PROCEDIMIENTO DE FABRICACIÓN DE VÁLVULAS DE GUILLOTINA.
Procedimiento de fabricación de válvulas de guillotina.
Se describe un método de fabricación de válvulas de paso tipo guillotina que permite la utilización de un solo asiento y de un cuerpo macizo;
evitando de esta manera desajustes o juegos entre las piezas, otorgando a su vez una estanqueidad óptima gracias a los mecanizados de alta precisión con los cuales se generan los entalles y los ajustes de la tajadera y el resto de partes de la válvula.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201031152.
Solicitante: ORBINOX VALVES INTERNATIONAL, S.L.
Nacionalidad solicitante: España.
Inventor/es: AZURMENDI ZABALETA,Joseba.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16K27/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16K VALVULAS; GRIFOS; COMPUERTAS; FLOTADORES PARA ACCIONAMIENTO; DISPOSITIVOS PARA VENTILAR O AIREAR. › F16K 27/00 Estructuras de alojamiento (procedimientos para soldar carcasas B23K ); Utilización de materiales con este fin. › de compuertas.
- F16K3/02 F16K […] › F16K 3/00 Válvulas de compuerta o válvulas deslizantes, es decir, dispositivos obturadores cuyo elemento de cierre desliza a lo largo de un asiento para la apertura o el cierre (F16K 5/00 tiene prioridad; en las presas o aliviaderos E02B 8/04). › con caras de obturación planas; Empaquetaduras de estanqueidad con este fin.
Fragmento de la descripción:
PROCEDIMIENTO DE FABRICACiÓN DE VÁLVULAS DE GUILLOTINA
DESCRIPCiÓN
5 OBJETO DE LA INVENCiÓN
10 La presente invención se refiere al campo técnico de la regulación de caudales o de corrientes de fluidos, más concretamente a las válvulas de paso. El objeto de la invención consiste en una válvula de paso de tipo guillotina bidireccional en la que el cierre del paso de fluido se realiza mediante la bajada de una tajadera que cierra la abertura de la válvula.
15 ANTECEDENTES DE LA INVENCiÓN
2 O Las características de la válvula tipo guillotina y su desarrollo técnico están permitiendo que su uso se esté extendiendo a más aplicaciones que históricamente han sido dominadas por otros modelos de válvulas con excelentes resultados. Destacan aquellas aplicaciones en las que el fluido está cargado con sólidos como el de tratamiento de aguas tanto para uso ON-OFF como en regulación.
25 La válvula de guillotina destaca por tener paso total asegurando bajas pérdidas de carga en la instalación frente a otros tipos de válvulas en los que el obturador queda en el paso del flujo. Esto permite minimizar los problemas derivados de la interferencia entre el flujo y los elementos móviles de la válvula.
30 El diseño de la válvula de "guillotina" permite que el obturador en acero inoxidable corte el flujo asegurando el correcto cierre a pesar de que el fluido se encuentre cargado de sólidos. En función de cada aplicación se modifica
convenientemente la geometría, materiales y tratamiento tajadera/obturador para asegurar el correcto funcionamiento. superficial de la
5 Esta geometría en forma de guillotina hace que la válvula sea muy plana y esbelta en comparación con otro tipo de válvulas dando lugar a un producto ligero y económico. Esta ligereza y menor entre las caras facilita también su instalación y mantenimiento.
10 15 El mercado tradicionalmente ha demandado válvulas de guillotina unidireccionales (salvo en centro-Europa donde el diseño bidireccional ha sido el más habitual en el mundo del agua) . El principio de funcionamiento de estas es bastante intuitivo. El obturador o tajadera baja, unas cuñas en la parte inferior lo comprimen contra un asiento elastomérico asegurando así el cierre en un sentido del flujo. De manera que si este es en sentido contrario, contra el asiento, el obturador tiende a separarse del asiento pudiéndose producir fugas. Este efecto aumenta cuanto mayor es la presión del trabajo.
2 O 25 Sin embargo la tendencia del mercado está cambiando y cada vez es más común la demanda de guillotinas bidireccionales. El principal motivo de este cambio es la ventaja que tiene la válvula bidireccional ya que se evitan los problemas por la incorrecta instalación de la válvula. Para conseguir el cierre en una válvula de guillotina bidireccional existen diferentes soluciones en el mercado con diferentes ventajas e inconvenientes. Orbinox ha lanzado un nuevo diseño en el que se consigue reunir las ventajas de ellas dando una solución única e innovadora en el mundo de la válvula de
guillotina. Este desarrollo se encuentra en fase de patente.
La primera diferenciación es la de cómo se asegura el cierre entre el asiento y el obturador:
30
• Unos fabricantes optan por una solución simple montando un doble asiento (a ambos lado del obturador) con el gran inconveniente de que en la parte inferior queda una ranura (mejor espacio) que normalmente se llena de sólidos que no permiten el correcto cierre de la válvula • Un único asiento a la largo del perímetro de la tajadera/obturador que evita el problema anteriormente citado ya que el asiento no tiene ningún 5 tipo de cavidad.
Esta segunda solución de un asiento único perimetral en el cuerpo de la válvula es técnicamente mucho mejor pero conlleva una serie de dificultades técnicas para su fabricación ya que es necesario controlar perfectamente el
ajuste entre cuerpo-asienta-obturador.
Esto ha llevado a los fabricantes a desarrollar dos tipos de solución:
• Cuerpo bipartido con mecanizado interior de los dos medios cuerpos para alojar el asiento y controlar así el ajuste. La principal desventaja de esta solución es su mayor coste y necesidad de mantenimiento.
• Cuerpo monoblock con demasías interiores que aseguran el ajuste entre tajadera y asiento debido a que la tolerancia de los cuerpos de fundición 2 O no es suficientemente buena. Esto hace que el apriete entre tajadera y asiento sea muy grande. Esto genera unos pares de accionamiento altos y desgaste prematuro de los asientos aunque es más económica y no tiene mantenimiento.
En el momento actual, las válvulas se fabrican con distintos sistemas y procedimientos. El más común es el mecanizado de las piezas para su posterior montaje uniéndose a base de poner una junta y posteriormente atornillándolo. Esto tiene el problema de que las piezas de fundición no ajustan por lo que al poner las gomas, se obliga a hacer distintas presiones, a que tengan un mayor
O desgaste y a que tengan fugas de agua.
DESCRIPCiÓN DE LA INVENCiÓN
5 El procedimiento objeto de la invención permite realizar una válvula bidireccional de guillotina, o de tajadera, monobloque (monolítica) que aporta una solución a los problemas anteriormente citados, dicha solución viene dada por mecanizar interiormente el cuerpo monobloque aunando así las ventajas de ambas soluciones propuestas en el apartado anterior.
10 Para ello se procede a fabricar primeramente un cuerpo de la válvula de guillotina en el cual posteriormente se procede a realizar un mecanizado de precisión interior realizado a partir del monobloque o pieza monolítica utilizando una herramienta de mecanizado con forma de punta de lanza.
15 2 O Dicho mecanizado de precisión se realiza con una herramienta o lanza desarrollada para tal fin que permite definir mediante mecanizado, o varios mecanizados, varias zonas relevantes para la válvula entre ellas las zonas que albergarán las juntas que doten de estanqueidad a dicha válvula. Posteriormente se monta sobre el cuerpo ya mecanizado las piezas necesarias para su funcionamiento con unas tolerancias mínimas, como puede ser el asiento, o el mecanismo de accionamiento que puede ser unos medios de accionamiento electrónicos o manuales que sirven para mover la guillotina o tajadora.
DESCRIPCiÓN DE LOS DIBUJOS
25 30 Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, de acuerdo con un ejemplo preferente de realización práctica de la misma, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
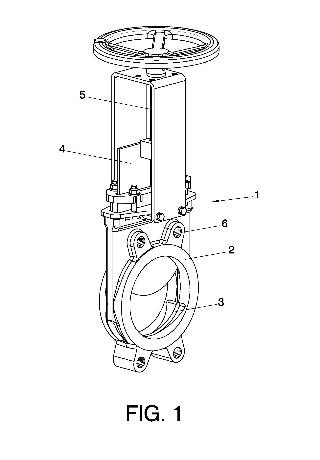
Figura 1. Muestra una vista en perspectiva de la válvula objeto de la invención.
Figura 2. Muestra una vista en perspectiva del cuerpo de la válvula objeto de la
invención.
5 Figura 3. Muestra una vista en perspectiva de la válvula objeto de la invención con una sección.
10 Figura 4. Muestra una vista en sección de la válvula donde se aprecian las herramientas de mecanizado utilizadas durante el proceso de fabricación de la válvula. REALIZACiÓN PREFERENTE DE LA INVENCiÓN
15 A la vista de las figuras se describe a continuación un modo de realización preferente del procedimiento de fabricación de válvulas (1) objeto de esta invención.
20 Primeramente se procede a moldear mediante fundición un cuerpo (2) metálico monolítico que conforma la parte principal de la válvula, el molde comprende un macho para generar un orificio pasante la parte central de dicho cuerpo (2) a través del cual pasará el líquido cuando una tajadera (4) se eleve mediante unos medios de actuación (5) abriendo así el paso de la válvula (1) .
25 Una vez obtenido el cuerpo (2) se procede mecanizar el mismo, uno de los mecanizados a realizar consiste en generar unos taladros (6) , que pueden ser roscados, alrededor del orificio pasante de cuerpo (2) los cuales servirán para fijar la válvula (1) a los conductos o canalizaciones cuyo flujo se quiere controlar.
3O La parte del procedimiento que mayor precisión requiere y que dota al objeto de la invención de la característica diferenciadora viene dada por el mecanizado de un entalle (7) que albergará un asiento (3) elastomérico y el mecanizado de una ranura (10) en la parte superior del cuerpo (2) que une
internamente el orificio central con dicha parte superior, atravesándola por su parte central.
Para generar el entalle (7) se realiza un mecanizado en el cuerpo (2) por su parte interior haciendo uso de herramientas de mecanizado (8, 9) específicas y diseñadas para este procedimiento donde...
Reivindicaciones:
1. Procedimiento de fabricación de válvulas (1) de guillotina que comprenden una tajadera (4) que se puede deslizar por el interior de una ranura (10) del cuerpo (2) para abrir o cerrar una abertura circular pasante controlando así el paso de la válvula (1) , caracterizado porque comprende los siguientes pasos: -moldear mediante fundición un cuerpo (2) metálico monolítico en cual
se dispone la abertura circular pasante en su parte central,
- mecanizar la ranura (10) en la parte superior del cuerpo (2) que une internamente el orificio central con dicha parte superior, y -mecanizar el interior del orificio pasante del cuerpo (2) y la ranura (10) por su parte interior haciendo uso de unas herramientas de mecanizado (8, 9) para generar un entalle (7) encargado de albergar
un asiento (3) elastomérico destinado a alojar el perímetro de la tajadera (4) que se puede deslizar por el interior de la ranura (10) del cuerpo (2) para abrir o cerrar el orificio pasante controlando así el paso de la válvula (1) .
2. Procedimiento según reivindicación 1 caracterizado porque adicionalmente comprende fijar unos medios actuación (5) a la parte superior del cuerpo (2) para actuar la tajadera (4) haciéndola deslizarse de forma solidaria al asiento (3) .
3. Procedimiento según reivindicación 1 caracterizado porque adicionalmente comprende mecanizar unos taladros (6) en el cuerpo (2)
alrededor del orificio pasante destinados a albergar unos medios de fijación.
4. Procedimiento según reivindicación 3 caracterizado porque adicionalmente comprende realizar un roscado en los taladros (6) .
5. Procedimiento según reivindicación 1 caracterizado porque comprende
O mecanizar la tajadera (4) y el entalle (7) del asiento (3) para ajustar el cierre de la válvula (1) .
6. Procedimiento según reivindicación 1 caracterizado porque comprende añadir un bonete a la tajadera (4) para generar un cierre estanco entre la parte superior de la tajadera (4) y la parte superior del cuerpo (2) .
______1
2
FIG. 1
_______ 2
FIG.2
FIG.3
~$$:~$$
$ $-$ $
1 1
=======1======~=F======:::p:7//1
7 9
~/
/1
I
, I
I I . I .
II 'V"
- ------1--------
FIG.4
Patentes similares o relacionadas:
Cartucho de control con flujo volumétrico alto y salida de agua mezclada variable, del 1 de Enero de 2020, de CERAMTEC GMBH: Cartucho de control para grifos mezcladores monomando, que comprende una carcasa que tiene una pared de carcasa cilíndrica y que comprende un fondo que tiene […]
Dispositivo desviador y cartucho progresivo, particularmente para accesorios de baño como duchas, bañeras y similares, del 18 de Diciembre de 2019, de CATTANEO, PIERO: Un dispositivo desviador, particularmente para accesorios de baño tales como duchas, bañeras y similares, derivado de un cartucho mezclador, que comprende un […]
Grifería sanitaria, del 23 de Octubre de 2019, de GROHE AG: Grifería sanitaria con una carcasa de grifería , que delimita un espacio interior que, en un pasaje configurado en una pared de carcasa , se convierte […]
Válvula de orificio para sólidos a granel, del 12 de Junio de 2019, de Salina Vortex Corporation: Una válvula de orificio para controlar el flujo de sólidos a granel a través de una abertura, en donde dicha válvula comprende: • […]
CARTUCHO MONOMANDO INTELIGENTE PARA GRIFERÍA, GRIFERÍA INTELIGENTE MONOMANDO Y MÉTODO DE GESTIÓN INTELIGENTE DE GRIFERÍA MONOMANDO, del 4 de Abril de 2019, de I COMPONENTS STUDIO, S.L: La presente invención proporciona un cartucho monomando inteligente para grifería, un grifo inteligente que incorpora dicho cartucho, y un sistema inteligente que incorpora […]
Válvula de control para un aparato de tratamiento de fluido, del 3 de Abril de 2019, de CULLIGAN INTERNATIONAL COMPANY: Una válvula de control para un aparato de tratamiento de fluido, que incluye un cuerpo con al menos un cilindro que define una trayectoria […]
Cartucho de grifo monomando y procedimiento para el montaje del cartucho de grifo monomando, del 6 de Marzo de 2019, de Ideal Standard International NV: Procedimiento para el montaje de un cartucho de grifo monomando para una grifería, que comprende al menos las siguientes etapas: - facilitar una carcasa que presenta […]
Mezclador de agua con mando de palanca, del 12 de Diciembre de 2018, de Phoenix Industries Pty Ltd: Un mezclador de agua que comprende: un cartucho de mezclador que tiene un elemento de control accionable para controlar el flujo de agua desde […]