Método de llenar bolsas.
Un método para llenar de forma continua bolsas (P), incluyendo dicho método los pasos de:
introducir secuencialmente bolsas (P), que tienen lados delantero y trasero y un lado superior no sellado que defineuna boca de bolsa, a unidades de agarre de bolsa (16, 62, 74, 175) transportadas en una rueda de llenado (18, 181)y moviéndose dichas unidades (16, 62, 74, 175) en un recorrido circular;
mover dichas bolsas (P) en dicho recorrido circular;
abrir una boca de cada bolsa;
llenar dichas bolsas (P) a través de dichas bocas de bolsa abiertas mientras dichas bolsas (P) se están moviendo endicho recorrido circular;
cerrar dichas bocas de bolsa;
y sellar dichas bocas de bolsa cerradas, caracterizado porque las bolsas (P) son introducidas por separado en lasunidades de agarre de bolsa (16, 62, 74, 175);
porque cada unidad tiene una pinza de agarre delantera y trasera (63, 64, 79, 76, 177, 176), incluyendo dicho pasode introducción agarrar primero el lado delantero de una bolsa con una pinza de agarre delantera (63, 79, 177) deuna unidad y después mover la pinza de agarre trasera (64, 76, 176) hacia el lado trasero de la bolsa (P) mientras larueda de llenado (18, 181) y la bolsa (P) se están moviendo en dicho recorrido circular para agarrar el lado traserode la bolsa con la pinza de agarre trasera (64, 76, 176) de la unidad y así agarrar la bolsa (P) entre las pinzas deagarre de la unidad; porque dicho paso de apertura incluye mover relativamente al menos una de dichas pinzas deagarre delantera y trasera (63, 64, 79, 76, 177, 176) hacia la otra, para mover los lados delantero y trasero de labolsa próximos a la boca de bolsa relativamente uno hacia otro, mientras dichas bolsas (P) se están moviendo deforma continua en dicho recorrido circular; porque dicho paso de cierre incluye mover relativamente al menos una dedichas pinzas de agarre delantera y trasera respectivas (63, 64, 79, 76, 177, 176) separándolas una de otra y tirar delos lados delantero y trasero respectivos de la bolsa próximos a dichas bocas alejándolos relativamente uno de otro ymientras dichas bolsas (P) se están moviendo de forma continua en dicho recorrido circular; porque dicho paso desellado se lleva a cabo mientras dichas bolsas (P) se están moviendo en dicho recorrido circular; y porque el métodoincluye además descargar bolsas selladas (P) de dichas unidades de agarre (16, 62, 74, 175) y dicha rueda dellenado (18, 181).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/002635.
Solicitante: R.A. JONES & CO. INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2701 CRESCENT SPRINGS ROAD COVINGTON, KY 41017 ESTADOS UNIDOS DE AMERICA.
Inventor/es: PAUNESKU,SIMA, RACK,DANIEL J, WINTRING,JEFFREY D, ROTH,RICHARD A.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B43/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › sirviéndose de zarpas.
- B65B43/60 B65B 43/00 […] › con movimiento rotativo.
- B65B59/02 B65B […] › B65B 59/00 Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento. › Disposiciones para permitir hacer reglajes durante el funcionamiento de la máquina.
- B65B9/08 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › en una banda plegada y sellada transversalmente para formar bolsas que son a continuación llenadas y selladas.
PDF original: ES-2441194_T3.pdf
Fragmento de la descripción:
Método de llenar bolsas Campo de la invención Esta invención se refiere a la formación de bolsas, llenado de bolsas y sellado de bolsas. Más en concreto, esta invención se refiere a métodos para realizar estas operaciones para un amplio rango de tamaños de bolsa en una máquina de bolsas regulable.
Antecedentes de la invención En el pasado las bolsas se formaban, llenaban y sellaban de varias formas. Algunos dispositivos de la técnica anterior operaban intermitentemente, lo que por lo general no es eficiente cuando las bolsas se deben formar, llenar y sellar a tasas más altas que las que pueden producir efectivamente las máquinas de movimiento intermitente.
En una operación continua de la técnica anterior, como la ilustrada en la Patente de Estados Unidos número 3.821.873, las bolsas se forman plegando a lo largo una lámina de bolsa, creando sellados transversales a través de la lámina plegada para formar una serie de bolsas en un tren de bolsas pasando la lámina plegada alrededor de una rueda dispuesta horizontalmente donde partes planas de sellado calentadas espaciadas sellan la lámina conjuntamente, transportando el tren de lámina alrededor de una rueda de llenado, llenando las bolsas cuando el tren se desplaza alrededor del dispositivo de llenado, sellando las partes superiores de las bolsas abiertas, cortando después bolsas del tren en los bordes de bolsa definidos por las líneas cortadas a lo largo de las zonas de sellado transversales. Dicho equipo de formación, llenado y sellado de bolsas es muy eficiente y opera a velocidades relativamente altas en comparación con una operación de bolsa intermitente.
Aunque dicho equipo funciona bien para bolsas de un paso o anchura dados, la utilización del mismo equipo para formar, llenar y sellar bolsas de anchuras significativamente diferentes requiere un número significativo de partes de cambio principales. Por ejemplo, de ordinario hay que cambiar toda la rueda de sellado de lámina y toda la estructura de la rueda de llenado.
Véase, por ejemplo, la máquina de bolsas descrita en la Patente de Estados Unidos número 5.502.951. Dicha máquina admite un grado de variación de la anchura de las bolsas mediante la utilización de partes de cambio de rueda de sellado y rueda de llenado coordinadas, cuyos mecanismos de accionamiento están enlazados mecánicamente en cooperación. El número de estaciones de bolsa en el sellador debe estar asociado en relación de número completo con las de la rueda de llenado alrededor de la que el tren de bolsas es enganchado en partes planas de vacío.
En esta solicitud, la expresión “anchura de bolsa” se usa para hacer referencia a la distancia desde un borde vertical de la bolsa al borde vertical opuesto de la misma bolsa cuando las bolsas están orientadas con sus bocas encima de su parte inferior plegada y los bordes se extienden entre las bocas y la parte inferior en ambos lados de la bolsa. La “anchura” se extiende típicamente en la misma dirección en que las bolsas se desplazan a través de los selladores de formación de bolsas y dispositivos de llenado de bolsas.
El término “paso” se refiere en general a la distancia desde un punto de una bolsa al punto idéntico en una bolsa inmediatamente precedente o siguiente. Así, “paso” de bolsa podría ser, por ejemplo, la distancia desde un borde delantero de una bolsa al mismo borde delantero de una bolsa inmediatamente siguiente, aunque sea transportada.
La expresión “línea de paso” se usa para identificar la línea o el recorrido que siguen las bolsas a través del proceso.
En el sentido en que se usa aquí, los términos “rueda” y “rueda de llenado” se refieren a cualquier estructura a modo de rueda o anular que pueda operar como se describe aquí e incluyendo, aunque sin limitación, un disco o anillo o aro circular macizo, u otra configuración conformada o estructura capaz de soportar las unidades de agarre o las partes planas de soporte de bolsa como se describe aquí alrededor o a través de una línea curvada o circular de paso de bolsa o recorrido de llenado, y a través de varias etapas o sectores como se describe aquí.
En otras Patentes de Estados Unidos, de la técnica anterior, números 6.657.165 y 6.917.014, una rueda de sellado orientada horizontalmente está provista de partes planas de sellado calentadas que tienen ligeros ajustes radiales para permitir un cierto ajuste entre los sellados transversales paralelos, pero el ajuste proporcionado es insuficiente para proporcionar el grado de ajuste de la anchura de bolsa que ahora desea la industria, por ejemplo, para bolsas del orden de aproximadamente 2, 5 pulgadas a aproximadamente 5, 5 pulgadas (6, 35 a 13, 97 cm) de anchura principal. Se requieren partes de cambio principales y los procedimientos de cambio son lentos, pero necesarios para una operación de bolsa con la capacidad de manejar un amplio rango de anchuras de bolsa.
La industria desea ahora tener equipo capaz de formar, llenar y sellar de forma continua bolsas que tengan anchuras que varíen en diferentes rangos de bolsa desde aproximadamente 2, 5 pulgadas (6, 35 cm) de ancho (de un sellado a
otro) a aproximadamente 5, 5 pulgadas (13, 97 cm) de ancho, y a altas velocidades de hasta aproximadamente 500 bolsas por minuto en la rueda de sellado. Y en la rueda de llenado, dependiendo del paso o del número de estaciones alrededor de la circunferencia de una rueda de llenado dada, se desean velocidades de producción de hasta 3750 pulgadas por minuto (1, 5875 m/s) (en el recorrido de la bolsa) . Aunque los aparatos de la técnica anterior han proporcionado cierto grado de regulabilidad, para variaciones más ligeras de la anchura de la bolsa que las indicadas anteriormente, no se conoce equipo capaz de manejar bolsas a alta velocidad y en el rango de anchura ahora deseado sin significativas partes de cambio, tiempo y costo.
En otro aspecto de tales operaciones con bolsas, se debe tener en cuenta el manejo de la lámina de bolsa en la rueda de sellado.
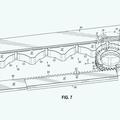
En la operación típica de la técnica anterior, la lámina plegada se coloca horizontalmente alrededor de una rueda de sellado dispuesta horizontalmente en un eje vertical y que tiene una pluralidad de partes planas de sellado calentadas espaciadas contra las que la lámina se tensa. Tales ruedas y partes planas se construyen de modo que se creen sellados transversales a través de las capas de lámina desde la línea de plegado de lámina inferior a los bordes superiores abiertos de las capas. Tales ruedas de sellado funcionan bien en operación continua pero hay que tener en cuenta las “paradas de ciclo” u operativas donde el proceso y la lámina se deben parar momentáneamente,
o durante largo tiempo. El calor procedente de las partes planas se transfiere a la lámina parada en los sellados y la propagación de sellados en la lámina en los sellados puede ensanchar excesivamente los sellados o la excesiva transferencia de calor debida al tiempo de parada prolongado puede incluso quemar la lámina atravesándola, rompiendo la lámina en la rueda o haciendo de otro modo que las bolsas presentes en la rueda sean inutilizables desde el inicio del sistema. En el pasado, tales selladores se denominaban a veces “selladores verticales”, pero esto se refiere a la orientación del sellado en los lados de la lámina de bolsa cuando la lámina plegada está orientada verticalmente, y no a la orientación de la rueda de sellado propiamente dicha, que es típicamente horizontal, girando alrededor de un eje vertical.
Por ello es deseable proporcionar un sellador de lámina continua donde, no obstante, se elimine la excesiva transferencia de calor y la propagación de sellado en las paradas de ciclo.
En otro sistema típico para formar, llenar y sellar bolsas, las bolsas se cortan del tren de bolsas antes del llenado. Tal aparato se describe y muestra claramente en la Patente de Estados Unidos número 4.956.964. Estas bolsas son suministradas a un par de pinzas de agarre de bolsa transportadas en una cadena de transporte. El borde delantero o sellado de la bolsa es agarrado por una pinza de agarre delantera del par de pinzas, mientras que el borde trasero de la bolsa o sellado es agarrado por una pinza de agarre trasera, generalmente a una distancia por debajo de la boca abierta de la bolsa que se dirige hacia arriba. Estas pinzas son relativamente móviles una con respecto a otra para poder abrir y llenar la bolsa. A continuación, las bolsas individuales son selladas y descargadas.
En este sistema, las pinzas de agarre son transportadas por cadenas que pasan alrededor de respectivos piñones. Estos requieren mantenimiento y son algo ruidosos... [Seguir leyendo]
Reivindicaciones:
1. Un método para llenar de forma continua bolsas (P) , incluyendo dicho método los pasos de:
introducir secuencialmente bolsas (P) , que tienen lados delantero y trasero y un lado superior no sellado que define una boca de bolsa, a unidades de agarre de bolsa (16, 62, 74, 175) transportadas en una rueda de llenado (18, 181) y moviéndose dichas unidades (16, 62, 74, 175) en un recorrido circular;
mover dichas bolsas (P) en dicho recorrido circular;
abrir una boca de cada bolsa;
llenar dichas bolsas (P) a través de dichas bocas de bolsa abiertas mientras dichas bolsas (P) se están moviendo en dicho recorrido circular;
cerrar dichas bocas de bolsa;
y sellar dichas bocas de bolsa cerradas, caracterizado porque las bolsas (P) son introducidas por separado en las unidades de agarre de bolsa (16, 62, 74, 175) ;
porque cada unidad tiene una pinza de agarre delantera y trasera (63, 64, 79, 76, 177, 176) , incluyendo dicho paso de introducción agarrar primero el lado delantero de una bolsa con una pinza de agarre delantera (63, 79, 177) de una unidad y después mover la pinza de agarre trasera (64, 76, 176) hacia el lado trasero de la bolsa (P) mientras la rueda de llenado (18, 181) y la bolsa (P) se están moviendo en dicho recorrido circular para agarrar el lado trasero de la bolsa con la pinza de agarre trasera (64, 76, 176) de la unidad y así agarrar la bolsa (P) entre las pinzas de agarre de la unidad; porque dicho paso de apertura incluye mover relativamente al menos una de dichas pinzas de agarre delantera y trasera (63, 64, 79, 76, 177, 176) hacia la otra, para mover los lados delantero y trasero de la bolsa próximos a la boca de bolsa relativamente uno hacia otro, mientras dichas bolsas (P) se están moviendo de forma continua en dicho recorrido circular; porque dicho paso de cierre incluye mover relativamente al menos una de dichas pinzas de agarre delantera y trasera respectivas (63, 64, 79, 76, 177, 176) separándolas una de otra y tirar de los lados delantero y trasero respectivos de la bolsa próximos a dichas bocas alejándolos relativamente uno de otro y mientras dichas bolsas (P) se están moviendo de forma continua en dicho recorrido circular; porque dicho paso de sellado se lleva a cabo mientras dichas bolsas (P) se están moviendo en dicho recorrido circular; y porque el método incluye además descargar bolsas selladas (P) de dichas unidades de agarre (16, 62, 74, 175) y dicha rueda de llenado (18, 181) .
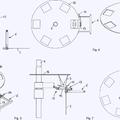
2. Un método según la reivindicación 1, incluyendo alimentar dichas bolsas (P) a través de respectivos picos montados en una rueda de picos (20) mientras dicha rueda de picos (20) y dicha rueda de llenado (18, 818) se mueven independientemente una de otra a través de dispositivos de servoaccionamiento separados.
3. Un método según la reivindicación 2, incluyendo el paso de recibir y agarrar dichas bolsas discretas (P) en un sector de rotación de transferencia de bolsas de dicha rueda de llenado (18, 181) , abrir bolsas (P) sujetadas por dichas pinzas de agarre (63, 64, 79, 76, 177, 176) en un sector de apertura de bolsa de la rotación de dicha rueda de llenado (18, 181) , llenar bolsas abiertas (P) sujetadas por dichas pinzas de agarre (63, 64, 79, 76, 177, 176) en un sector de llenado de bolsa de la rotación de dicha rueda de llenado (18, 181) y cerrar dichas bolsas abiertas (P) sujetadas por dichas pinzas de agarre (63, 64, 79, 76, 177, 176) en un sector de cierre de bolsa de la rotación de dicha rueda de llenado (18, 181) , todo ello mientras dicha rueda de llenado (18, 181) gira de forma continua.
4. Un método según la reivindicación 3, incluyendo el paso adicional de sellar bolsas cerradas y llenadas (P) sujetadas por dichas pinzas de agarre (63, 64, 79, 78, 177, 176) en un sector de sellado de bolsas de la rotación de dicha rueda de llenado (18, 181) y a continuación descargar bolsas llenas selladas (P) de las respectivas pinzas de agarre (63, 64, 79, 76, 177, 176) y dicha rueda de llenado (18, 181) , todo mientras dicha rueda de llenado (18, 181) gira de forma continua.
5. Un método según la reivindicación 3 o la reivindicación 4, incluyendo el paso de mover por excéntrica dichas pinzas de agarre (63, 64, 79, 76, 177, 176) en dicha rueda de llenado (18, 181) cuando dicha rueda de llenado (18, 181) gira para agarrar, abrir y cerrar dichas bolsas (P) respectivamente.
6. Un método según cualquiera de las reivindicaciones 2 a 5, incluyendo el paso de regular la orientación de fase angular de dichas ruedas (18, 20, 181) una con respecto a otra para acomodar tamaños de bolsa variables a través de dichos servomecanismos separados (223, 231) .
7. Un método según la reivindicación 1, donde dicho paso de alimentación incluye suministrar una bolsa a un par de pinzas de agarre (63, 64, 79, 76, 177, 176) y mover por excéntrica dichas pinzas de agarre (63, 64, 79, 76, 177, 176) para sujetar dicha bolsa y luego abrir dicha bolsa para llenarla moviendo dichas pinzas de agarre (63, 64, 79, 76, 177, 176) para mover los lados respectivos de dicha bolsa uno hacia otro y abrir una boca de bolsa entremedio
cuando dicha bolsa es transportada de forma continua en un recorrido circular alrededor de dicha rueda de llenado (18, 181) .
8. Un método según la reivindicación 7, incluyendo el paso de cerrar cada bolsa después de dicho paso de llenado
moviendo por excéntrica dichas pinzas de agarre (63, 64, 79, 76, 177, 176) para alejar los lados respectivos de dicha bolsa uno de otro y cerrar dicha boca de bolsa cuando dicha bolsa es transportada de forma continua en un recorrido circular alrededor de dicha rueda de llenado (18, 181) .
9. Un método según cualquier reivindicación precedente, donde dichas bolsas (P) se llenan desde encima de dicho 10 recorrido.
10. Un método según cualquier reivindicación precedente, incluyendo regular la cantidad de movimiento relativo de dichas pinzas de agarre delantera y trasera (63, 64, 79, 76, 177, 176) en dichos pasos de apertura y cierre según la anchura de bolsa entre el lado delantero de una bolsa y el lado trasero de la bolsa.
Patentes similares o relacionadas:
Envasado de chips comestibles de aperitivo, del 15 de Julio de 2020, de Frito-Lay Trading Company GmbH (100.0%): Un procedimiento para envasar chips comestibles de aperitivo , comprendiendo dicho procedimiento las siguientes etapas: a) proporcionar […]
Máquina para formar bolsas de filtro para productos de infusión, del 22 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para hacer bolsas de filtro para productos de infusión a partir de piezas (1a) de material de filtro, cada una con al menos una dosis de producto […]
Máquina de llenado para bolsas con aberturas, del 19 de Febrero de 2020, de Ing. A. Rossi Impianti Industriali - Societa' a Responsabilita' Limitata: Una máquina de llenado para bolsas (S) con una abertura (B), que comprende: - un cabezal dispensador con un producto que ha […]
Método y máquina para producir bolsas de producto de solución estéril, del 19 de Febrero de 2020, de BAXTER INTERNATIONAL INC.: Un método para proporcionar una pluralidad de bolsas de producto llenas de fluido estéril, de tal manera que el método comprende: proporcionar […]
Máquina devanadora universal para una multitud de diseños de bandejas, del 20 de Noviembre de 2019, de HARRO HOFLIGER VERPACKUNGSMASCHINEN GMBH: Máquina devanadora de sutura en un paquete de bandeja de sutura que comprende: - una plataforma base , - una pluralidad […]
 Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Dispositivo y procedimiento para el llenado de materiales fluidos, del 12 de Marzo de 2019, de HAVER & BOECKER OHG: Dispositivo para el llenado de materiales fluidos tales como líquidos y productos a granel en sacos vacíos abiertos flexibles con una parte fija […]
 Manipulación y orientación de artículos asimétricos, del 18 de Julio de 2018, de R.A JONES & CO: Un aparato de orientar artículos incluyendo un puck circular , un engranaje circular rebajado en el puck que tiene dientes que se extienden radialmente […]
Manipulación y orientación de artículos asimétricos, del 18 de Julio de 2018, de R.A JONES & CO: Un aparato de orientar artículos incluyendo un puck circular , un engranaje circular rebajado en el puck que tiene dientes que se extienden radialmente […]