión, mediante un procedimiento electroquímico. En este caso la pieza de trabajo se sumerge en un barniz de inmersión, líquido, conductor de la electricidad, y entre la pieza de trabajo y un electrodo se establece un campo de tensiones. De preferencia se utiliza aquí un campo de tensión continua. Con especial preferencia se configura el revestimiento mediante el barnizado catódico por inmersión. En este caso la pieza de trabajo forma el cátodo, y el electrodo, un ánodo. Con el barnizado catódico por inmersión (KTL) se puede configurar un revestimiento muy uniforme sobre la superficie de la pieza de trabajo. El barnizado por inmersión es muy apropiado para la realización de grandes cantidades de pieza de trabajos, con lo que es posible la fabricación barata de la pieza de trabajo junto con el revestimiento.
Otro acondicionamiento de la invención prevé que para el revestimiento se utilice un material de revestimiento que sirve también como medio lubricante para la producción de la rosca. Por rosca hay que entender aquí la rosca del taladro roscado o del perno roscado, que se produce por atornillado del tornillo o por atornillado de la tuerca. El medio lubricante sirve aquí para facilitar la producción de la rosca. De esta manera se favorece el proceso de atornillado de la pieza de trabajo con la pieza de trabajo ulterior. El material de revestimiento se puede componer aquí de una sustancia que sirve por sí misma como medio lubricante, o el material de revestimiento se compone al menos parcialmente, del medio lubricante. Aquí únicamente es importante que, durante la aplicación del revestimiento, el medio lubricante llegue al menos a una zona de la superficie de la cavidad o del saliente. Alternativamente, también es posible aplicar primeramente el revestimiento y, a continuación, aplicar adicionalmente medio lubricante en la zona de la cavidad o del saliente.
En un perfeccionamiento preferente se utiliza como pieza de trabajo una pieza de trabajo que presenta hierro o acero como material, de preferencia una pieza de trabajo de hierro fundido, en especial compuesta al menos parcialmente de hierro fundido GJS [dúctil]. Por lo tanto, la pieza de trabajo se puede componer totalmente de hierro o de acero, o presentar estos materiales al menos parcialmente. De preferencia la pieza de trabajo está fabricada de tales materiales en un procedimiento de colada, de manera que la pieza de trabajo se presenta como pieza de trabajo de hierro fundido. La pieza de trabajo de hierro fundido se compone por ejemplo de hierro fundido con grafito esferoidal (hierro fundido GJS) , citándose aquí, puramente como ejemplo, los materiales (EN) -GJS-400-15 y SiboDur. Por SiboDur hay que entender normalmente una aleación de hierro fundido con grafito esferoidal, con una composición que contiene de 3, 0 a 3, 6 % en peso de carbono (C) y 2, 6 a 3, 2 % en peso de silicio (Si) , y con una estructura cristalina que está configurada perlítica del 30 al 90 %. No obstante, alternativamente también se puede emplear fundición con grafito laminar, para la fabricación de la pieza de trabajo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento, para la fabricación de una pieza de trabajo (1) que presenta un revestimiento (6) y una unión (10) roscada, con los pasos:
- preparación de la pieza de trabajo (1) y de un tornillo o tuerca perteneciente a la unión (10) roscada,
- fabricación de un taladro (2) roscado o de un perno roscado en la pieza de trabajo (1) , para una acción conjunta con el tornillo o la tuerca, y
- aplicación del revestimiento (6) sobre al menos una zona de la superficie (4, 5) de la pieza de trabajo,
caracterizado por pasos que se llevan a cabo en el orden siguiente:
- creación en la pieza de trabajo (1) de una cavidad (9) , en especial de un taladro, o de un saliente, en especial de un perno,
- aplicación del revestimiento (6) sobre la pieza de trabajo (1) , revistiendo al mismo tiempo la superficie de la cavidad (9) o del saliente, al menos por zonas, y
- configuración del taladro (2) roscado atornillando el tornillo en la cavidad (9) revestida, utilizando como tornillo, un tornillo de filetear, o configuración del perno roscado atornillando la tuerca sobre el saliente revestido, utilizando como tuerca, una terraja.
2. Procedimiento según la reivindicación 1, caracterizado porque el revestimiento se fabrica mediante barnizado por inmersión, en especial, barnizado catódico por inmersión.
3. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque para el recubrimiento (6) se utiliza un material de revestimiento que sirve también como medio lubricante para la producción de la rosca (7) .
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque como pieza de trabajo (1) se utiliza una pieza de trabajo (1) que presenta hierro o acero como material, de preferencia una pieza de trabajo de hierro fundido, en especial compuesta al menos parcialmente de hierro fundido GJS.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque como pieza de trabajo (1) se utiliza un soporte (3) de rueda de un vehículo.
6. Pieza de trabajo (1) con un revestimiento (6) aplicado en al menos una zona de la superficie (4, 5) de la pieza de trabajo (1) , y al menos con una unión (10) roscada, en especial fabricada según una o varias de las reivindicaciones precedentes, con al menos un taladro (2) roscado que presenta una rosca (7) , o con un perno roscado que presenta una rosca, para una acción conjunta con un tornillo o con una tuerca de la unión (10) roscada, caracterizada porque el revestimiento (6) está presente también al menos por zonas, sobre la superficie de una cavidad (9) , en especial de un taladro, o de un saliente, en especial de un perno, y porque el tornillo es un tornillo de filetear y el taladro roscado está configurado atornillando el tornillo en la cavidad (9) revestida, o la tuerca es una terraja, y el perno roscado está configurado atornillando la tuerca sobre el saliente revestido.
7. Pieza de trabajo según la reivindicación 6, caracterizada porque la pieza de trabajo (1) es una pieza de trabajo (1) que presenta hierro o acero como material, de preferencia una pieza de trabajo de hierro fundido, en especial compuesta al menos parcialmente, de hierro fundido GJS.
8. Pieza de trabajo según una de las reivindicaciones precedentes, caracterizada porque la pieza de trabajo (1) es un soporte (3) de rueda de un vehículo.
Patentes similares o relacionadas:
Conjunto de fijación para fijar un bastidor de montaje para objetos sanitarios y uso de un tal conjunto de fijación, del 27 de Mayo de 2020, de Viega Technology GmbH & Co. KG: Conjunto de fijación para fijar un bastidor de montaje para objetos sanitarios, en particular para una cisterna, una taza de inodoro y/o un lavabo, a una […]
Placa de tuerca de soporte de cerámica de alta resistencia a la fractura y canal de paso, del 18 de Septiembre de 2019, de THE BOEING COMPANY: Una placa de tuerca que comprende: la placa de tuerca está construida de un material de cerámica, donde el material de cerámica es una mezcla […]
Fijadores roscados cerámicos con alta tenacidad a la fractura reforzados con fibra corta, del 28 de Agosto de 2019, de THE BOEING COMPANY: Un fijador que comprende: una pieza en bruto, siendo la pieza en bruto construida de un material cerámico; una superficie roscada sobre la pieza en […]
Conjunto de montaje de equipo, del 7 de Agosto de 2019, de Pandrol (Vortok) Limited: Un conjunto de montaje de equipo para montar el equipo en la via ferrea, la via ferrea tiene rieles primero y segundo en los cuales […]
Sistema de fijación que permite la extracción de componentes después de un fallo del sistema de fijador, del 10 de Julio de 2019, de Channell Commercial Corporation: Un sistema de fijación para unir una cubierta a una bóveda subterránea que comprende: un perno que tiene roscas ; y una tuerca […]
Tuerca de conexión a tierra, del 22 de Mayo de 2019, de Iwata Bolt Co., Ltd: Tuerca de conexión a tierra , que comprende: un orificio de tornillo que está previsto para acoplarlo con un perno en el que están […]
Trampa de residuos mejorada, del 8 de Mayo de 2019, de McALPINE & COMPANY LIMITED: Una trampa de residuos, comprendiendo la trampa de residuos: un alojamiento que tiene una entrada , una salida y un cuerpo , teniendo el cuerpo […]
DISPOSITIVO ACCESORIO PARA COLGAR OBJETOS EN LA PARED, del 25 de Marzo de 2019, de MOYA JIMENEZ, Juan Ignacio: 1. Dispositivo que comprende - un hueco labrado en espiral - para el ajuste exacto y variable en una pieza cilíndrica con resalte […]