PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS METÁLICAS Y/O CERÁMICAS UTILIZANDO UN SISTEMA LIGANTE TERMOPLÁSTICO BASADO EN POLISACÁRIDOS.
La presente invención se dirige a una composición para la preparación de piezas moldeadas que comprende (a) al menos un polvo metálico o un polvo cerámico o una combinación de al menos un polvo metálico y al menos un polvo cerámico;
(b) un sistema ligante que comprende a su vez (i) al menos un polisacárido natural o un derivado del mismo, donde dicho polisacárido se encuentra en una proporción de al menos un 50% en volumen con respecto al volumen total del sistema ligante; y (ii) al menos un plastificante, así como a piezas metálicas y/o cerámicas obtenibles a partir de dicha pieza moldeada.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901944.
B22F1/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › Tratamiento especial de polvos metálicos, p. ej. para facilitar su trabajo, para mejorar sus propiedades; Polvos metálicos en sí , p. ej. mezclas de partículas de composiciones diferentes.
B29C45/00B […] › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Fragmento de la descripción:
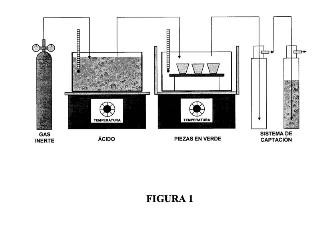
Procedimiento para la fabricación de piezas metálicas y/o cerámicas utilizando un sistema ligante termoplástico basado en polisacáridos. Campo de la técnica La presente invención se encuadra dentro de los procedimientos de moldeo por inyección de polvos, también denominado PIM, útil en la fabricación de piezas metálicas y/o cerámicas, que utiliza un sistema ligante termoplástico de rápida eliminación basado en polisacáridos de origen natural. Antecedentes En el estado de la técnica son ampliamente conocidos procedimientos que permiten la elaboración de piezas con una forma final deseada a partir de mezclas de polvos metálicos y/o cerámicos. De forma tradicional, el material en polvo o particulado se mezcla con un ligante para darle la forma final deseada, lo que se denomina comúnmente pieza en verde. Esta pieza es sometida posteriormente a un tratamiento térmico que permite la eliminación del ligante y la sinterización de las partículas de polvo, produciendo así el producto con la forma finalmente deseada. En los últimos veinte años, la ruta de procesado conocida como moldeo por inyección de polvos (PIM) ha experimentado una gran evolución convirtiéndose en una tecnología capaz de producir piezas pequeñas y/o de difícil geometría con la forma final deseada sin la necesidad de recurrir a procesos de mecanizado que, además de consumir excesivo tiempo y ser caros, llevan asociados pérdidas de material. Este hecho ha provocado que la utilización de esta tecnología sea rentable frente a otras técnicas de procesado como la colada de precisión, el mecanizado o la ruta pulvimetalúrgica tradicional, en especial cuando la complejidad geométrica y los volúmenes de producción son elevados. El proceso PIM comprende cuatro etapas principales. Una primera etapa en la que se prepara la mezcla de polvo metálico o cerámico con el sistema ligante, a la que se denomina comúnmente feedstock. A continuación, dicho feedstock es inyectado utilizando un equipo de moldeo por inyección similar al que se utiliza en la industria del plástico, por lo que es necesario que la mezcla posea unas características Teológicas adecuadas que le permitan fluir y rellenar la cavidad del molde sin problemas. Las piezas así obtenidas compuestas por el polvo metálico y el sistema ligante, o piezas en verde, son sometidas en la siguiente etapa (conocida como etapa de eliminación del ligante o debinding) a la eliminación del ligante ya sea mediante un tratamiento químico, térmico o una combinación de ambos. Estas piezas se denominan piezas en marrón y están formadas por el polvo metálico y una pequeña porción de ligante que confiere la resistencia suficiente para mantener la forma hasta que en la última etapa se someten a un tratamiento térmico de sinterización en el que se produce la unión entre las partículas de polvo. La densificación que tiene lugar en esta última etapa confiere al material unas propiedades físicas, químicas y mecánicas del mismo orden a las obtenidas mediante rutas de procesado convencionales como la colada o la forja. En el proceso PIM, el sistema ligante es utilizado para moldear el polvo del material que se desea procesar con la morfología final deseada actuando como vehículo del mismo. Una vez que se realiza la inyección y el ligante ha cumplido su cometido, deja de ser necesario y debe ser eliminado antes de que se lleve a cabo la sinterización del material. De este modo, el sistema ligante debe presentar dos requisitos muy importantes. En primer lugar su viscosidad debe ser apropiada para que una vez mezclado con el polvo, la mezcla de ambos presente unas características Teológicas adecuadas para que pueda ser moldeada por inyección. En segundo lugar, los constituyentes del sistema ligante deben tener una capacidad adecuada para su eliminación dejando la cantidad mínima de residuos y sin que se produzcan reacciones con el polvo. Existen un gran número de tipos de sistemas ligante que se han aplicado al Moldeo por Inyección de Polvos (PIM). Los que se han utilizado en mayor proporción se basan en polímeros termoplásticos o termoestables y ceras cuya eliminación se realiza mediante la degradación térmica de los constituyentes. Algunos de estos constituyentes son las ceras parafínicas y los polímeros de uso habitual como el polietileno (PE), polipropileno (PP), polimetilmetacrilato (PMMA) entre otros. No obstante la mayoría de ellos son productos derivados del petróleo y, en consecuencia, no amigables con el medio ambiente. Algunos ejemplos de este proceso vienen descritos en US 4,265,794 y US 6,204,316. Un segundo método para llevar a cabo la eliminación del sistema ligante se efectúa a través de una degradación catalítica de sus constituyentes, presentando como ventaja una disminución notable del tiempo requerido para realizar el proceso de eliminación. En la patente US 6,376,585 este proceso se realiza utilizando un generador de radicales libres que actúa como acelerador de la degradación. Un sistema ligante que es comúnmente eliminado mediante degradación catalítica es el poliacetal (-CH 2-O-) n, existiendo diversos métodos para realizar su eliminación mediante aumento de la temperatura (US 4,624,812) o la utilización de atmósferas con ácidos en estado gaseoso (US 5,043,121 y US 5,531,958). Como alternativa a los sistemas ligantes procedentes del petróleo, pueden utilizarse constituyentes de origen natural como, por ejemplo, los derivados de los polisacáridos. En US 6,585,930 se utiliza este tipo de constituyentes para fabricar piezas mediante la técnica de prototipado rápido. En US 6,261,336 y US2006/0037433 se presenta el uso de sistemas ligantes basados en geles formados por polisacáridos y el método para inhibir la corrosión de los polvos 2 ES 2 356 952 A1 metálicos utilizando silicatos de sodio o sales de boro, respectivamente. No obstante, muchos de estos sistemas basados en polisacáridos en forma de hidrogel sufren procesos de corrosión electroquímica cuando se encuentran en contacto con el agua. Además, únicamente pueden emplearse para la fabricación de componentes con un volumen elevado y la extracción de los componentes del interior del molde presenta bastantes dificultades. Min Soo Park (Journal of Material Science, 2001, 36, 5531-6) propone la utilización de un derivado de polisacárido natural junto con polietilenglicol (PEG) como sistema ligante para procesos PIM de aceros inoxidables. El componente mayoritario lo conforma el PEG siendo el derivado de polisacárido adicionado en porcentajes nunca superiores al 35% en peso. La vía de eliminación propuesta es la de eliminación mediante disolución en agua del PEG quedando el polisacárido como elemento sustentador y siendo éste eliminado posteriormente mediante degradación térmica. Esta eliminación térmica debe hacerse en una atmósfera oxidante para eliminar todo el componente polisacárido, de lo contrario queda un cierto porcentaje de residuo pernicioso para el proceso. Si la atmósfera es oxidante, a la temperatura de procesado los polvos metálicos se pueden ver afectados por procesos de contaminación y oxidación, lo cual no es deseable y afecta a otras etapas del proceso como la sinterización. Existen asimismo polímeros termoplásticos derivados de componentes naturales que están siendo comercializados para usos en el ámbito de moldeo por inyección de plásticos. Estos polímeros se están formulando para poseer características concretas en su intervalo de comercialización y están enfocados a resistir frente a degradación y aumentar sus propiedades de resistencia mecánica y a la temperatura, aspectos que en principio no son relevantes para su aplicación en PIM y que incluso pueden ser negativos para tales propósitos. Ejemplos de estos termoplásticos naturales biodegradables se pueden encontrar en US 5,922,379, US 6,235,815, US 6,472,497, US 5,478,386. En todos ellos se hace imprescindible el uso de plastificantes para mejorar su procesabilidad para un intervalo de temperaturas inferiores a la de su degradación. Estos plastificantes han de cumplir el requerimiento esencial de ser, a priori, amigables con el medio ambiente en el sentido de no ser tóxicos, no producir residuos perjudiciales ni dañinos y a ser posible presentar características biodegradables. Entre los plastificantes encontrados destacan los poliglicoles, el polióxido de etileno, poliésteres con sustituciones aromáticas y ureicas, urea, sorbitol, glicerol, citratos. No obstante, estos sistemas se han empleado únicamente en procedimientos de inyección de materiales plásticos. A la vista del estado de la técnica, se hace necesario el empleo de sistemas ligantes de origen natural compatibles con polvos de naturaleza metálica o cerámica para su utilización en el proceso de moldeo por inyección de polvos, que no sean susceptibles de sufrir corrosión...
Reivindicaciones:
1. Composición para la preparación de piezas moldeadas que comprende: - - al menos un polvo metálico o un polvo cerámico o una combinación de al menos un polvo metálico y al menos un polvo cerámico; un sistema ligante que comprende: i. al menos un polisacárido natural o un derivado del mismo, donde dicho polisacárido se encuentra en una proporción de al menos un 50% en volumen con respecto al volumen total del sistema ligante; y ii. al menos un plastificante. 2. Composición según reivindicación 1, donde la proporción en volumen del polisacárido natural o derivado del mismo es de al menos un 65% con respecto al volumen total del sistema ligante. 3. Composición según cualquiera de las reivindicaciones 1 a 2, donde el sistema ligante comprende además surfactantes, desmoldeantes o mezclas de los mismos. 4. Composición según cualquiera de las reivindicaciones 1 a 3, donde el polisacárido es almidón, celulosa o un derivado de los mismos. 5. Composición según cualquiera de las reivindicaciones 1 a 4, donde el plastificante se selecciona entre sorbitol, glicerol, urea, polietilenglicol, polivinilalcohol, sacarosa y citrato de trietilo. 6. Composición según cualquiera de las reivindicaciones 1 a 5, donde el polvo, ya sea metálico, cerámico o una combinación de ambos, se encuentra en una proporción comprendida entre 40% y 80% en volumen con respecto al volumen total del sistema ligante. 7. Composición según reivindicación 6, donde el polvo, ya sea metálico cerámico o una combinación de ambos, se encuentra en una proporción comprendida entre 55% y 75% en volumen con respecto al volumen total del sistema ligante. 8. Procedimiento para la preparación de una composición como se define en cualquiera de las reivindicaciones 1 a 7, que comprende la mezcla física del polvo metálico o del polvo cerámico o de la combinación del polvo metálico y el polvo cerámico con el sistema ligante. 9. Procedimiento para la preparación de piezas moldeadas que comprende: i. preparar una composición que comprende al menos un polvo metálico o un polvo cerámico o la combinación de al menos un polvo metálico y al menos un polvo cerámico, y un sistema ligante, como se define en cualquiera de las reivindicaciones 1 a 7, mediante la mezcla física de dichos componentes a una temperatura que permita que la mezcla resultante se funda y fluya; y ii. someter la composición obtenida en i) a un proceso de moldeo para obtener una pieza sólida moldeada. 10. Procedimiento según reivindicación 9, donde la temperatura a la que se efectúa la mezcla del polvo metálico o del polvo cerámico o de la combinación de polvo metálico y polvo cerámico con el sistema ligante está comprendida entre 70 y 300ºC. 11. Procedimiento según reivindicaciones 9 a 10, donde el proceso de moldeo comprende: i. inyectar la composición fluida obtenida en la etapa i) en el interior de un molde; ii. enfriar la composición en el molde a una temperatura por debajo del punto de fusión de sistema ligante para proporcionar una estructura moldeada que retiene la forma de la cavidad del molde; y iii. expulsar la pieza moldeada fuera del molde. 12. Pieza sólida moldeada obtenible según un procedimiento como se define en cualquiera de las reivindicaciones 9 a 11. 11 ES 2 356 952 A1 13. Procedimiento para la preparación de piezas metálicas y/o cerámicas que comprende: i. preparar una composición que comprende al menos un polvo metálico o un polvo cerámico o una combinación de un polvo metálico y un polvo cerámico, y un sistema ligante, como se define en cualquiera de las reivindicaciones 1 a 7, mediante la mezcla física de dichos componentes, a una temperatura que permita que la mezcla resultante se funda y fluya; ii. someter la composición obtenida en i) a un proceso de moldeo para obtener una pieza sólida moldeada. iii. eliminar el sistema ligante; iv. sinterizar la pieza moldeada. 14. Procedimiento según reivindicación 13, donde la etapa de eliminación del sistema ligante se realiza utilizando de manera independiente o conjunta cualquiera de los siguientes métodos: i. degradación térmica mediante la aplicación de un ciclo térmico en un intervalo de temperaturas comprendido entre 70ºC y 550ºC sobre las piezas moldeadas; ii. extracción con sustancias en estado líquido o gaseoso capaces de disolver parcial o totalmente al menos uno de los constituyentes del sistema ligante; iii. degradación catalítica en presencia de un ácido capaz de romper los enlaces de tipo glucosídico existentes entre los monosacáridos que constituyen las cadenas de polisacáridos, así como los enlaces carbonocarbono de los monosacáridos. iv. degradación mediante reacción química de ácido periódico con los constituyentes del sistema ligante que presenten grupos -OH y/o -NH2 en carbonos vecinales. 15. Procedimiento según reivindicación 14, donde la etapa de eliminación del sistema ligante se realiza mediante degradación catalítica en presencia de un ácido capaz de romper los enlaces de tipo glucosídico existentes entre los monosacáridos que constituyen las cadenas de polisacáridos, así como los enlaces carbono-carbono de los monosacáridos. 16. Procedimiento según reivindicación 15, donde el ácido es ácido periódico. 17. Procedimiento según reivindicación 14 a 16, donde la degradación catalítica se lleva a cabo a una temperatura comprendida entre 100 y 450ºC. 18. Pieza obtenible según un procedimiento como se define en cualquiera de las reivindicaciones 13 a 17. 12 ES 2 356 952 A1 13 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés
ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende:
del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende
(a) un aditivo para evitar la separación de fases;
(b) un polímero polimerizado […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo:
un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .