ELEMENTO DE SUJECION DE SUPERFICIE MACHO MOLDEADO.
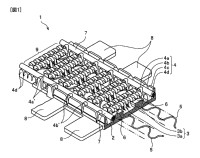
Un elemento de sujeción de superficie (1) tiene paredes contra la penetración de resina (4) de material de resina espumable para moldeo de un cuerpo almohadillado,
respectivamente, en los bordes laterales derecho e izquierdo en la dirección longitudinal en la superficie de una base plana en forma de placa (2) que consiste en resina termoplástica. Existe una región de formación de elemento de acoplamiento (9), que tiene un gran número elementos de acoplamiento moldeados (3), entre las paredes derecha e izquierda contra la penetración de resina (4). En la región de formación del elemento de acoplamiento (9), hilos metálicos (5) de un material magnético lineal se extienden en la dirección longitudinal en intervalos predeterminados en la dirección transversal del elemento de sujeción de superficie. Los hilos metálicos (5) están formados en un zigzag que se invierte en la dirección transversal. Como los hilos metálicos (5) tienen esta forma, la flexibilidad del elemento de sujeción de superficie (1) está asegurada y la fuerza magnética entre una matriz y los hilos metálicos (5) aumenta incluso si los hilos metálicos tienen el mismo magnetismo que antes. En consecuencia, el elemento de sujeción de superficie (1) entra intensamente en contacto estrecho con una matriz de moldeo de resina de espuma (100) independientemente de la superficie irregular de la matriz (100), y no flota desde la matriz de moldeo de resina de espuma (100) ni provoca una desviación de posición. En consecuencia, el material de resina espumable (200) no penetra en la región de formación del elemento de acoplamiento ni siquiera durante el moldeo de espuma, y el elemento de sujeción de superficie (1) puede moldearse de forma precisa e íntegra en una posición especificada de un cuerpo de espuma.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2009/060997.
Solicitante: YKK CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 1, Kanda Izumi-cho, Chiyoda-ku, Tokyo 1018642 ¿1018642 JAPON.
Inventor/es: AKENO, MITSURU, MURASAKI, RYUICHI, TAGA,YUKIO, NOZAWA,Yasutoshi, TERADA,Mineto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A44B18/00 NECESIDADES CORRIENTES DE LA VIDA. › A44 MERCERIA; JOYERIA. › A44B BOTONES, ALFILERES, HEBILLAS, CIERRES DE CORREDERA O DE CURSOR O SIMILARES (cierres adaptados especialmente al calzado A43C). › Cierres del tipo de elementos de enganche por contacto; Fabricación de tales cierres.
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a un elemento de sujeción de
superficie que incluye una región de formación de elementos de
5 acoplamiento macho formados por varias piezas de gancho o piezas en
forma de seta que se acoplan con elementos de acoplamiento hembra de
tipo bucle coincidentes en una superficie de un miembro de base plana en
forma de placa y paredes contra la penetración de resina que están
dispuestas a lo largo de al menos partes de borde izquierda y derecha de la
1 O región de formación del elemento de acoplamiento en una dirección
longitudinal e impiden la penetración de material de resina espumable en la
región de formación del elemento de acoplamiento cuando el elemento de
sujeción de superficie está hecho por moldeo de espuma, y el elemento de
sujeción de superficie puede estar adherido magnéticamente a la matriz de
15 moldeo de resina de espuma.
Técnica anterior
Los asientos de los automóviles o los trenes, y diversas clases de
sofás y sillas de oficina, tienen un cuerpo almohadillado en el interior de los
materiales de piel de su superficie. Para este cuerpo almohadillado se usa
20 la denominada lana de roca, que se obtiene por enmarañamiento de fibras
rígidas como palmas, y cáñamo o fibras sintéticas gruesas y endurecimiento
con caucho o similar, o cuerpos de moldeo de espuma hechos de diversas
clases de materiales de resina espumables. Estos materiales
almohadillados tienen una superficie curva formada por formas cóncavo-
25 convexas que satisfacen factores de ingeniería humana para mantener una
postura sentada que no provoque fatiga a pesar de estar sentado muchas
horas. Si se pretende fabricar eficazmente materiales almohadillados que
tengan una forma superficial tan complicada en grandes cantidades a la vez
que se considera su rendimiento como almohadillado, la lana de roca
30 descrita anteriormente que requiere una serie de procedimientos de
fabricación no puede satisfacer la demanda. En cambio, los cuerpos
almohadillados formados por material de resina espumable se han usado
ampliamente porque pueden fabricarse en un único procedimiento y porque
pueden obtenerse fácilmente varias formas. Es decir, el cuerpo
35
almohadillado hecho del material de resina espumable se moldea en unaforma deseada al mismo tiempo en que se induce espumación vertiendo
material de resina espumable como resina de uretano espumable en una
matriz de moldeo.
El material de piel de superficie como diversas clases de tejido de
5 fibra o cuero natural o sintético se adhiere a y se integra con la superficie
del cuerpo almohadillado moldeado de esta manera. Para realizar dichos
procedimientos de adherencia e integración, se emplea un medio en el que
se vierte material de resina espumable en una matriz de moldeo con el
material de piel de superficie adsorbido a lo largo de una superficie de la
1 O matriz de moldeo de manera que se integre un cuerpo almohadillado con
una superficie posterior del material de piel de superficie al mismo tiempo
que se ejecuta el moldeo, o un medio en el que, después de moldear el
cuerpo almohadillado hecho de material de resina espumable mediante la
matriz de moldeo, el material de piel de superficie cubre la superficie del
15 cuerpo almohadillado y se fija al mismo.
Según el moldeo integral, cuando el material de piel de superficie se
ajusta a lo largo de una superficie interna de la matriz de moldeo, es
adsorbido a lo largo de la superficie interna de la matriz de moldeo por
medio de medios de absorción. Sin embargo, para deformar el material de
20 piel de superficie para seguir la forma superficial de un cuerpo
almohadillado que tiene la configuración superficial complicada según se
menciona anteriormente, el material de piel de superficie en sí necesita
estar formado por materiales que tengan una excelente capacidad de
estiramiento. En este caso, como existe un límite en la capacidad de
25 estiramiento dependiendo del material, es probable que se produzcan
muchas arrugas especialmente entre una superficie de asiento y una
superficie periférica y, así, se han hecho grandes esfuerzos para eliminar
este problema.
Además, como este moldeo integral hace que el cuerpo
30 almohadillado y el material de piel de superficie se integren en todas sus
superficies, cuando se aplica una fuerza intensa en una dirección en la que
el material de piel de superficie se desplaza en la superficie del cuerpo
almohadillado durante el uso real, se genera una fuerza de cizalla entre el
material de piel de superficie y el cuerpo almohadillado de manera que el
35
cuerpo almohadillado a menudo se desgarra parcialmente, y entonces, elmaterial de piel de superficie puede separarse. El material usado como material de piel de superficie está limitado automáticamente para excluir que aparezcan dichas arrugas, y es preferible permitir un ligero movimiento entre el material de piel de superficie y el cuerpo almohadillado de manera que no se aplique ninguna fuerza excesiva ef}tre ellos. Por este motivo, en lugar de integrar el material de piel de superficie al mismo tiempo en que se moldea el cuerpo almohadillado, se ha usado crecientemente un procedimiento para cubrir el material de piel de superficie en un cuerpo almohadillado moldeado con antelación.
O Según se describe anteriormente, como procedimiento general para integrar un elemento de sujeción de superficie macho moldeado en el momento del moldeo del cuerpo almohadillado hecho de material de resina espumable, según se ilustra en la fig. 5, se coloca la superficie de formación de un elemento de acoplamiento de un elemento de sujeción de superficie macho moldeado 1 y se fija en una parte de superficie saliente 101 en una superficie de fondo de una matriz de moldeo de resina de espuma correspondiente a una superficie en hueco de un cuerpo almohadillado que se moldeará de manera que la superficie de formación del elemento de acoplamiento sea opuesta a la parte de superficie saliente y a continuación se vierte material de resina espumable en la matriz de moldeo de resina de espuma 100 de manera que se moldee el cuerpo almohadillado en un estado espumado mientras el elemento de sujeción de superficie macho moldeado 1 se sumerge y se integra en la superficie en hueco del cuerpo almohadillado con la superficie de formación del elemento de acoplamiento del mismo expuesta hacia el exterior. Cuando se realiza dicho moldeo de espuma, debe impedirse que el material de resina espumable fluya a una región de formación de elementos de acoplamiento macho. El material de piel de superficie que está hecho de diversos materiales como tejido de rizo/tejido de punto, cuero natural y cuero sintético y está conformado en forma de una bolsa correspondiente a una forma exterior del cuerpo almohadillado cubre el cuerpo almohadillado moldeado del modo descrito anteriormente. A continuación, los elementos de acoplamiento hembra de tipo bucle dispuestos en una superficie posterior del material de piel de superficie se presionan contra la superficie de formación del elemento de
35 acoplamiento del elemento de sujeción de superficie macho moldeado 1integrado con el cuerpo almohadillado de manera que el material de piel de
superficie se una y se fije a lo largo de la superficie en hueco del cuerpo
almohadillado y se impida que flote por encima del cuerpo almohadillado.
Para impedir que el material de resina espumable penetre en la
5 región de formación del elemento de acoplamiento del elemento de sujeción
de superficie macho moldeado cuando se moldea el cuerpo almohadillado,
se sugieren varias tecnologías en la solicitud de patente en trámite
japonesa n° de publicación 2000-516.485 (Documento de patente 1 ) , la
patente de EE.UU. n° 6.939.596 (Documento de patente 2) y la solicitud de
1 O patente en trámite japonesa n° de publicación 2005-211.198 (Documento
de patente 3) .
En el Documento de patente 1, se moldean íntegramente varios
elementos de acoplamiento macho y se levantan en una superficie de una
cinta de base y se cubren con una cubierta de resina sintética para sumergir
15 los elementos de acoplamiento macho dispuestos en un borde periférico de
una región de formación de los elementos de acoplamiento macho, y se
forma una pared contra la penetración que impide la penetración de
material de resina espumable para rodear la región de formación de los
elementos de acoplamiento macho. El mismo material de resina que el de
20 la cubierta anterior puede estar o no lleno de la cubierta de resina sintética....
Reivindicaciones:
1. Un elemento de sujeción de superficie macho moldeado que
comprende:
5 un miembro de base plana en forma de placa (2) que tiene
superficies delanteras y traseras y está hecho de resina termoplástica;
partes de paredes contra la penetración de resina ( 4) que impiden la
penetración de material de resina espumable de moldeo (200) , con las
partes de paredes contra la penetración de resina ( 4) dispuestas
1 O respectivamente en las partes de bordes laterales derecha e izquierda de la
superficie delantera a lo largo de una dirección longitudinal del miembro de
base plana en forma de placa (2) ;
una región de formación del elemento de acoplamiento (9) que se
proporciona en la superficie delantera del miembro de base plana en forma
15 de placa (2) entre las partes de paredes izquierda y derecha contra la
penetración de resina (4) , con la región de formación del elemento de
acoplamiento en la que una pluralidad de elementos de acoplamiento
macho (3) están moldeados íntegramente en el momento del moldeo del
miembro de base plana en forma de placa (2) ; y
20 material magnético atraído magnéticamente a una matriz de moldeo
de resina de espuma (1 00) en el que se inyecta el material de resina
espumable de moldeo (200) ,
en el que el material magnético está formado por miembros de línea
metálicos (5) cada uno de los cuales se extiende en la dirección longitudinal
25 en una forma serpenteante en el interior de la región de formación del
elemento de acoplamiento (9) entre las partes de paredes contra la
penetración de resina (4) del miembro de base plana en forma de placa (2) .
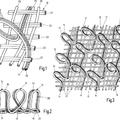
2. El elemento de sujeción de superficie macho moldeado según la reivindicación 1, en el que los miembros de línea metálicos de forma serpenteante (5) están dispuestos en paralelo en dos o más filas separadas entre sí con una distancia predeterminada en una dirección transversal de la superficie delantera en la región de formación del elemento de acoplamiento (9) .
3. El elemento de sujeción de superficie macho moldeado según la
reivindicación 1, en el que los miembros de línea metálicos de forma
serpenteante (5) están curvados en zigzag o conformados en forma de
arrollamiento en un plano.
5
4. El elemento de sujeción de superficie macho moldeado según la
reivindicación 1, en el que los miembros de línea metálicos (5) están
integrados, en el momento de moldeo, con partes de superficie superior
respectivas de dos o más partes de cresta (6) que están moldeadas en el
1 O momento del moldeo del miembro de base plana en forma de placa (2) .
5. El elemento de sujeción de superficie macho moldeado según la
reivindicación 1, en el que cada uno de los miembros de línea metálicos (5)
está formado por un único miembro de línea o una pluralidad de miembros
15 de línea retorcidos, y tiene un grosor de 0, 05 mm a 2 mm.
6. El elemento de sujeción de superficie macho moldeado según la
reivindicación 1, en el que cada uno de los miembros de línea metálicos (5)
tiene un paso de serpenteo de 0, 3 mm a 6 mm.
20
7. El elemento de sujeción de superficie macho moldeado según la
reivindicación 6, en el que las fases de pasos de serpenteo de dos o más
miembros de línea metálicos (5) están separadas entre sí en la dirección
longitudinal del miembro de base plana en forma de placa (2) .
25
8. El elemento de sujeción de superficie macho moldeado según la
reivindicación 1, en el que cada uno de los miembros de línea metálicos (5)
tiene una anchura de serpenteo de 0, 3 mm a 6 mm.
30 9. El elemento de sujeción de superficie macho moldeado según la
reivindicación 1, que comprende además cuerpos elásticos lineales (7) que
tienen rendimiento de sellado,
en el que los cuerpos elásticos lineales (7) están hechos de material
diferente al material del miembro de base plana en forma de placa (2) y los
35
elementos de acoplamiento macho (3) y están unidos fijamente a lo largode cada superficie superior de las paredes izquierda y derecha contra la
penetración de resina ( 4) de manera que cada superficie de sellado de los
cuerpos elásticos lineales (7) se ajusta en un nivel igual a o mayor que cada
nivel superior de los elementos de acoplamiento macho (3) .
5
10. El elemento de sujeción de superficie macho moldeado según la
reivindicación 9, en el que los cuerpos elásticos lineales (7) son cuerpos de
cadena de fibra.
1 O 11. El elemento de sujeción de superficie macho moldeado según la
reivindicación 1, en el que el elemento de sujeción de superficie macho
moldeado (1) está dividido en una dirección longitudinal del mismo en una
pluralidad de piezas divididas (1 a) y el miembro de base plana en forma de
placas (2) de las piezas divididas (1a) y el elemento de sujeción de
15 superficie moldeado (1) están conectados entre sí con cuerpos de conexión
flexibles ( 1 b ) .
Patentes similares o relacionadas:
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Prenda antideslizante y proceso de fabricación de la misma, del 15 de Enero de 2020, de FAIT PLAST S.p.A: Prenda antideslizante que comprende al menos una estructura textil y al menos una parte antideslizante acoplada a dicha estructura textil, comprendiendo dicha […]
Procedimiento para producir salientes en un sustrato, del 23 de Octubre de 2019, de Rocha, Gerald: Un procedimiento para formar salientes sobre un sustrato que comprende: proporcionar un molde que tiene una superficie externa; […]
Sistemas y procedimientos de suministro de elementos de fijación de ganchos en una línea de montaje de moldes, del 23 de Octubre de 2019, de YKK CORPORATION: Sistema apto para cortar y suministrar una pluralidad de bandas de cinta de fijación de ganchos a cada uno de entre una pluralidad de moldes que […]
 Parte de cierre por adhesión de superficie, fabricada a partir de hilados, como producto final de artículo plano que puede comercializarse, del 25 de Septiembre de 2019, de GOTTLIEB BINDER GMBH & CO. KG: Una parte de cierre por adhesión de superficie fabricada a partir de hilados como producto final de artículo plano que puede comercializarse, […]
Parte de cierre por adhesión de superficie, fabricada a partir de hilados, como producto final de artículo plano que puede comercializarse, del 25 de Septiembre de 2019, de GOTTLIEB BINDER GMBH & CO. KG: Una parte de cierre por adhesión de superficie fabricada a partir de hilados como producto final de artículo plano que puede comercializarse, […]
Producto de fijación táctil para incorporar en el moldeo, del 31 de Julio de 2019, de VELCRO BVBA: Una tira de fijador macho con una cara de fijación delantera y una cara trasera, comprendiendo la tira: una base alargada […]
Procedimiento de ensamblaje de al menos dos conjuntos y estructura ensamblada correspondiente, del 24 de Julio de 2019, de APLIX: Procedimiento en el que: - se proporciona un primer conjunto que comprende un campo de elementos de agarre , en concreto, unos ganchos, y un […]
Elemento de fijación intermedia, del 15 de Mayo de 2019, de APLIX: Elemento de fijación intermedia , de una pieza, que comprende una placa , de preferencia sustancialmente plana, que está provista de […]