Método para el desmoldeo de productos cerámicos y aparato para poner en acto tal método.
Método de desmoldeo para extraer un producto cerámico (1) de un semimolde (3),
el cual comprende almenos las siguientes etapas:
- emplazamiento de un elemento extractor (3), que posee una superficie de contacto (3s), en correspondencia deuna superficie visible del producto (1) alojado 5 parcialmente en el semimolde (2);
- extracción del producto (1) y colocación de este último apoyado contra la superficie de contacto (3s);
- división de la superficie de contacto (3s) en dos partes separadas y complementarias (3a y 3b) alejando su primeraparte (3a), de soporte del producto (1), con respecto a su otra parte (3b);
- desprendimiento y apoyo del producto (1) sobre una mesa de trabajo y/o elemento de soporte (4) configurado demanera complementaria para ser acoplado a la primera parte (3a) del elemento extractor (3); y
- alejamiento recíproco entre la primera parte (3a) y el elemento de soporte o mesa de trabajo (4).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09161380.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE 17/A 40026 IMOLA (BO) ITALIA.
Inventor/es: SARANI, GIORGIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B13/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Extracción de los objetos conformados de los moldes (por medios incorporados a los moldes mismos o soportados por éstos B28B 7/10).
- F27D3/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › Carga; Descarga; Manipulación de las cargas (sistemas transportadores caracterizados por su aplicación a fines particulares no previstos en otras partes B65G 49/00; desplazamiento de las cargas en un horno F27B 9/14).
PDF original: ES-2397127_T3.pdf
Fragmento de la descripción:
Método para el desmoldeo de productos cerámicos y aparato para poner en acto tal método.
La presente invención se refiere a un método y a un aparato para poner en acto dicho método, para el desmoldeo de productos cerámicos, en particular productos que tienen una superficie amplia y substancialmente plana y cuyas dimensiones en la dirección perpendicular a dicha superficie amplia son chicas comparadas con las dimensiones características de la misma superficie, tales como, por ejemplo, bases de ducha, tapas para cisterna cerámica y bases para soportar otros productos que deben ser cocidos.
Lo expresado en el documento GB 1.095.349 pertenece a la técnica conocida. En este documento viene descrito un aparato para modelar bloques de concreto liviano y posteriormente cortarlos en secciones, y en el cual se da a conocer un método de desmoldeo para la extracción de dicho producto de concreto liviano que se halla en estado plástico desde un semimolde, que incluye al menos las siguientes etapas:
- división de la superficie de contacto en dos partes separadas y complementarias alejando la primera parte, de soporte del producto, con respecto a la otra parte;
-desprendimiento y apoyo del producto sobre una mesa o elemento de soporte y/o de trabajo configurado de manera complementaria para ser acoplado a la primera parte del elemento extractor;
- alejamiento recíproco entre la primera parte y el elemento de soporte o mesa de trabajo.
Dicho documento, además, da a conocer el respectivo mecanismo de desmoldeo para la extracción de dicho producto de concreto liviano que se halla en estado plástico desde un semimolde de conformidad con el preámbulo de la reivindicación 8.
Como es bien sabido, los artefactos sanitarios (tales como lavabos, inodoros, bidés, bases de ducha y similares) vienen realizados mediante vaciado de una mezcla fluida (conocida en la jerga del sector con el nombre de “slip” o barbotina, la cual se compone de una masa cerámica en suspensión acuosa) en moldes tradicionales con una estructura porosa, hecha en particular a partir de resinas.
Esos moldes porosos se componen de al menos dos partes (comúnmente conocidas en la jerga del sector como “macho” y “hembra”) que vienen unidas para formar una cavidad interna donde viene modelado el producto cerámico.
El producto, después de haber sido vaciado, viene extraído del molde (abriendo las dos partes del molde) ; esta etapa de extracción recibe también el nombre de desmoldeo y normalmente viene ejecutada por un aparato mecánico robótico o servo asistido.
Los métodos actuales para el desmoldeo de productos cerámicos que tienen una superficie amplia substancialmente plana y cuyas dimensiones en la dirección perpendicular a dicha superficie amplia son chicas comparadas con las dimensiones características de la misma superficie, pueden ser divididos en términos generales en los siguientes dos tipos: desmoldeo vertical y desmoldeo horizontal (donde los términos “vertical” y “horizontal” se refieren a la posición de la parte de molde y del producto durante la extracción) .
En una primera forma de desmoldeo vertical, el aparato de extracción se compone de una unidad de ventosas asociadas con una unidad de movimiento y que pasan a través de aberturas hechas en una bandeja de soporte del producto y que, además, viene usada para transportar el producto durante las siguientes etapas del proceso de producción en las cuales viene completado y acabado el mismo producto.
Por ende, la unidad de aspiración aferra el producto en la posición vertical a través de su superficie expuesta (normalmente la parte más rústica, es decir, la superficie que queda oculta una vez instalado el producto terminado) utilizando medios generadores de vacío dispuestos en la unidad de movimiento. Una vez extraído el producto de la parte de molde y apoyado sobre la bandeja, todo el conjunto, el cual se compone del producto, la bandeja y las ventosas, viene girado a la posición horizontal y la bandeja, con el producto encima de la misma, viene ubicada sobre apropiadas mesas donde se deja el producto para su secado.
Ello es porque el producto viene extraído del molde en estado sólido pero todavía no cocido (es decir, cuando el porcentaje de peso de su contenido de agua todavía es elevado) y, por ende, todavía es sujeto a deformación plástica: por consiguiente, antes de sufrir otra etapa de proceso, el producto debe ser dejado secar por un período de tiempo relativamente largo.
Este método de desmoldeo presenta varios puntos flacos debido no sólo a la arquitectura constructiva de la unidad de ventosas sino también al uso de la bandeja.
Hablando en términos generales, un único lote de productos para desmoldar de la misma máquina de vaciado incluye productos de distintos tamaños que deben ser desmoldados uno detrás del otro con una rápida secuencia de ejecución. Por ejemplo, en un lote de bases de duchas puede haber por lo menos cuatro tamaños diferentes de producto. Lo cual significa que las unidades de ventosas deben ser hechas de manera de conseguir un contacto uniforme con diferentes productos o, donde no fuera posible, las unidades de ventosas empleadas deben ser de diferentes tipos o su realización debe ser más compleja (por ejemplo, con dispositivos para mover las ventosas hacia las posiciones activas o pasivas) : esto, a su vez, determina un aumento de los costos generales del aparato de desmoldeo.
Análogamente, las bandejas deben ser adaptadas al producto a causa de las diferentes distancias entre los centros de las ventosas en caso de distintas versiones dimensionales del aparato de desmoldeo: lamentablemente, también en este caso, se tiene un aumento considerable de los costos del sistema.
Otros inconvenientes debidos a la presencia de la bandeja aparte del aparato de desmoldeo son los siguientes:
- la gran cantidad de espacio de almacenamiento necesario para las bandejas;
- la imposibilidad de llevar a cabo operaciones de acabado sobre el producto mientras este último está sobre la bandeja puesto que el área superficial de esta última debe ser más grande que la del producto, mientras que, para poder realizar el acabado del producto (especialmente alrededor de los cantos) , su soporte debe ser más chico (lo cual significa que el producto debe seguir siendo manipulado y movido sobre otros soportes más apropiados a los efectos del acabado) ;
- el riesgo de crear una gran cantidad de productos de desecho a causa de una superficie de contacto no uniforme (debido a la presencia de orificios o aberturas necesarias para el paso de las ventosas y para el paso del aire necesario para el secado) que “se opone” al encogimiento natural del producto durante su secado, que conduce a fricción y riesgo de marcar irremediablemente la superficie más rústica del producto.
En una segunda forma de desmoldeo vertical, la extracción viene llevada a cabo mediante una unidad de extracción que se compone de: una bandeja de soporte perforada ubicada sobre un bastidor plano giratorio que forma, en su parte posterior, una cámara cerrada para generar una depresión a través de respectivos medios situados en el bastidor principal de soporte; una ménsula inferior ajustable empleada para soportar el producto durante su extracción y rotación.
La bandeja y el bastidor vienen dispuestos contra la superficie más rústica del producto cuyos cantos perimetrales entran en contacto con la correspondiente parte de la bandeja, cerrando así el frente para formar una cámara de vacío y la misma constituyendo el medio de desmoldeo cuando viene generado el vacío. A tal efecto, la parte posterior de la bandeja está provista de adecuados bastidores para cerrar las perforaciones, los cuales coinciden con las dimensiones perimetrales del producto de modo de optimizar el cierre durante la etapa de desmoldeo.
Este método, comparado con el descrito con anterioridad, tiene la ventaja de estandarizar, o por lo menos reducir la cantidad de bandejas necesarias, pero sigue presentando las desventajas de gran cantidad de espacio ocupado, alto costo de las estructuras auxiliares para las bandejas, riesgo de crear una gran cantidad de productos de desecho e imposibilidad de acabar el producto mientras se halla sobre la bandeja.
Una tercera forma de desmoldeo está dada, como se ha manifestado arriba, por el desmoldeo horizontal. En este caso, el semimolde donde viene sostenido el producto puede ser hecho girar de un ángulo recto de manera de colocar el mismo producto sobre la bandeja, que viene movida por un aparato a tal efecto. Cuando los medios de desmoldeo (agua, aire) vienen bombeados dentro... [Seguir leyendo]
Reivindicaciones:
1. Método de desmoldeo para extraer un producto cerámico (1) de un semimolde (3) , el cual comprende al menos las siguientes etapas:
- emplazamiento de un elemento extractor (3) , que posee una superficie de contacto (3s) , en correspondencia de una superficie visible del producto (1) alojado parcialmente en el semimolde (2) ;
- extracción del producto (1) y colocación de este último apoyado contra la superficie de contacto (3s) ;
- división de la superficie de contacto (3s) en dos partes separadas y complementarias (3a y 3b) alejando su primera parte (3a) , de soporte del producto (1) , con respecto a su otra parte (3b) ;
- desprendimiento y apoyo del producto (1) sobre una mesa de trabajo y/o elemento de soporte (4) configurado de manera complementaria para ser acoplado a la primera parte (3a) del elemento extractor (3) ; y
- alejamiento recíproco entre la primera parte (3a) y el elemento de soporte o mesa de trabajo (4) .
2. Método según la reivindicación 1, caracterizado por el hecho que, entre la etapa de división de la superficie de contacto (3s) y la etapa de desprendimiento del producto (1) , hay una etapa de total separación y alejamiento de la primera parte (3a) , con el producto (1) encima de la misma, con respecto a la segunda parte (3b) por medio de una respectiva unidad de movimiento (5) .
3. Método según las reivindicaciones 1 y 2, caracterizado por el hecho que, después de la etapa de desprendimiento del producto (1) y apoyo sobre la mesa de trabajo o el elemento de soporte (4) , hay una etapa de transferencia y alejamiento de la primera parte (3a) del elemento extractor (3) con respecto a la mesa de trabajo o el elemento de soporte (4) .
4. Método según la reivindicación 1, caracterizado por el hecho que el desmoldeo se efectúa mediante la creación de un vacío que se aplica a través de la superficie de contacto (3s) por medios (6) generadores de una dada depresión, situados en la segunda parte (3b) .
5. Método según la reivindicación 1, donde el semimolde (3) de alojamiento del producto (1) está ubicado verticalmente, caracterizado por el hecho que el desmoldeo viene efectuado mediante la creación de un vacío que se aplica a través de la superficie de contacto (3s) por medios (6) generadores de una dada depresión, situados en la segunda parte (3b) .
6. Método según la reivindicación 5, caracterizado por el hecho que, después de la etapa de desmoldeo, hay una etapa de rotación del elemento extractor (3) de manera que la superficie de contacto (3s) se mueva desde una posición vertical hasta una posición horizontal.
7. Método según la reivindicación 1, caracterizado por el hecho que, después de la etapa de alejamiento recíproco entre la primera parte (3a) y la mesa de trabajo o elemento de soporte (4) , hay una etapa de acercamiento recíproco de las dos partes (3a y 3b) de modo de lograr la compenetración y volver a formar una superficie de contacto (3s) substancialmente continua.
8. Aparato de desmoldeo para extraer un producto cerámico (1) de un semimolde (2) en el cual está alojado parcialmente el mismo producto (1) , este último teniendo una superficie visible (1a) , donde el mismo comprende un elemento extractor (3) que, a su vez, comprende al menos:
- una primera parte (3a) que forma una parte de la superficie (3s) que entra en contacto con la superficie visible (1a) del producto (1) ;
- una segunda parte (3b) , de soporte de la primera parte (3a) , compenetrada con la primera parte (3a) para formar la restante parte de la superficie de contacto (3s) , y que constituye una extremidad operativa de una primera unidad de movimiento (7) , la cual está asociada con:
- medios de movimiento (8) que actúan al menos sobre la primera parte (3a) y adecuados para permitir que la primera parte (3a) se mueva con respecto a la segunda parte (3b) , entre una primera posición operativa para desmoldar el producto (1) , donde la primera parte (3a) está en contacto con la segunda parte (3b) y al menos parcialmente en compenetración con la segunda parte (3b) , y una segunda posición operativa para liberar el producto (1) , donde la primera parte (3a) está lejos de la segunda parte (3b) , para permitir la transferencia del producto (1) sobre una mesa de trabajo o elemento de soporte complementario (4)
caracterizado por el hecho que además comprende:
- medios generadores de vacío (6) situados en dicha segunda parte (3b) y que generan una dada depresión a través de dicha superficie de contacto (3s) para llevar a cabo el desmoldeo.
9. Aparato según la reivindicación 8, caracterizado por el hecho que la primera parte comprende un plano rígido (3a) con la forma de una serie de barras paralelas alternadas con correspondientes espacios vacíos para formar una especie de horquilla.
10. Aparato según la reivindicación 8, caracterizado por el hecho que la segunda parte comprende una primera parte superior (3b) con la forma de una serie de barras paralelas alternadas con correspondientes espacios vacíos para formar una especie de horquilla complementaria a la primera parte (3a) , y una segunda parte o bastidor (3t) que puede ser asociada con la primera unidad de movimiento (7) .
11. Aparato según la reivindicación 10, caracterizado por el hecho que dichos medios generadores de vacío (6) están asociados con el bastidor (3t) y desembocan dentro del bastidor (3t) , que forma una cámara; la primera parte superior (3b) u horquilla presentando una abertura o ventana (9) , de frente a la primera parte (3a) , para el paso del vacío de manera de entrar en contacto con el producto (1) y extraer el mismo producto (1) .
12. Aparato según la reivindicación 8, caracterizado por el hecho que los medios de movimiento (8) comprenden un sistema de paralelogramo articulado situado en la segunda parte (3b) y que actúa sobre la primera parte (3a) , de manera de permitir que la misma primera parte (3a) se mueva desde la primera hasta la segunda posición operativa y viceversa.
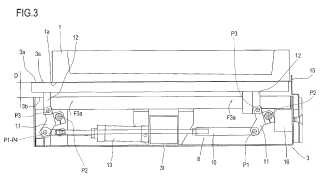
13. Aparato según la reivindicación 12, caracterizado por el hecho que el sistema de paralelogramo articulado comprende: un par de varillas paralelas (10) , abisagradas en una extremidad, en correspondencia de un primer punto (P1) de respectivas manivelas (11) conectadas, en un segundo punto (P2) , en correspondencia de una superficie inferior de la segunda parte (3b) ; además, dichas manivelas (11) estando abisagradas, en un tercer punto (P3) , en respectivas barras de accionamiento (12) asociadas con la primera parte (3a) de manera que esta última sea levantada y bajada con respecto a la segunda parte (3b) .
14. Aparato según la reivindicación 13, caracterizado por el hecho que al menos dos de las manivelas (11) están conectadas a cilindros de accionamiento (13) en correspondencia de un respectivo cuarto punto (P4) ubicado en paralelo con el primer punto (P1) , dichos cilindros (13) permitiendo levantar o bajar la primera parte (3a) con respecto a la segunda parte (3b) .
15. Aparato según las reivindicaciones 13 y 14, caracterizado por el hecho que al menos dos de las manivelas (11) están conectadas entre sí mediante engargolado a una barra cilíndrica (14) individual que define el segundo punto de bisagra (P2) en la segunda parte (3b) ; además, estando engargoladas a la barra cilíndrica (14) otras dos manivelas (11’) conectadas a los cilindros (13) , de manera de coordinar el movimiento del paralelogramo articulado con una carrera hacia arriba adecuada para crear una distancia (D) entre las dos partes (3a y 3b) de modo de permitir la intercalación de la mesa de trabajo o del elemento de soporte (4) complementario para transferir el producto (1) soportado por la primera parte (3a) .
16. Aparato según la reivindicación 8, caracterizado por el hecho que la mesa de trabajo o el elemento de soporte (4) comprende una serie de barras paralelas alternadas con espacios vacíos para formar una especie de horquilla configurada para ser acoplada de manera complementaria con la primera parte (3a) .
17. Aparato según la reivindicación 8, caracterizado por el hecho que una extremidad de la segunda parte (3b) está provista de una ménsula (15) que sobresale más allá de la primera parte (3a) y la segunda parte (3b) para formar una pared inferior dispuesta perpendicularmente con respecto a la superficie de contacto (3s) formada por las dos partes (3a y 3b) para soportar el producto (1) desde abajo.
18. Aparato según la reivindicación 17, caracterizado por el hecho que la ménsula (15) está vinculada a través de medios de fijación (16) dispuestos en la segunda parte (3b) y adecuados para permitir colocar de manera segura la ménsula (15) cerca de la primera parte (3a) y de la segunda parte (3b) y poderla reemplazar cuando fuera necesario.
19. Aparato según la reivindicación 8, caracterizado por el hecho que los medios de movimiento (8) comprende medios de acoplamiento / desacoplamiento (26) de la primera parte (3a) a/de la segunda parte (3b) y una unidad externa de toma (5) asociada con una segunda unidad (18) que actúa sobre la primera parte (3a) de manera de alejarla de la segunda parte (3b) .
20. Aparato según la reivindicación 19, caracterizado por el hecho que los medios de acoplamiento / desacoplamiento (26) comprenden por lo menos un par de pernos (26b) situados en una extremidad inferior de la primera parte (3a) ; siendo posible alojar dichos pernos (26b) en respectivas cavidades u orificios acanalados (26f) hechos en una ménsula final (26m) de la segunda parte (3b) ; una parte final de cada perno (26b) sobresaliendo hacia abajo con respecto a la ménsula (26m) , cuando está alojada en los orificios acanalados (26f) , pudiéndose vincular o liberar desde los respectivos ganchos (26a) asociados con respectivos cilindros de accionamiento (19) conectados en correspondencia del fondo a la segunda parte (3b) .
21. Aparato según las reivindicaciones 19 y 20, caracterizado por el hecho que la unidad externa de toma (5) comprende un carro (17) para mover la primera parte (3a) y está provisto de por lo menos un par de elementos de fijación (20) apropiados para al menos sujetar, en la parte inferior, protuberancias laterales (28) de la primera parte (3a) y, en la parte superior, una zona de extremidad de la primera parte (3a) de manera de transportar esta última a la mesa de trabajo o al elemento de soporte (4) que comprende una serie de barras paralelas alternadas con espacios vacíos para formar una especie de horquilla configurada para ser acoplada de manera complementaria con la primera parte (3a) .
Patentes similares o relacionadas:
Enfriamiento en cargadores de lotes, del 1 de Julio de 2020, de OWENS-BROCKWAY GLASS CONTAINER INC.: Un cargador de lotes de vidrio para cargar materiales de formación de vidrio en lotes en un horno de fundición, que incluye: una caja estacionaria de construcción […]
Tolva de material, en particular para un alto horno, del 24 de Junio de 2020, de PAUL WURTH S.A.: Tolva de material (10'), en particular para un alto horno, comprendiendo la citada tolva de material : un casco hueco de contención para almacenar material, el citado […]
Sistema de carga para hornos continuos, particularmente para el tratamiento de artículos metálicos, y horno continuo que comprende dicho sistema, del 17 de Junio de 2020, de LM Industry S.R.L: Sistema de carga para hornos continuos, particularmente para el tratamiento de artículos metálicos, que comprende: - una primera cinta transportadora […]
Método y sistema para tratar un producto, del 11 de Marzo de 2020, de The State of Israel - Ministry of Agriculture & Rural Development, Agricultural Research Organization (ARO) (Volcani Center): Un método de tratamiento de un producto agrícola , que comprende: proporcionar un recipiente que tiene una abertura dimensionada para […]
Sistema de alimentación para horno de fusión, del 15 de Enero de 2020, de Knauf Insulation: Un sistema de alimentación de material para un horno de fusión , que comprende: - un tambor de alimentación horizontal diseñado para alimentar […]
Método para contener y circular un metal líquido y aparato para lo mismo, del 4 de Septiembre de 2019, de EMP TECHNOLOGIES LIMITED: Un aparato metalúrgico que comprende un vaso para contener un cuerpo de metal líquido y un aparato de circulación para hacer circular el cuerpo de metal […]
Un método y un aparato para reducir la pérdida de calor en una pieza de trabajo calentada, del 6 de Junio de 2019, de Automation, Press and Tooling, A.P. & T AB: Un método para reducir la pérdida de calor en una pieza de trabajo de chapa metálica calentada cuando la pieza de trabajo se desplaza de un horno […]
Dispositivo y método para controlar la carga en hornos de arco eléctrico, del 29 de Mayo de 2019, de DANIELI AUTOMATION SPA: Dispositivo para controlar la alimentación de la carga de metal en un horno de arco eléctrico , que comprende una cinta transportadora asociada al extremo de […]