Método para soldar segmentos de tarugo calentados en un proceso de extrusión de aluminio.
Un método para procesar tarugos de metal en un sistema de extrusión de metal,
el método comprende:
recibir dos tarugos de metal calentados que tienen extremos contiguos desde un horno;
alinear los extremos contiguos de los tarugos de metal calentados con un dispositivo de corte;
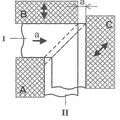
accionar el dispositivo de corte para remover metal tanto de ambos extremos contiguos en una acción de cortesimple para crear una cara de corte de cada uno de los tarugos de metal;
soldar las caras de corte directamente una a la otra para crear un tarugo continuo;
cortar al menos un lingote del tarugo continuo; y
suministrar al menos un lingote a una prensa.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11176564.
Solicitante: G. James Australia Pty. Ltd.
Nacionalidad solicitante: Australia.
Dirección: 1084 Kingsford Smith Drive Eagle Farm, QLD 4009 AUSTRALIA.
Inventor/es: BODEN,DEREK WILLIAM, BUITEN,SCOTT DAVID.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C23/01 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 23/00 Extrusión de metales; Extrusión por percusión. › a partir de un material de forma particular, p. ej. que haya sufrido un pretratamiento mecánico (B21C 23/22 tiene prioridad).
- B21C33/00 B21C […] › Alimentación del metal que va a ser extruido en las prensas de extrusión.
PDF original: ES-2394069_T3.pdf
Fragmento de la descripción:
Método para soldar segmentos de tarugo calentados en un proceso de extrusión de aluminio Antecedentes de la invención La presente invención se relaciona con la extrusión de aluminio y más particularmente con un método para procesar 5 patas de metal en un sistema de extrusión de metal.
La extrusión de aluminio es una tecnología bien conocida y ampliamente practicada. Los tarugos de aluminio son calentados dentro de un horno de tarugos a una temperatura adecuada para la extrusión. En la medida en que cada tarugo sale del horno, se cortan los lingotes del tarugo y se transfieren a una prensa de extrusión. Con la prensa, se extruye el lingote a través de una boquilla para crear una artículo que tenga la forma y longitud deseada. La longitud
total de la forma extruida es un múltiplo de la longitud de las piezas a ser cortadas de la forma más los desechos del proceso. La longitud del lingote requerido es directamente proporcional a la longitud de extrusión deseada.
Cortar los lingotes a las longitudes deseadas de tarugos de aluminio calentados crea restos o recortes. Un reto en la extrusión del aluminio es utilizar los restos o recortes sin recurrir al reciclaje o refundido debido a los costos inherentes involucrados. El método preferido para el uso de los restos o recortes es combinarlos con otros 15 segmentos de tarugo (conocido como “pieza de corte corto”) para crear un lingote de dos piezas. El lingote de dos piezas se carga en el recipiente de la prensa, y las dos piezas se funden en la medida en que las caras que limitan de las dos piezas pasan a través de la boquilla de extrusión. Desafortunadamente, los espacios o vacios entre las dos piezas atrapan aire que produce burbujas inaceptables en el producto terminado. Adicionalmente, la película de óxido sobre las dos caras que limitan del lingote de dos piezas produce fusiones defectuosas o poco firmes o soldaduras entre las caras en la medida en que el aluminio se mueve a través de la boquilla de extrusión.
Se ha hecho un intento en una técnica anterior para crear un tarugo efectivamente “continuo” en la medida en que entra al horno. Específicamente, los tarugos secuenciales están unidos de una forma extremo con extremo en la medida en que los tarugos se mueven hacia el horno. La unión se crea mediante “soldadura de agitamiento con fricción” o soldar la superficie de los tarugos contiguos. Esta técnica tiene al menos dos problemas. Primero, los extremos de los tarugos son raramente cuadrados; y los tarugos son raramente rectos. Consecuentemente, los tarugos conectados dan como resultado una columna de tarugo que no es lineal (es decir en forma de serpiente) . La columna de tarugo no descansa homogéneamente sobre los rodillos de soporte; y la columna de tarugo es difícil de moverse a través del horno. Segundo, esta técnica no resuelve los problemas anteriormente anotados de atrapar aire y oxido.
Se conoce del documento DE-A – 10 2006 007 850 un método para procesar tarugos de metal en un sistema de extrusión de metal, el método comprende:
recibir dos tarugos de metal calentados que tienen extremos contiguos provenientes de un horno;
soldar los extremos contiguos uno al otro con el fin de formar un tarugo continuo;
cortar al menos un lingote del tarugo contiguo; y suministrar al menos un lingote a una prensa.
Resumen de la invención Los problemas anteriormente mencionados se solucionan en la presente invención que comprende un método de acuerdo con la reivindicación 1.
Aspectos adicionales se definen en las reivindicaciones dependientes.
Estos y otros objetos, ventajas, y características de la invención serán más completamente entendidos y apreciados 40 mediante referencia a la descripción de las modalidades y los dibujos actuales.
Breve descripción de los dibujos La Fig. 1 es una vista en perspectiva de un sistema de procesamiento de tarugo caliente;
la Fig.2 es una vista en elevación de un extremo casero del sistema;
La Fig. 3 es una vista en elevación del lado izquierdo del sistema;La Fig. 4 es una vista en elevación del lado derecho del sistema;
La Fig. 5 es una vista de planta desde arriba del sistema;
La Fig. 6 es una vista en elevación del lado frontal del sistema La Fig. 7 es un diagrama de flujo que muestra el flujo lógico de un primer método de acuerdo con la invención 5 utilizado para crear la columna de tarugo continua y para cortar los lingotes de esa columna;
Las Figs.8-14 son ilustraciones esquemáticas de la columna de tarugo caliente en varias etapas del primer método;
La Fig. 15 es un diagrama de flujo que muestra el flujo lógico de un segundo método no de acuerdo con la invención utilizado para crear la columna de tarugo continua y para cortar los lingotes de esa columna;
Las Figs. 16-22 son ilustraciones esquemáticas de la columna de tarugo caliente en varias etapas del segundo 10 método.
Descripción de las realizaciones actuales 1. Sistema Se ilustra un sistema para procesar o manejar lingotes de aluminio caliente entre un horno y una prensa en un ambiente de extrusión de aluminio en las Figuras 1-6 y designado de manera general como 10. El sistema recibe una columna de tarugo calentada CL de un horno (no mostrado) . El sistema 10 corta los lingotes de la columna de tarugo CL y suministra los lingotes a una prensa de extrusión (no mostrada) . El sistema efectúa el método de la presente invención para crear una columna de tarugo efectivamente “sin fin” CL de las cuales se cortan los lingotes para suministrar a la prensa.
Más específicamente, el sistema 10 se localiza corriente abajo de un horno y corriente arriba de una prensa de extrusión. El horno (no mostrado) puede ser un horno apropiado para calentar los tarugos de aluminio para ser extruidos. Tales hornos son bien conocidos en la técnica. Uno de tales hornos es el horno de impacto de llama directa vendido por Granco Clark, INC. de Belding, Michigan bajo la designación “horno de tarugo de de chorro caliente”. Cualquier otro horno adecuado se puede utilizar.
La prensa de extrusión (no mostrada) también puede ser cualquier prensa conocida generalmente por aquellos expertos en la técnica. Una de tales prensas es cualquier prensa vendida por UBE Machiner y Corporation, Ltd. de Japón. Tal prensa incluye un recipiente, un émbolo, y una boquilla. El recipiente recibe el lingote calentado. El émbolo se mueve a través del recipiente para forzar el lingote a través de una boquilla de extrusión.
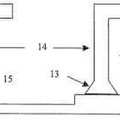
El sistema 10 incluye un montaje de puerta de horno 12, una sierra de tarugo caliente 14, una bandeja de descarga 16 y un montaje de manejo 18 para manejar los lingotes y los restos. El montaje de puerta de horno 12, la sierra de 30 tarugo caliente 14, y la bandeja de descarga 16 son generalmente bien conocidas por aquellos expertos en la técnica. La función del montaje de puerta 12 es retener el calor dentro del horno excepto cuando la columna de tarugo CL se mueve hacia afuera del horno para corte. La función de la sierra de tarugo caliente 14 es cortar la columna de tarugo CL para crear los lingotes. La sierra incluye una sujeción selectivamente activada para mantener el tarugo en una posición estacionaria durante el acerrado. La función de la bandeja de descarga 16 es recibir el
lingote cortado y suministrar el lingote cortado a un transportador (no mostrado) para el suministro posterior a la prensa. La función de la mesa de rechazo 20 es recibir lingotes no utilizables de la bandeja de descarga 16. Todos estos componentes han sido vendidos por Granco Clark antes de la presente invención, por ejemplo, en sistemas y equipo vendido bajo la designación “sierras de corte de lingote caliente” (HBCS) .
El montaje de manejo 18 es nuevo con la presente invención. El montaje 18 incluye un par de agarradores 30a y 30b 40 y un plato de sujeción 32.
Los agarradores 30 se pueden cerrar o abrir utilizando hidráulicos o neumáticos convencionales para agarrar o liberar un lingote o un resto de corte de la columna de tarugo CL. Los agarradores 30 también pueden ser alternativos alejándose y acercándose a la puerta del horno 12 (es decir a la izquierda o derecha como se ve en las Figs. 3-5) . Los agarradores 30a y 30b también se pueden elevar y bajar para mover un lingote o un resto a un 45 soporte temporal o posición de almacenamiento en donde la pieza mantenida no interfiere con el movimiento posterior de la columna de tarugo CL.
El plato de sujeción 32, o cualquier otro dispositivo de agarre adecuado, se puede cerrar o abrir utilizando hidráulicos
Reivindicaciones:
1. Un método para procesar tarugos de metal en un sistema de extrusión de metal, el método comprende: recibir dos tarugos de metal calentados que tienen extremos contiguos desde un horno; alinear los extremos contiguos de los tarugos de metal calentados con un dispositivo de corte;
accionar el dispositivo de corte para remover metal tanto de ambos extremos contiguos en una acción de corte simple para crear una cara de corte de cada uno de los tarugos de metal; soldar las caras de corte directamente una a la otra para crear un tarugo continuo; cortar al menos un lingote del tarugo continuo; y suministrar al menos un lingote a una prensa.
3. Un método como se definió en cualquiera de las reivindicaciones precedentes en donde dicha etapa de soldado comprende soldadura por fricción.
5. Un método como se definió en la reivindicación 4 en donde dicha tapa de soldadura por fricción comprende: crear presión axial entre dos caras; y crear movimiento rotacional relativo entre las dos caras.
SIGUIENTE TARUGO TARUGO RESTANTE
SIGUIENTE TARUGO
SIGUIENTE TARUGO
SIGUIENTE TARUGO
SIGUIENTE TARUGO
COLUMNA DE TARUGO
SIGUIENTE TARUGO
LC
TARUGO RESTANTE
TARUGO RESTANTE
TARUGO RESTANTE RETROCESO PARA CENTRAR
Agarradera
TARUGO RESTANTE
TARUGO RESTANTE
LINGOTE
TARUGO RESTANTE
Cuchilla de Sierra LC
SIGUIENTE TARUGO
SIGUIENTE TARUGO
SIGUIENTE TARUGO
SIGUIENTE TARUGO
SIGUIENTE TARUGO
TARUGO RESTANTE
TARUGO RESTANTE
TARUGO RESTANTE
LINGOTE
TARUGO RESTANTE
LINGOTE
TARUGO RESTANTE
COLUMNA DE LINGOTE
SIGUIENTE TARUGO
CL
TARUGO RESTANTE
LINGOTE
TARUGO RESTANTE
A LA PRENSA
Patentes similares o relacionadas:
 Deformación plástica severa de metales, del 22 de Abril de 2013, de UNIVERSITY OF STRATHCLYDE: Un método para tratar una pletina de metal para cambiar sus propiedadesmecánicas y/o físicas reduciendo el grano, el método incluyendo la […]
Deformación plástica severa de metales, del 22 de Abril de 2013, de UNIVERSITY OF STRATHCLYDE: Un método para tratar una pletina de metal para cambiar sus propiedadesmecánicas y/o físicas reduciendo el grano, el método incluyendo la […]
 Elemento de estructura extruido monolítico y bifuncional, del 10 de Abril de 2013, de Constellium France: Elemento de estructura extruido (F), en particular un refuerzo para la construcción aeronáutica, que comprendeuna pata apta para fijarse en una superficie y un cuerpo […]
Elemento de estructura extruido monolítico y bifuncional, del 10 de Abril de 2013, de Constellium France: Elemento de estructura extruido (F), en particular un refuerzo para la construcción aeronáutica, que comprendeuna pata apta para fijarse en una superficie y un cuerpo […]
Método para soldar segmentos de tarugo calentados en un proceso de extrusión de aluminio, del 23 de Enero de 2013, de G. James Australia Pty. Ltd: Un método para procesar tarugos de metal en un sistema de extrusión de metal que comprende: recibir tarugos calentados de un horno; hacer contiguos los extremos […]
PROCEDIMIENTO PARA LA EXTRUSION DE UN PERFIL O DE UN CUERPO SIMILAR A PARTIR DE UNA BARRA, ASI COMO DISPOSITIVO PARA ELLO., del 1 de Marzo de 2002, de ALUSUISSE TECHNOLOGY & MANAGEMENT AG: LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA PRENSADO DE EXTRUSION DE UN PERFIL O CUERPO SIMILAR A BASE DE UNA BARRA , QUE SE GUIA EN UNA PERFORACION […]
PROCEDIMIENTO DE FABRICACION DE TUBOS BIMETALICOS Y TUBOS OBTENIDOS MEDIANTE EL PROCEDIMIENTO., del 16 de Octubre de 1993, de VALINOX: EL PROCEDIMIENTO, DE ACUERDO CON EL INVENTO, SE REFIERE A LA REALIZACION DE UNTUBO BIMETALICO CUYA SECCIONCONSTA DE UNA ZONA ANULAR EXTERNA Y UNA ZONA ANULAR […]
PROCEDIMIENTO PARA LA FABRICACION DE UNA CADENA DE RODILLOS., del 16 de Junio de 1990, de ARNOLD & STOLZENBERG GMBH: PROCEDIMIENTO PARA LA FABRICACION DE UNA CADENA DE RODILLOS. SE DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA CADENA DE RODILLOS, EN LA QUE LOS ESLABONES INTERIORES […]
PROCEDIMIENTO PARA LA FABRICACION DE PERNOS ESFERICOS., del 1 de Febrero de 1985, de ETABLISSEMENT SUPERVIS: PROCEDIMIENTO PARA LA FABRICACION DE PERNOS ESFERICOS.CONSISTE EN, A) CONFORMAR UNA ESFERA (6K) EN UNA PIEZA CILINDRICA QUE PRESENTA UNA SECCION TRANSVERSAL MACIZA, MEDIANTE […]
Procedimiento para fabricar tochos prensados, del 16 de Enero de 2019, de Bruhnke, Ulrich: Procedimiento para fabricar tochos prensados a partir de desechos de la mecanización de troquelado, corte y/o arranque de virutas, consistentes […]