Laminado de envasado, método para fabricar el laminado de envasado, y recipiente de envasado producido a partir de él.
Un laminado de envasado (10a; 10b) que tiene propiedades de barrera a gas,
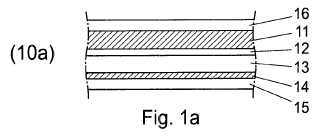
para envasar producto alimentariolíquido, que comprende una capa central (11; 11') de papel o cartón, una primera capa de poliolefina termosellableimpermeable a líquidos más externa (16), una segunda capa de poliolefina termosellable impermeable a líquidosmás interna (15) y, revestida directamente sobre y adyacente al lado interior de la capa central (11; 11') de papel ocartón, una capa de barrera a oxígeno gaseoso (12) formada mediante revestimiento por película líquida de unacomposición líquida de barrera a gas y secado subsiguiente, conteniendo la composición líquida un aglutinantepolimérico disperso o disuelto en un medio acuoso o disolvente, en el que el laminado de envasado comprendeademás una capa de barrera depositada en forma de vapor (14) revestida sobre una película de sustrato polimérico,película de sustrato polimérico que comprende opcionalmente la capa poliolefínica termosellable más interna (15),en el que la capa de barrera depositada en forma de vapor (14) se coloca entre dicha capa de barrera a oxígenogaseoso (12) y dicha capa de poliolefina termosellable más interna (15), y en el que la película revestida con capade barrera depositada en forma de vapor (14-15) está unida a la capa central revestida con barrera a oxígenogaseoso (11-12) mediante una capa polimérica intermedia (13).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/001766.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE SA.
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: JACCOUD, BERTRAND, TOFT, NILS, CHIQUET, ANDRE, ROCHAT,GIL, FAYET,PIERRE, BONNÉBAULT,ALAIN, CAMACHO,WALKER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de papel o cartón.
- B32B27/30 B32B 27/00 […] › teniendo una resina vinílica; teniendo una resina acrílica.
- C23C14/20 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 14/00 Revestimiento por evaporación en vacío, pulverización catódica o implantación de iones del material que constituye el revestimiento. › sobre sustratos orgánicos.
- C23C14/58 C23C 14/00 […] › Tratamiento posterior.
- D21H19/20 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 19/00 Papel cuché (cartón cuché D21J 1/08 ); Materiales de revestimiento (hojas de registro caracterizadas por el revestimiento usado para mejorar la receptividad de tinta, colorante o pigmento B41M 5/50). › que comprenden compuestos macromoleculares obtenidos por reacciones en las que intervienen solamente enlaces insaturados carbono-carbono.
- D21H19/40 D21H 19/00 […] › silíceos, p. ej. arcillas.
- D21H19/60 D21H 19/00 […] › Alcoholes polialkenílicos; Eteres polialkenílicos; Esteres polialkenílicos.
- D21H19/82 D21H 19/00 […] › superpuestos.
PDF original: ES-2401410_T3.pdf
Fragmento de la descripción:
Laminado de envasado, método para fabricar el laminado de envasado, y recipiente de envasado producido a partir de él
CAMPO TÉCNICO
La presente invención se refiere a un laminado de envasado sin hoja metálica para el envasado de alimentos líquidos, que comprende una capa central de papel o cartón, capas más externas termosellables de poliolefina impermeables a líquidos, y, revestida sobre el lado interior de la capa de papel o cartón, una capa barrera a oxígeno gaseoso formada mediante el revestimiento mediante película líquida de una composición de barrera a gas líquida y mediante secado subsiguiente, conteniendo la composición líquida un aglutinante polimérico disperso o disuelto en un medio acuoso o a base de disolvente. La invención también se refiere a un método para fabricar el laminado de envasado y a un recipiente de envasado que se obtiene a partir del laminado de envasado.
ANTECEDENTES DE LA INVENCIÓN
Los recipientes de envasado del tipo desechable de un solo uso para alimentos líquidos se producen a menudo a partir de un laminado de envasado a base de cartón o papel cartón. Uno de tales recipientes de envasado de producción habitual se comercializa con la marca Tetra Brik Aseptic@, y se emplea principalmente para el envasado aséptico de alimentos líquidos tales como leche, zumos de fruta, etc., vendidos para el almacenamiento ambiental a largo plazo. El material de envasado en este recipiente de envasado conocido es típicamente un laminado que comprende una capa central gruesa de papel o cartón, y capas exteriores de termoplásticos impermeables a líquidos. A fin de hacer que el recipiente de envasado sea impermeable a gases, en particular impermeable a oxígeno gaseoso, por ejemplo con el fin de envasar asépticamente leche o zumo de frutas, el laminado en estos recipientes de envasado comprende normalmente al menos una capa adicional, muy habitualmente una lámina metálica de aluminio.
En el interior del laminado, es decir, el lado destinado a estar en contacto con los contenidos alimentarios introducidos de un recipiente producido a partir del laminado, hay una capa más interna, aplicada sobre la hoja metalizada de aluminio, capa interior más interna la cual puede estar compuesta de una o varias capas de partes, que comprenden polímeros y/o poliolefinas adhesivos termosellables. También, en el exterior de la capa central, hay una capa de polímero termosellable más externa.
Los recipientes de envasado se producen generalmente por medio de máquinas modernas de envasado de velocidad elevada del tipo que forman, rellenan y cierran envases a partir de una banda o a partir de preformas prefabricadas de material de envasado. Los recipientes de envasado se pueden producir así reformando una banda del material de envasado laminado en un tubo uniendo entre sí ambos extremos longitudinales de la banda en una junta solapante al soldar juntas las capas de polímero termoplástico termosellable más internas y más externas. El tubo se llena con el producto alimentario líquido pretendido, y después se divide en envases individuales mediante cierres transversales repetidos del tubo a una distancia predeterminada entre sí por debajo del nivel de los contenidos en el tubo. Los envases se separan del tubo mediante incisiones a lo largo de los cierres transversales, y se les da la configuración geométrica deseada, normalmente paralelepípeda, por formación de un doblez a lo largo de líneas de pliegue preparadas en el material de envasado.
La ventaja principal de este método de envasado continuo de formación, llenado y cierre hermético del tubo es que la banda se puede esterilizar de forma continua justo antes de la formación del tubo, proporcionando así la posibilidad de un método de envasado aséptico, es decir, un método en el que el contenido líquido a introducir, así como el propio material de envasado, tienen un contenido reducido de bacterias, y el recipiente de envasado lleno se produce en circunstancias limpias de manera que el envase lleno se puede almacenar durante un tiempo prolongado incluso a temperatura ambiente, sin el riesgo de crecimiento de microorganismos en el producto introducido. Otra ventaja importante del método de envasado de tipo Tetra Brik® es, como se señala anteriormente, la posibilidad de un envasado continuo a alta velocidad, que tiene un impacto considerable sobre la eficiencia del coste.
Una capa de una hoja metálica de aluminio en el laminado de envasado proporciona propiedades de barrera a gas bastante superiores a la mayoría de los materiales de barrera a gas poliméricos. El laminado de envasado convencional a base de hoja metálica de aluminio para el envasado aséptico de alimentos líquidos es el material de envasado más eficiente desde el punto de vista del coste, en su nivel de comportamiento, disponible en el mercado actual. Para que cualquier otro material pueda ser competitivo, debe ser más eficiente desde el punto de vista del coste con respecto a materias primas, debe tener propiedades comparables de conservación de alimentos, y debe tener una complejidad comparablemente baja en la conversión en un laminado de envasado acabado.
Hasta ahora, apenas hay envases asépticos a base de papel o de cartón para el almacenamiento ambiental a largo plazo del tipo descrito anteriormente disponible en el mercado, a partir de un laminado de envasado eficiente desde el punto de vista del coste y que no contenga hoja metálica, en comparación con laminados de hojas metálicas de aluminio, que tienen un nivel fiable de propiedades de barrera y propiedades de conservación de alimentos durante más de 3 meses. Hay algunos materiales poliméricos que proporcionan buenas propiedades de barrera, pero tienen
las propiedades mecánicas equivocadas en el laminado o son difíciles de procesar en la conversión en capas delgadas en laminados, requiriendo por ejemplo capas de unión coextruídas caras, o, además, pueden ser considerablemente más caros a un grosor razonable que el aluminio, y por lo tanto no son eficientes desde el punto de vista del coste para el envasado, por ejemplo, de leche o zumo.
Entre los esfuerzos para desarrollar materiales de envasado más eficientes desde el punto de vista del coste y minimizar la cantidad de materia prima necesaria para la fabricación de materiales de envasado, hay un incentivo general con respecto al desarrollo de películas prefabricadas que tienen múltiples funcionalidades de barrera, que pueden sustituir a la hoja metálica de aluminio. Los ejemplos previos conocidos son películas que combinan múltiples capas, las cuales contribuyen cada una con propiedades de barrera que se complementan a la película final, tal como por ejemplo películas que tienen una capa barrera depositada en forma de vapor y una capa barrera adicional a base de polímero revestida sobre la misma película de sustrato. Tales películas, que se han revestido dos veces con diferentes métodos de revestimiento, tienden, sin embargo, a ser muy caras tanto en costes de materias primas como de fabricación, también debido al hecho de que en la mayoría de los casos es necesaria una capa sellante adicional, e implicarán demandas muy elevadas de las cualidades de la película de sustrato, tales como resistencia térmica y durabilidad a la manipulación.
Hay un tipo de capas poliméricas de barrera a gas que podrían ser muy eficientes desde el punto de vista del coste, es decir, polímeros barrera que se revisten en forma de una dispersión o disolución en un líquido o disolvente sobre un sustrato, y subsiguientemente se secan en revestimientos de barrera delgados. Sin embargo, es muy importante que la dispersión o disolución sea homogénea y estable, para dar como resultado un revestimiento uniforme con propiedades de barrera uniformes. Los ejemplos de polímeros adecuados para composiciones acuosas son polialcoholes vinílicos (PVOH) , copolímeros de etileno-alcoholes vinílicos (EVOH) dispersables en agua, o polímeros dispersables o solubles en agua a base de polisacáridos. Tales capas revestidas por dispersión o denominadas capas revestidas por película líquida (LFC) pueden obtenerse muy delgadas, hasta decenas de un gramo por m2, y pueden proporcionar capas homogéneas de calidad elevada, con la condición de que la dispersión o disolución sea homogénea y estable, es decir, esté bien preparada y mezclada. Desde hace muchos años se sabe que, por ejemplo, PVOH tiene excelentes propiedades de barrera al oxígeno en condiciones secas. PVOH también proporciona propiedades de barrera a olores muy buenas, es decir, capacidad para evitar que las sustancias olorosas entren en el recipiente de envasado desde el entorno circundante, por ejemplo en un refrigerador o una habitación de almacenamiento, capacidad... [Seguir leyendo]
Reivindicaciones:
1. Un laminado de envasado (10a; 10b) que tiene propiedades de barrera a gas, para envasar producto alimentario líquido, que comprende una capa central (11; 11’) de papel o cartón, una primera capa de poliolefina termosellable impermeable a líquidos más externa (16) , una segunda capa de poliolefina termosellable impermeable a líquidos más interna (15) y, revestida directamente sobre y adyacente al lado interior de la capa central (11; 11’) de papel o cartón, una capa de barrera a oxígeno gaseoso (12) formada mediante revestimiento por película líquida de una composición líquida de barrera a gas y secado subsiguiente, conteniendo la composición líquida un aglutinante polimérico disperso o disuelto en un medio acuoso o disolvente, en el que el laminado de envasado comprende además una capa de barrera depositada en forma de vapor (14) revestida sobre una película de sustrato polimérico, película de sustrato polimérico que comprende opcionalmente la capa poliolefínica termosellable más interna (15) , en el que la capa de barrera depositada en forma de vapor (14) se coloca entre dicha capa de barrera a oxígeno gaseoso (12) y dicha capa de poliolefina termosellable más interna (15) , y en el que la película revestida con capa de barrera depositada en forma de vapor (14-15) está unida a la capa central revestida con barrera a oxígeno gaseoso (11-12) mediante una capa polimérica intermedia (13) .
2. Laminado de envasado para el envasado de alimento líquido según la reivindicación 1, caracterizado porque dicha capa de barrera a oxígeno gaseoso incluye de 60 a 99% en peso de dicho aglutinante polimérico, basado en el peso de revestimiento seco.
3. Laminado de envasado para el envasado de alimento líquido según una cualquiera de las reivindicaciones 1 ó 2, caracterizado porque dicho aglutinante polimérico es un polímero que tiene propiedades de barrera a gas.
4. Laminado de envasado para el envasado de alimento líquido según una cualquiera de las reivindicaciones 1-3, caracterizado porque dicho aglutinante polimérico se selecciona del grupo que consiste en polímeros a base de alcohol vinílico, tales como preferiblemente PVOH o EVOH dispersable en agua, y polímeros de ácido acrílico o ácido metacrílico, polisacáridos, derivados de polisacáridos, y combinaciones de dos o más de los mismos.
5. Laminado de envasado para el envasado de alimento líquido según una cualquiera de las reivindicaciones 1 ó 2, caracterizado porque dicho aglutinante polimérico es PVOH, que tiene preferiblemente un grado de saponificación de al menos 98%, más preferiblemente al menos 99%.
6. Laminado de envasado según una cualquiera de las reivindicaciones 1-5, caracterizado porque dicha composición líquida comprende además partículas inorgánicas.
7. Laminado de envasado según la reivindicación 6, caracterizado porque dichas partículas inorgánicas tienen forma laminar.
8. Laminado de envasado según la reivindicación 7, caracterizado porque dichas partículas inorgánicas consisten principalmente en partículas de arcilla de tamaño nanométrico laminares que tienen una relación de aspecto de 50 a 5000.
9. Laminado de envasado según la reivindicación 8, caracterizado porque dichas partículas inorgánicas están dispersas en un estado exfoliado.
10. Laminado de envasado según una cualquiera de las reivindicaciones 7-9, caracterizado porque dichas partículas inorgánicas son montmorillonita.
11. Laminado de envasado según la reivindicación 7, caracterizado porque dichas partículas inorgánicas consisten principalmente en partículas de talco laminares que tienen una relación de aspecto de 10 a 500.
12. Laminado de envasado según una cualquiera de las reivindicaciones 1-11, caracterizado porque dicha capa de barrera a oxígeno gaseoso (12) se aplica en una cantidad total de 0, 1 a 5 g/m2, preferiblemente de 0, 5 a 3, 5 g/m2, más preferiblemente 0, 5 a 2 g/m2, peso seco.
13. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, caracterizado porque dicha capa de barrera a oxígeno gaseoso (12) se aplica en dos o más etapas subsiguientes con secado intermedio, como dos o más capas de partes, en una cantidad de 0, 5 a 2 g/m2 cada una, preferiblemente de 0, 5 a 1 g/m2 cada una.
14. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de barrera depositada en forma de vapor (14) es un metal o compuesto metálico inorgánico.
15. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de barrera depositada en forma de vapor (14) es una capa que consiste sustancialmente en aluminio u óxido de aluminio.
16. Laminado de envasado según una cualquiera de las reivindicaciones 1 a 13, caracterizado porque la capa de barrera depositada en forma de vapor (14) es una capa a base de carbono.
17. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de barrera depositada en forma de vapor (14) se aplica a un grosor de 5 a 200 nm (de 50 a 2000 A) .
18. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, caracterizado porque la película de sustrato polimérico para la deposición en forma de vapor es una película a base de poliolefina.
19. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, caracterizado porque la película de sustrato polimérico para la deposición en forma de vapor también comprende dicha capa de poliolefina termosellable más interna (15) .
20. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, dicho porque dicha capa de poliolefina termosellable más interna (15) consiste principalmente en polietileno de baja densidad, y preferiblemente consiste principalmente en polietileno de baja densidad lineal (LLDPE) .
21. Laminado de envasado según una cualquiera de las reivindicaciones 18-20, caracterizado porque dicha película de sustrato polimérico es una película monoorientada (34a) que consiste en dicha capa de poliolefina termosellable más interna (15) .
22. Laminado de envasado según la reivindicación 21, caracterizado porque dicha película monoorientada (15; 34a) comprende en su mayoría polietileno de baja densidad, preferiblemente polietileno de baja densidad lineal.
23. Laminado de envasado según una cualquiera de las reivindicaciones 21 y 22, caracterizado porque dicha película monoorientada (15) tiene un grosor de 20 !m o inferior, preferiblemente 15 !m o inferior.
24. Laminado de envasado según una cualquiera de las reivindicacione.
2. 23, caracterizado porque la película monoorientada (15) comprende una capa epidérmica de poliolefina modificada con grupos funcionales, sobre cuya capa epidérmica se aplica la capa de barrera depositada en forma de vapor (14) .
25. Laminado de envasado según la reivindicación 24, caracterizado porque la poliolefina modificada es un copolímero de etileno-ácido (met) acrílico (EAA o EMAA) .
26. Laminado de envasado según una cualquiera de las reivindicaciones anteriores, caracterizado porque dicha película revestida con la capa de barrera depositada en forma de vapor (14-15) está unida a la capa central de papel
o cartón (11, 11’) mediante una capa polimérica intermedia (13) seleccionada de poliolefinas y polímeros adhesivos a base de poliolefinas.
27. Laminado de envasado según la reivindicación 26, caracterizado porque la capa polimérica intermedia (13) comprende además partículas inorgánicas en forma de pigmentos negros para mejorar las propiedades de barrera a la luz del laminado de envasado.
28. Laminado de envasado según la reivindicación 26, caracterizado porque la capa polimérica intermedia (13) comprende además partículas inorgánicas en forma de pigmentos blancos para mejorar las propiedades de barrera a la luz del laminado de envasado.
29. Método para fabricar un laminado de envasado (10a; 10b; 29) según una cualquiera de las reivindicaciones 1-28, que comprende las etapas de
- proporcionar una capa central de papel o cartón (11; 11’; 21a) ,
- proporcionar una composición líquida de barrera a gas que contiene el aglutinante polimérico disperso o disuelto en un medio líquido acuoso o a base de disolvente,
- formar una capa delgada de barrera a oxígeno gaseoso (12) que comprende dicho aglutinante polimérico revistiendo (22a) la composición líquida directamente sobre dicho primer lado de dicha capa central de papel
o cartón (11; 11’; 21a) , y secando subsiguientemente (22b) para evaporar el líquido,
- laminar una película de sustrato polimérico revestida con la capa de barrera depositada en forma de vapor (23; 23a) al lado interior de la capa de barrera a oxígeno gaseoso (12) por medio de una capa polimérica intermedia (13; 24) ,
- proporcionar una capa más interna (15) de una poliolefina termosellable dentro de la capa de barrera depositada en forma de vapor (14) , comprendiendo opcionalmente la capa más interna (15) la película de sustrato polimérico (23) y
- proporcionar una capa más externa (16; 26) de una poliolefina termosellable fuera de la capa central (11; 21a) .
30. Método según la reivindicación 29, en el que la composición líquida de barrera a gas contiene además partículas inorgánicas.
31. Método según una cualquiera de las reivindicacione.
2. 30, en el que el polímero de barrera a oxígeno gaseoso contenido en la composición líquida se selecciona de un grupo que consiste en PVOH, EVOH dispersable en agua, polímeros de ácido acrílico o ácido metacrílico, polisacáridos, derivados de polisacáridos, y combinaciones de dos o más de los mismos.
32. Método según una cualquiera de las reivindicacione.
2. 31, en el que la capa de barrera a oxígeno gaseoso (12) se aplica en una cantidad total de 0, 1 a 5 g/m2, preferiblemente de 0, 5 a 3, 5 g/m2, más preferiblemente de 0, 5 a 2 g/m2, peso seco.
33. Método según una cualquiera de las reivindicacione.
2. 32, en el que la capa de barrera a oxígeno gaseoso (12) se aplica como dos o más capas de partes en dos o más etapas subsiguientes con secado intermedio, en una cantidad de 0, 5 a 2 g/m2 cada una, preferiblemente de 0, 5 a 1 g/m2 cada una.
34. Método según una cualquiera de las reivindicacione.
2. 33, que comprende además las etapas de
- proporcionar una película de sustrato polimérico (23) y
- depositar en forma de vapor una capa de barrera (14; 23a) sobre la película de sustrato polimérico (23) .
35. Método según una cualquiera de las reivindicacione.
2. 34, en el que la película de sustrato polimérico (34a) para la deposición de vapor se produce mediante soplado por extrusión (32) de una película, que incluye la capa polimérica termosellable más interna (15; 23) .
36. Método según la reivindicación 35, que comprende además la etapa de monoorientar (36) la película de sustrato polimérico soplada (34) antes del revestimiento mediante deposición en forma de vapor, comprendiendo la película de sustrato polimérico (34a) en su mayoría polietileno de baja densidad lineal.
37. Método según la reivindicación 36, en el que la película de sustrato polimérico (23; 34a) , que comprende mayoritariamente el polietileno de baja densidad lineal, está monoorientada (36) a un grosor de 20 !m o inferior, preferiblemente 15 !m o inferior.
38. Método según una cualquiera de las reivindicacione.
2. 37, en el que se deposita en forma de vapor (40) una capa de aluminio metálico u óxido de aluminio (14; 23a) sobre la película de sustrato polimérico (23; 34a; 44a) .
39. Método según una cualquiera de las reivindicacione.
2. 38, en el que la capa de barrera depositada en forma de vapor (14; 23a) se aplica a un grosor de 5 a 200 nm (de 50 a 2000 A) .
40. Método según una cualquiera de las reivindicacione.
2. 39, en el que la película revestida con la capa de barrera depositada en forma de vapor (14-15.
2. 23a) se lamina al lado interno de la capa de barrera a oxígeno gaseoso (12) , por medio de laminación por extrusión con una capa polimérica intermedia (13; 24) .
41. Método según una cualquiera de las reivindicacione.
2. 39, en el que la capa polimérica intermedia (13; 24) es una capa de unión termoplástica, y la capa de barrera depositada en forma de vapor (14; 23a) es de un compuesto metálico, que comprende además las etapas de revestir por película líquida la capa polimérica intermedia (13) sobre la capa de barrera a oxígeno gaseoso aplicada (12) , secar, y laminar subsiguientemente por calor y presión la película revestida con la capa de barrera depositada en forma de vapor (14-15.
2. 23a) a la capa polimérica intermedia (13) .
42. Recipiente de envasado (50a; 50b) fabricado a partir del laminado de envasado (10a; 10b) como se especifica en una cualquiera de las reivindicaciones 1-28.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película de polímero que contiene una poliamida amorfa y una parcialmente cristalina, del 24 de Junio de 2020, de BASF SE: Pelicula (P) de polimero que contienen la por lo menos una composicion (PZ) de poliamida, que contiene los componentes (A) 2 a 30 % en peso de por lo menos una poliamida amorfa […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]