Pistola de recubrimiento de ranura y procedimiento para la extrusión de una banda ancha de un material fundido espumante.
Una pistola de recubrimiento de ranura (1) para la extrusión de un material fundido espumante en una bandaancha sobre un sustrato (5) que comprende:
un paso de entrada (34) para la recepción del material fundido espumante;
una pluralidad de conjuntos de válvula (28);
un colector de distribución (27) del material fundido espumante que comunica con dicho paso de entrada (34) ydicha pluralidad de conjuntos de válvula (28),
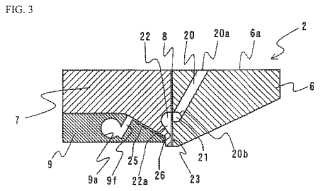
un conjunto de boquilla de ranura (2) que tiene una pluralidad de pasos (20) de material fundido espumanteque comunican respectivamente con dicha pluralidad de conjuntos de válvula (28),una ruta de flujo de distribución lateral (21) que comunica con dicha pluralidad de pasos (20) de materialfundido espumante,
un elemento de restricción (8) dispuesto en el interior de dicha ruta de flujo de distribución lateral,y una ranura (23) para la descarga del material fundido espumante, y
una parte convergente (22) que comunica con dicha ruta de flujo de distribución lateral (21) y dicha ranura (23),y cuyo área de sección transversal se hace gradualmente más pequeña hacia dicha ranura;
dicho colector de distribución (27) del material fundido espumante comprende un primer paso (29) dedistribución lateral que comunica con dicha pluralidad de conjuntos de válvula (28), un segundo paso (30) dedistribución lateral que comunica con dicho paso de entrada (34), dos pasos del extremo (31, 32) que conectanrespectivamente ambos extremos de dicho primer paso de distribución lateral (29) y ambos extremos de dichosegundo paso de distribución lateral (30), caracterizada por que dicho colector de distribución de materialfundido espumante comprende adicionalmente una pluralidad de pasos transversales (33) que conectan dichoprimer paso de distribución lateral (29) y dicho segundo paso de distribución lateral (30) en puntosrespectivamente entre conjuntos de válvula (28) adyacentes.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08160453.
Solicitante: NORDSON CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 28601 CLEMENS ROAD WESTLAKE, OHIO 44145-1119 ESTADOS UNIDOS DE AMERICA.
Inventor/es: TAKAHASHI, HITOSHI, TAKAHASHI,Shinya.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B01F3/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01F MEZCLA, p. ej. DISOLUCION, EMULSION, DISPERSION (mezcla de pinturas B44D 3/06). › B01F 3/00 Mezcla, p. ej. dispersión, emulsión, según las fases que vayan a mezclarse. › de gases o de vapores con líquidos (mezclando bebidas no alcohólicas con gases A23L 2/54).
- B05C5/02 B […] › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 5/00 Aparatos en los cuales un líquido u otro material fluido es proyectado, vertido o esparcido sobre la superficie de la pieza (B05C 7/00, B05C 19/00 tienen prioridad). › a partir de un dispositivo de salida en contacto, o casi en contacto, con la pieza (B05C 5/04 tiene prioridad).
- B29C44/46 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › en un espacio abierto o sobre una superficie en movimiento, es decir, para fabricar objetos de longitud indefinida.
PDF original: ES-2412890_T3.pdf
Fragmento de la descripción:
Pistola de recubrimiento de ranura y procedimiento para la extrusión en una banda ancha de un material fundido espumante
Campo técnico La presente invención pertenece a una pistola de recubrimiento de ranura y un procedimiento de extrusión de un material fundido espumante en una banda ancha.
Técnica antecedente En el pasado, en el campo de los materiales adhesivos y de sellado, son conocidos los aplicadores de espuma fundida para recubrimiento con un material fundido espumante (por ejemplo, véase el Documento de Patente 1) . Un aplicador de espuma fundida es un dispositivo que mezcla mecánicamente un gas inerte en una fundición caliente fundida y descarga una fundición caliente con burbujas. El recubrimiento del material fundido espumante puede reducir los costes de ejecución y extender el tiempo abierto antes de la fijación. Otros efectos incluyen el acortamiento del tiempo de fraguado después de la fijación, haciendo más fácil distribuir ligeramente una capa de adhesivo después de la fijación, incrementando la resistencia de adhesión con materiales porosos, incrementando la eficiencia en el relleno de un artículo unido que se tenga una superficie rugosa, formación de una película de recubrimiento con elasticidad, etc. Por lo tanto los materiales fundidos espumantes son ampliamente usados.
Por ejemplo, hay un dispositivo y método que fabrica una placa aislada mediante la extensión de una fundición caliente de tipo espumante a partir de una boquilla de ranura sobre una banda estrecha y larga de material que se transporta continuamente, y pegando otra banda estrecha y larga de material sobre el mismo (por ejemplo, véase el Documento de Patente 2) .
También, para impedir un espumado prematuro del material fundido espumante en el interior de la boquilla de ranura, hay una boquilla de ranura que puede mantener un material fundido espumante a una presión más alta que la presión crítica a la que el material fundido espumante no se espuma hasta que el material fundido espumante alcanza la parte de salida de la ranura (por ejemplo, véase el Documento de Patente 3) . Esta tobera de ranura está provista con una parte de ranura convergente en la que el grosor de la ranura se reduce gradualmente desde una parte de ranura ancha, en la que la ranura es gruesa, a la parte de ranura de salida, en la que la ranura es delgada.
Documento de Patente 1: JP S59-182825 A
Documento de Patente 2: JP S57-110440 A
Documento de Patente 3: JP H7-308618 A
Descripción de la invención Problemas en la técnica anterior
Para recubrir con un material fundido espumante una banda ancha se debe usar un dispositivo de descarga con ranuras. Cuando se intenta descargar un material fundido espumante con un dispositivo de descarga con ranuras, surgen muchos problemas intrínsecos.
El problema del espumado prematuro Normalmente, un material fundido espumante se espuma después de haber sido extrudido desde un dispositivo de descarga con ranuras y forma una capa de espuma sobre el sustrato. Sin embargo, a veces, se puede oír un sonido de burbujeo desde el dispositivo de descarga con ranuras, y en esta clase de casos, se producen orificios en la capa de espuma formada sobre el sustrato. Esto es debido a que antes de que el material fundido espumante se extruda desde el dispositivo te descarga con ranuras, los gases disueltos en el material fundido espumante comenzaron a espumar en el interior del dispositivo de descarga con ranuras y tuvo lugar un espumado prematuro. Cuando tiene lugar un espumado prematuro, la textura de la capa de espuma se convierte en inadmisiblemente rugosa, y se forman orificios en la capa de espuma. Una capa de espuma que tenga orificios reduce la calidad del producto. Por lo tanto, se debe mantener la presión en el interior de un dispositivo de descarga con ranuras a una presión más alta que la presión crítica a la que el material fundido espumante comienza a espumar, de modo que el material fundido espumante no espume en el interior del dispositivo de descarga con ranuras.
El problema de una capa de espuma no uniforme Además, un material fundido espumante debe estar distribuido uniformemente a través del ancho completo de la ranura. Por lo tanto, es necesario dispersar el material fundido espumante amplia y finamente en el interior de un dispositivo de descarga con ranuras. Si la velocidad del flujo del material fundido espumante en el interior de un dispositivo te descarga con ranuras no es uniforme, o si la distribución de la presión del material fundido espumante está desviada, el diámetro de las burbujas en el interior de la capa de espuma recubierta sobre el sustrato se hace no uniforme.
La FIG. 15 es un diagrama explicativo que muestra esquemáticamente el flujo de material fundido espumante en el interior de un conjunto de tobera de ranura convencional y las burbujas en la capa de espuma recubierta sobre el sustrato. Se fija un conjunto de tobera de ranura 100 a un módulo de control 118 (FIG. 17) . El conjunto de tobera de ranura 100 está provisto con cinco pasos verticales 102. Los pasos verticales 102 comunican respectivamente con conjuntos de válvulas 120 (FIG. 17) provistas en el módulo de control 118 (FIG. 17) . Los cinco pasos verticales 102 comunican con una única ruta de flujo 104 de distribución lateral provista en el conjunto de tobera de ranura 100. La ruta de flujo 104 de distribución lateral comunica con una ranura delgada 106 que se extiende en la dirección longitudinal del conjunto de tobera de ranura 100.
Cuando una válvula (no mostrada en el dibujo) se abre en el conjunto de válvulas 120 (FIG. 17) , el material fundido espumante pasa a través del paso vertical 102 como se indica por la flecha A y fluye a la ruta de flujo 104 de distribución lateral. En la ruta de flujo 104 de distribución lateral, el material fundido espumante se dispersa lateralmente a lo largo de la ruta de flujo 104 de distribución lateral como se indica por las flechas B, C, D y E, pasa a través de la ranura 106, se extrude sobre un sustrato 108, y forma una capa de espuma 110. El grosor de las flechas A, B, C, D y E representa la cantidad de flujo de un material fundido espumante. La cantidad de flujo de material fundido espumante que fluye desde la ruta de flujo 104 de distribución lateral a la ranura 106 es grande directamente bajo el paso vertical 102 como se indica por la flecha B, y la cantidad de flujo disminuye con la distancia desde el paso vertical 102 según se indica por los grosores de las flechas C, D y E. La presión también disminuye con la reducción en la cantidad de flujo.
Estos cambios en la cantidad de flujo y presión cambian los grosores de la capa de espuma 110 formada sobre el sustrato 108 y el diámetro de sus burbujas. En la FIG. 15, el sustrato 108 se transporta en la dirección perpendicular al dibujo. La FIG. 15 muestra una vista en sección transversal de la capa de espuma 110 tomada a lo largo de la dirección perpendicular a la dirección de transporte del sustrato 108. La capa de espuma 110 incluye una parte de capa gruesa 110a formada directamente bajo al paso vertical 102, y una parte de capa delgada 110b formada entre pasos verticales adyacentes 102. El diámetro de una burbuja 112a formada en el interior de la parte de capa gruesa 110a es pequeña, y el diámetro de una burbuja 112b formada en el interior de la parte de capa delgada 110b es grande. Los cambios en el grosor de estas capas y en los diámetros de burbujas aparecen como líneas en la capa de espuma 110 con forma de banda recubierta sobre sustrato 108. Esto es, la parte de capa gruesa 110a, que tiene burbujas pequeñas bajo el paso vertical 102, aparece como cinco líneas, y la parte de capa delgada 110b, que tiene burbujas grandes entre pasos verticales adyacentes 102, aparecen como seis líneas. Estos dos tipos de líneas aparecen alternativamente alineadas en la dirección del ancho de la capa de espuma 110 con forma de banda. Estas líneas disminuyen grandemente la calidad del producto, y perjudican el aspecto del producto.
El problema de las gotas La FIG. 16 es un diagrama explicativo que muestra la espuma acumulada sobre la superficie del bloque de boquilla posterior de un conjunto de boquilla de ranura. El sustrato 108 se transporta en la dirección indicada por la flecha X. El conjunto de boquilla de ranura 100 consiste en un bloque de boquilla frontal 114 y un bloque de boquilla posterior 116; la ranura 106 se forma entre el bloque de boquilla frontal 114 y el bloque de boquilla posterior 116. El bloque de boquilla frontal 114 se sitúa en el lado aguas arriba de la dirección de transporte X del sustrato 108. El bloque de boquilla posterior 116 se sitúa en el lado aguas abajo de la dirección de transporte X del sustrato 108.
El material... [Seguir leyendo]
Reivindicaciones:
1. Una pistola de recubrimiento de ranura (1) para la extrusión de un material fundido espumante en una banda ancha sobre un sustrato (5) que comprende:
un paso de entrada (34) para la recepción del material fundido espumante; una pluralidad de conjuntos de válvula (28) ; un colector de distribución (27) del material fundido espumante que comunica con dicho paso de entrada (34) y dicha pluralidad de conjuntos de válvula (28) , un conjunto de boquilla de ranura (2) que tiene una pluralidad de pasos (20) de material fundido espumante que comunican respectivamente con dicha pluralidad de conjuntos de válvula (28) , una ruta de flujo de distribución lateral (21) que comunica con dicha pluralidad de pasos (20) de material fundido espumante, un elemento de restricción (8) dispuesto en el interior de dicha ruta de flujo de distribución lateral, y una ranura (23) para la descarga del material fundido espumante, y una parte convergente (22) que comunica con dicha ruta de flujo de distribución lateral (21) y dicha ranura (23) , y cuyo área de sección transversal se hace gradualmente más pequeña hacia dicha ranura; dicho colector de distribución (27) del material fundido espumante comprende un primer paso (29) de distribución lateral que comunica con dicha pluralidad de conjuntos de válvula (28) , un segundo paso (30) de distribución lateral que comunica con dicho paso de entrada (34) , dos pasos del extremo (31, 32) que conectan respectivamente ambos extremos de dicho primer paso de distribución lateral (29) y ambos extremos de dicho segundo paso de distribución lateral (30) , caracterizada por que dicho colector de distribución de material fundido espumante comprende adicionalmente una pluralidad de pasos transversales (33) que conectan dicho primer paso de distribución lateral (29) y dicho segundo paso de distribución lateral (30) en puntos respectivamente entre conjuntos de válvula (28) adyacentes.
2. Una pistola de recubrimiento de ranura según la reivindicación 1, en la que la presión y la cantidad de flujo del material fundido espumante suministrado a cada uno de dichos conjuntos de válvula (28) es sustancialmente uniforme y la presión y cantidad de flujo del material fundido espumante suministrado respectivamente desde cada uno de dicha pluralidad de conjuntos de válvula (28) a cada uno de dicha pluralidad de pasos (20) de material fundido espumante es esencialmente uniforme.
3. Una pistola de recubrimiento de ranura según la reivindicación 1 o 2, en la que el material fundido espumante extrudido desde dicha ranura (23) forma una capa de espuma con un grosor esencialmente uniforme en la dirección del ancho del substrato.
4. Una pistola de recubrimiento de ranura según la reivindicación 3, en la que las burbujas en el interior de la espuma extrudida tienen esencialmente diámetros uniformes.
5. Una pistola de recubrimiento de ranura según la reivindicación 1, adicionalmente caracterizada por que se sitúa una salida de aire (26a) aguas abajo de dicha ranura (23) para dispensar aire caliente que impide que la espuma del material fundido espumante extrudido desde la ranura (23) se adhiera a la pistola.
6. Un método de extrudir un material fundido espumante en una banda ancha sobre un sustrato a partir de una pistola de recubrimiento de ranura (1) de acuerdo con cualquiera de las reivindicaciones precedentes.
7. El método de la reivindicación 6 adicionalmente caracterizado por la etapa de dispensar aire caliente aguas abajo de la ranura (23) en el conjunto de boquilla de ranura (2) para impedir de la espuma del material fundido espumante se adhiera al conjunto de boquilla de ranura (2) .
Patentes similares o relacionadas:
Dispositivo de generación de súper microburbujas, del 24 de Junio de 2020, de Anzai, Satoshi: Un dispositivo de generación de súper microburbujas que comprende: un compresor para administrar gas a presión, y un medio de generación de burbujas […]
DISPOSITIVO GENERADOR DE VÓRTICES EN CANALES O CONDUCTOS, del 18 de Junio de 2020, de UNIVERSIDAD DE SEVILLA: La presente invención se refiere a un dispositivo generador de vórtices en canales o conductos que permite llevar a cabo un aprovechamiento del vórtice de punta […]
Dispositivo y método de aireación modular, del 17 de Junio de 2020, de EMD Millipore Corporation: Dispositivo de aireación para la aireación de un fluido dentro de un biorreactor, que comprende: un elemento de base; una pluralidad de […]
DISPOSITIVO GENERADOR DE VÓRTICES EN CANALES O CONDUCTOS, del 15 de Junio de 2020, de UNIVERSIDAD DE SEVILLA: La presente invención se refiere a un dispositivo generador de vórtices en canales o conductos que permite llevar a cabo un aprovechamiento del vórtice […]
Método y dispositivo para la limpieza de suspensiones de materias fibrosas mediante flotación, del 3 de Junio de 2020, de RITHCO Papertec GmbH: Dispositivo para la limpieza de mezclas solido-liquido contaminadas, que comprende • al menos una primera tuberia para suministrar un liquido, preferiblemente […]
Dispositivo de descarga de gas desde un submarino, del 15 de Abril de 2020, de ThyssenKrupp Marine Systems GmbH: Dispositivo de descarga de gas desde un submarino, que tiene una bomba para transportar agua de mar, cuya salida está conectada en línea con la entrada de una bomba […]
Dispositivo de distribución de líquidos que utiliza canales de distribución empaquetados y una columna de transferencia de masa y el proceso que implica el mismo, del 15 de Abril de 2020, de KOCH-GLITSCH, LP: Un distribuidor de flujo para que el líquido descienda en una columna de proceso alargada verticalmente, comprendiendo dicho distribuidor : […]
Boquilla de atomización, del 8 de Abril de 2020, de Spraying Systems Manufacturing Europe GmbH: Boquilla de atomización con una conexión de líquido para el suministro de un líquido (F) a un canal de líquido , que está conectado […]