Máquina para moldeo por soplado de contenedores a partir de una forma preliminar usando una mesa giratoria que gira de manera continua.
Una máquina (10) para recipientes de moldeo por soplado de una forma preliminar (31),
comprendiendo la máquina:
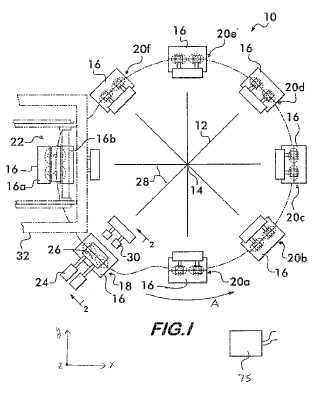
una plataforma rotativa (12) que gira continuamente alrededor de un eje (14) de rotación en un círculo sin fin sin parar; una cabeza de flujo (26) que forma y proporciona la forma preliminar (31) y que está posicionada de manera fija en una primera estación (18) de la máquina próxima a la mesa giratoria;
una pluralidad de moldes (16) soportada por la mesa giratoria para posicionar cada uno de los moldes adyacentes a la cabeza de flujo a su vez, incluyendo cada molde porciones de molde (16a y 16b) que son móviles entre una configuración abierta para recibir la forma preliminar desde la cabeza de flujo y una configuración cerrada para moldear la forma preliminar, caracterizada porque la máquina comprende además un mecanismo de leva de temporización situado en la plataforma rotativa, estando el mecanismo de leva de temporización está adaptado para acelerar inicialmente cada molde a su vez a partir de una localización inicial en relación con la mesa giratoria cuando el molde se aproxima a la primera estación para colocar el molde adyacente a la cabeza de flujo, detener el molde adyacente la cabeza de flujo mientras el molde recibe la forma preliminar y la mesa giratoria continúa girando, a continuación, finalmente acelerar el molde relación al mesa giratoria cuando el molde sale de la primera estación para colocar el molde en su posición relativa inicial a la mesa giratoria.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/PL2010/050009.
Solicitante: GRAHAM PACKAGING COMPANY, L.P..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2401 PLEASANT VALLEY ROAD YORK, PA 17402 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KWASNIEWSKI,WALDEMAR BOLESLAW, KOWALCZYK,ANDRZEJ TOMASZ.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por extrusión-soplado.
- B29C49/36 B29C 49/00 […] › girando alrededor de un eje.
- B29C49/42 B29C 49/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C49/58 B29C 49/00 […] › Medios de soplado.
- B29C49/72 B29C 49/00 […] › Eliminación de rebabas fuera del molde.
PDF original: ES-2418152_T3.pdf
Fragmento de la descripción:
Máquina para moldeo por soplado de contenedores a partir de una forma preliminar usando una mesa giratoria que gira de manera continua 5
Campo de la invención La presente invención se refiere en general a máquinas para la fabricación de artículos huecos a partir de materiales termoplásticos por moldeo por soplado y, más particularmente, a máquinas de moldeo por soplado rotativas horizontales.
Antecedentes de la invención El moldeo por soplado es un procedimiento de fabricación de formas termoplásticas huecas. Hay dos tipos generales de productos de plástico fabricados utilizando el proceso de moldeo por soplado y su maquinaria relacionada: productos de embalaje y partes técnicas. Los productos de embalaje incluyen artículos tales como botellas, tarros, jarras, latas y otros recipientes. Las partes técnicas incluyen componentes de automoción, tales como parachoques, tanques de combustible, depósitos de fluidos funcionales, conductos, y similares.
El proceso de moldeo por soplado puede ser de dos tipos generales: extrusión de moldeo por soplado e inyección de moldeo por soplado. En la extrusión de moldeo por soplado, una forma preliminar termoplástica se baja desde un extrusor y entre las mitades del molde. Las mitades del molde se cierran alrededor de la forma preliminar, y la forma preliminar se expande a continuación en contra de una cavidad de molde mediante la introducción de un gas de soplado, normalmente aire. En el moldeo por inyección, un material termoplástico es primero moldeado por
inyección en una forma preliminar de preforma que luego se transfiere a un molde de soplado y se expande en la misma manera que en un proceso de moldeo de extrusión por soplado.
En la extrusión intermitente, los moldes están montados en una placa común y las formas preliminares son extruidas ya sea por un extrusor de tornillo de movimiento de vaivén o por un acumulador de pistón que posee en preparación un volumen de material plástico fundido necesario para hacer la siguiente parte o partes. En la extrusión continua, se produce una forma preliminar fundida a partir de una matriz de extrusión sin interrupción, y un segmento de la forma preliminar se corta y se coloca en un molde. Los moldes se pueden mover de una estación a otra sobre ruedas de rotación vertical, sobre una mesa horizontal giratoria, o con un movimiento de vaivén. Cuando la forma preliminar se extrude, el molde se mueve debajo del troquel del extrusor o de la cabeza de flujo para recibir el segmento de forma preliminar y a continuación, se mueve a una estación de soplado.
El posicionamiento de la forma preliminar con relación al molde en un sistema rotatorio es relativamente difícil. Por lo tanto, muchas de las máquinas de moldeo por soplado actuales utilizan el concepto de molde alternativo según el cual los moldes son transportados de ida y vuelta de estación a estación. Un inconveniente importante del concepto de molde de movimiento alternativo, sin embargo, es una limitación de la tasa de producción.
A. Maquinaria de Traslado Las máquinas de traslado son ya sea máquinas de un solo lado o de doble lado, y pueden ser fabricadas para 45 producir recipientes de una a seis capas. En las máquinas de un solo lado, el molde "se traslada" debajo de la cabeza de flujo, se cierra para capturar las formas preliminares, a continuación, se aleja de la cabeza de flujo. Clavijas de soplado son forzadas hacia abajo en los moldes, ayudando a "calibrar" los cuellos mientras se fuerza el aire dentro de la cavidad para soplar el recipiente. El movimiento de traslado permite que las botellas sean sopladas y enfriadas a un lado, sin interferir con las formas preliminares, que son continuamente extruidas desde la cabeza de flujo. En una máquina de transporte de doble lado, hay un molde en cada lado de la cabeza de flujo, uno trasladándose hacia la derecha y uno a la izquierda, lo que por lo general duplica la producción de una máquina de un solo lado.
Las máquinas de traslado pueden extrudir formas preliminares individuales o múltiples, y se caracterizan por el
número de formas preliminares y el espaciado horizontal entre las forma preliminares. Por ejemplo, un traslado "100 x 4" extrude cuatro formas preliminares, separadas 100 mm entre los centros. Esto requeriría una platina (para la fijación de los moldes) de tamaño mayor que 400 mm, para alojar la anchura del molde requerida. La distancia de traslado en horizontal o en ángulo es por lo tanto mayor que 400 mm para una máquina de transporte 4 x 100. En general, las máquinas de traslado de hasta 2 x 100 mm de espaciado se consideran máquinas pequeñas; traslados de hasta 6 x 100 mm de espaciamiento se consideran máquinas de tamaño mediano, y traslados más grandes que esto se refiere típicamente como "máquinas de carrera larga". La maquinaria de traslado se utiliza ampliamente en la fabricación de botellas para el cuidado personal, botellas de medicinas y algunos pequeños recipientes industriales.
Las etapas necesarias para que una máquina de traslado moldee por soplado un objeto de plástico hueco pueden 65 describirse mediante la siguiente secuencia de operaciones. En primer lugar, cuando las forma preliminares que caen se acercan a la longitud del objeto a ser soplado, el molde, en una posición abierta, se traslada de lado a un punto directamente debajo de la cabeza de flujo de la máquina. Los moldes se cierran entonces para capturar la forma preliminar. Un cuchillo corta las formas preliminares directamente sobre los moldes. El cuchillo puede ser o bien un cuchillo frío (corte con un borde afilado) o un cuchillo caliente (quemado a través de la forma preliminar) .
Los moldes se trasladan lejos de la cabeza de flujo hasta que están directamente debajo de las estaciones de clavija de soplado. Si el movimiento del molde es horizontal, la cabeza de la extrusora se hace oscilar de forma vertical, de modo que las formas preliminares de extrusión continua no se arrastren contra el molde mientras se mueve hacia los lados. En algunas máquinas de traslado, los moldes se trasladan hacia abajo en un ángulo, eliminando la necesidad de que la cabeza y extrusoras oscilen hacia arriba. Las clavijas de soplado son forzadas hacia abajo en los cuellos aún abiertos de los recipientes, calibrando los cuellos de los recipientes. En la mayoría de los casos, las clavijas de soplado perforan hacia abajo sobre las placas de golpeo, que forman el borde superior del cuello a una dimensión plana precisa. Se aplica presión de aire para soplar los recipientes. En muchos casos, el aire de soplado se activa antes de que las clavijas de soplado entren en el cuello abierto de la forma preliminar, para forzar el plástico hacia el exterior y asegurar una buena formación de cuello.
Después de que los recipientes se hayan enfriado, los moldes se abren, y de nuevo se trasladan debajo de la cabeza de flujo de la máquina. Como los moldes se cierran sobre las formas preliminares fundidas, estaciones de enmascaramiento que se unen a los lados del molde se cierran sobre la parte exterior de los recipientes previamente soplados, que aún se mantienen en su lugar por las clavijas de soplado. Las clavijas de soplado se retraen, dejando los recipientes mantenidos sólo por las máscaras. A medida que los moldes se trasladan de nuevo hacia los lados, las máscaras transfieren los recipientes formados a los lados de una estación de perforación. Los punzones se presentan para eliminar las colas, la parte superior de desperdicio, y cualquier gránulo de asa (empuñadura) de las botellas. Las botellas son transportadas fuera de la máquina. Esto se puede hacer mediante la transferencia de las botellas sobre cintas transportadoras, por los dispositivos de extracción, o simplemente dejar caer las botellas en una tolva o sobre una cinta transportadora de extracción.
Los equipos de traslado de moldeo por soplado ofrece las siguientes ventajas: (1) un coste relativamente bajo en comparación con otras máquinas de moldeo por extrusión y soplado, (2) capaz de producir un acabado de "cuello calibrado" de alta calidad, con clavijas de soplado, (3) recortado en máquina por lo que las botellas terminadas salen de la máquina; (4) capaz de producir botellas de todas las formas, incluyendo a modo de asa; (5) la capacidad de coextrusión, con hasta seis capas de plástico. Por otro lado, las máquinas de traslado tienen algunas limitaciones. Entre esas limitaciones están: (1) no son rentables para volúmenes extremadamente altos; (2) reducción de la regularidad peso de la botella en comparación con la maquinaria de rueda rotativa, debido a inevitables variaciones entre el número de formas preliminares únicas que deben ser extruidas en equipos de traslado; (3) desventaja de tiempo... [Seguir leyendo]
Reivindicaciones:
1. Una máquina (10) para recipientes de moldeo por soplado de una forma preliminar (31) , comprendiendo la máquina:
una plataforma rotativa (12) que gira continuamente alrededor de un eje (14) de rotación en un círculo sin fin sin parar; una cabeza de flujo (26) que forma y proporciona la forma preliminar (31) y que está posicionada de manera fija en una primera estación (18) de la máquina próxima a la mesa giratoria;
una pluralidad de moldes (16) soportada por la mesa giratoria para posicionar cada uno de los moldes adyacentes a la cabeza de flujo a su vez, incluyendo cada molde porciones de molde (16a y 16b) que son móviles entre una configuración abierta para recibir la forma preliminar desde la cabeza de flujo y una configuración cerrada para moldear la forma preliminar, caracterizada porque la máquina comprende además un mecanismo de leva de temporización situado en la plataforma rotativa, estando el mecanismo de leva de temporización está adaptado para acelerar inicialmente cada molde a su vez a partir de una localización inicial en relación con la mesa giratoria cuando el molde se aproxima a la primera estación para colocar el molde adyacente a la cabeza de flujo, detener el molde adyacente la cabeza de flujo mientras el molde recibe la forma preliminar y la mesa giratoria continúa girando, a continuación, finalmente acelerar el molde relación al mesa giratoria cuando el molde sale de la primera estación para colocar el molde en su posición relativa inicial a la mesa giratoria.
2. La máquina de acuerdo con la reivindicación 1, en la que el mecanismo de leva de temporización incluye:
una pista de leva de temporización (58, 110) que tiene ondulaciones que dividen la pista de leva de temporización en un primer segmento (114) , un segundo segmento (116) , y un tercer segmento (118) ; y un rodillo de leva de temporización (120) que se acopla a las ondulaciones cuando la mesa giratoria gira a través de la primera posición, acoplando el rodillo de leva de temporización el primer segmento para causar la aceleración inicial del molde, el segundo segmento para detener el molde, y el tercer segmento para causar la aceleración final del molde.
3. La máquina de acuerdo con la reivindicación 1, que comprende además un mecanismo de leva de elevación situado sobre la mesa giratoria, moviendo el mecanismo de leva de elevación cada molde a su vez radialmente hacia fuera con respecto al eje de rotación desde una posición inicial cuando el molde se aproxima a la primera estación para colocar el molde adyacente a la cabeza de flujo y radialmente hacia dentro con respecto al eje de rotación cuando el molde sale de la primera estación para volver el molde a su posición inicial.
4. La máquina de acuerdo con la reivindicación 3, en la que el mecanismo de leva de elevación posiciona el molde adyacente a la cabeza de flujo de aproximadamente cuando el mecanismo de leva de temporización detiene el molde adyacente a la cabeza de flujo.
5. La máquina de acuerdo con la reivindicación 1, en la que el mecanismo de leva de elevación incluye:
una pluralidad de rampas (40) montada en la mesa giratoria, mirando las rampas radialmente hacia fuera desde la placa rotativa; y
una pluralidad de carros (38) , llevando cada carro un molde con un carro montado en cada rampa y móvil a lo largo de la rampa entre la posición de molde inicial y una segunda posición próxima a la cabeza de flujo.
6. La máquina de acuerdo con la reivindicación 1, que comprende además una pluralidad de clavijas de soplado (30) montada en la plataforma rotativa, estando al menos una clavija de soplado posicionada adyacente a cada uno de 50 los moldes, siendo las clavijas de soplado acoplable con los moldes cuando están en la configuración cerrada para la inyección de gas comprimido en los moldes para efectuar el moldeo por soplado de la forma preliminar.
7. La máquina de acuerdo con la reivindicación 6, en la que las clavijas de soplado crean un cuello calibrado en los recipientes. 55
8. La máquina de acuerdo con la reivindicación 6, que comprende además:
paletas (142) que sujetan los recipientes moldeados por soplado después de que los recipientes han sido moldeados por soplado a partir de las forma preliminares;
una trayectoria de clavija de soplado recorrida por las clavijas de soplado de moldeo por soplado mientras sujeta los recipientes de las formas preliminares, y una trayectoria del recipiente recorrida por las paletas mientras que sujeta los recipientes moldeados por soplado, colocada la trayectoria del recipiente radialmente hacia fuera desde, y más lejos del eje de rotación que, la trayectoria de clavija de soplado.
9. La máquina de acuerdo con la reivindicación 8, en la que el recipiente moldeado por soplado de la forma preliminar recibida desde la cabeza de flujo en la primera estación se retiene en la plataforma rotativa después de que la mesa giratoria completa una revolución completa y de nuevo pasa a la primera estación.
10. La máquina de acuerdo con la reivindicación 1, en la que el mecanismo de leva de temporización detiene el molde adyacente a la cabeza de flujo para aproximadamente 0, 2 a 0, 5 segundos.
11. La máquina de acuerdo con la reivindicación 1, en la que la cabeza de flujo (26) forma y proporciona continuamente la forma preliminar. 10
12. La máquina de acuerdo con la reivindicación 1, que comprende además un sistema de control (75) que coordina y controla el funcionamiento de la máquina.
13. La máquina de acuerdo con la reivindicación 1, en la que la pluralidad de moldes incluyen diferentes tipos de 15 moldes para moldear diferentes tipos de recipientes.
14. La máquina de acuerdo con la reivindicación 1, en la que la pluralidad de moldes incluye un grupo de primeros moldes para moldear un primer recipiente y un segundo grupo de moldes para el moldeo de un segundo recipiente.
15. La máquina de acuerdo con la reivindicación 1, en la que el recipiente moldeado por soplado de la forma preliminar recibida desde la cabeza de flujo en la primera estación se retiene en la plataforma rotativa después de que la mesa giratoria completa una revolución completa y de nuevo pasa a la primera estación, que comprende además, preferentemente, al menos una característica sin moldeo adicional seleccionada del grupo que consiste de un vacío, una tolva, un desbarbador, una unidad de detección de fugas, y un dispositivo de etiquetado, la característica adicional acoplando el recipiente moldeado por soplado después de que el recipiente moldeado por soplado ha sido retenido en la mesa giratoria más allá de una revolución completa.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Método y aparato para esterilizar una botella, del 3 de Junio de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para esterilizar una botella , que comprende las operaciones de: gasificar una solución de peróxido de hidrógeno, descargar desde una boquilla un […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]