Procedimiento para crear juntas en placas y para cortar baldosas a partir de placas.
Procedimiento para crear juntas en placas (5) utilizando una máquina que comprende un dispositivo de corte (17)que comprende más de dos sierras circulares (15),
en el que las más de dos sierras (15) están dispuestas paralelasy dispuestas sobre un carro desplazable, que comprende las etapas de:
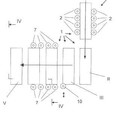
a) mover una placa (5) hacia la máquina utilizando un alimentador (11);
b) sostener la placa estacionaria sobre una superficie de soporte (13);
c) mover el dispositivo de corte (17), en particular linealmente, sobre la placa para crear así juntas sobre la placa,en el que el dispositivo de corte (17) es móvil y se mueve sobre la placa (5) que, durante la acción de corte, está fija,en el que durante el movimiento del dispositivo de corte (17), la placa (5) es presionada contra el dispositivo de corte(17).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10008021.
Solicitante: BERRY FINANCE NV.
Nacionalidad solicitante: Bélgica.
Dirección: INGELMUNSTERSTEENWEG 162 8780 OOSTROZEBEKE BELGICA.
Inventor/es: HINDERSLAND,LEIF KARE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27F1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27F COLAS DE MILANO; ESPIGAS; MORTAJADORAS PARA MADERA O MATERIALES SIMILARES; MAQUINAS DE CLAVAR, DE GRAPAR O DE UNIR (herramientas manuales para clavar o grapar B25C; fabricación de cajas, arcas o cofres de madera B27M 3/34; medios de ensamblaje para elementos de construcción en general, p. ej. clavijas utilizadas en la construcción de edificios, E04B 1/38; elementos de ensamblaje en general, p. ej. clavijas en general, F16B). › B27F 1/00 Ensamblajes de cola de milano; Espigas; Fabricación de lengüetas o de ranuras (entallado B27F 5/00 ); Ensamblajes de ranuras y lengüetas; Ensamblaje de dedos (máquinas o dispositivos para realizar ensamblajes de uñas B27G 5/00; herramientas de corte para tallar ranuras o espigas B27G 13/14). › Fabricación de lengüetas o de ranuras, de longitud indeterminada.
- B27M3/04 B27 […] › B27M TRABAJO DE LA MADERA NO PREVISTO EN LAS SUBCLASES B27B - B27L; FABRICACION DE ARTICULOS PARTICULARES DE MADERA. › B27M 3/00 Fabricación o restauración de artículos particulares semiacabados o acabados (características de los dispositivos de copiado B23Q; fabricación del contrachapado o de las hojas de madera para el chapado, conformación del contrachapado de las hojas de madera para el chapado con vistas a la formación de artículos B27D; de partes interiores para el contrachapado B27D 1/06; máquinas para clavar o grapar en general B27F 7/00; fabricación de elementos para la tonelería o la fabricación de ruedas B27H). › de elementos para suelos, p. ej. planchas de parquet (montaje de elementos de madera sobre soportes hechos de material distinto a la madera B32B, p. ej. B32B 37/00).
PDF original: ES-2392159_T3.pdf
Fragmento de la descripción:
Procedimiento para crear juntas en placas y para cortar baldosas a partir de placas.
La invención se refiere a un procedimiento para crear juntas en placas y a un procedimiento para cortar placas en paneles de suelo o baldosas, utilizando una máquina que comprende un dispositivo de corte y un procedimiento para cortar placas en paneles o baldosas, en particular baldosas de suelo, baldosas de pared o azulejos, utilizando una máquina que comprende un dispositivo de corte.
Los paneles de suelo, las baldosas o los azulejos realizados a partir de placas comprenden una capa decorativa que presenta un patrón decorativo para proporcionar a los paneles de suelo, las baldosas o los azulejos el efecto decorativo deseado. El patrón decorativo puede ser una estructura de madera, una estructura de piedra o similar. La capa decorativa va soportada por una capa de soporte formando así un laminado.
En el caso de baldosas de suelo, baldosas de pared o azulejos, el recubrimiento del suelo o de la pared no presenta una superficie continua a diferencia del parquet, ya que la ranura entre esas baldosas, al igual que sucede con baldosas de suelo o piedra originales, se rellena con un material particular, tal como un material de sellado.
Los productos descritos anteriormente se fabrican cortando grandes placas, por ejemplo de madera, HDF (fibra de la alta densidad) o MDF (fibra de media densidad) y que actúan de soporte y se recubren por una capa o laminado decorativo, formando paneles y baldosas de suelo de tamaños deseados utilizando un dispositivo de corte. Además, en el caso de las baldosas, en las placas se crean unas juntas lo cual consiste en cortar sólo parcialmente la placa, sin cortar a través de la misma, de manera que por lo menos se elimina la capa decorativa, de modo que la capa de soporte se vuelve visible y por lo tanto puede conseguirse un efecto óptico particular que corresponde a juntas entre baldosas reales.
Para hacer esto se cortan grandes placas utilizando un dispositivo de corte fijo a través del cual se desplazan las placas. Como que es necesario presionar las placas contra la sierra para crear cortes o juntas, hay un riesgo elevado de que se creen grietas en la superficie de la placa en caso de que existan pequeñas partículas o virutas, que se forman durante el corte, en la superficie que se está presionando contra el dispositivo de corte. Además, también en la cara posterior pueden producirse grietas debido a la presencia de pequeñas partículas o virutas entre la superficie de la cara posterior de la placa y el dispositivo de alimentación sobre el cual se transporta la placa. La presencia de grietas reduce la calidad del producto final o da lugar a productos que tienen que rechazarse, reduciéndose así el rendimiento productivo.
DE 4114895 A describe un procedimiento para cortar un panel mediante dos sierras circulares montadas en un carro desplazable.
Por lo tanto, el objetivo de la presente invención es disponer una máquina para crear juntas en paneles y/o para cortar paneles de suelo o baldosas a partir de placas con la cual se obtenga un mejor rendimiento productivo y/o pueda conseguirse una mejor calidad del producto reduciendo el riesgo de formación de grietas. Un objetivo de la presente invención es también disponer un procedimiento para mejorar el rendimiento productivo y/o la calidad del producto reduciendo el riesgo de formación de grietas.
Este problema se resuelve mediante el procedimiento para crear juntas en placas según la reivindicación 1 y/o el procedimiento para cortar placas en paneles de suelo o baldosas, en particular baldosas de pared o azulejos según la reivindicación 4.
De acuerdo con la invención, las placas no se desplazan respecto a un dispositivo de corte fijo, sino respecto al dispositivo de corte que es desplazable y por lo tanto se mueve sobre una placa, que durante la acción de corte es fija, para crear juntas y/o cortar la placa para formar paneles o baldosas de suelo.
Durante el movimiento de la sierra sobre la superficie de la placa, la cara posterior de la placa no se desplaza, de manera que incluso si se aplica presión entre el dispositivo de corte y la placa se reduce la probabilidad de que se formen grietas en la cara posterior. También en el lado de la superficie hacia el dispositivo de corte, y que normalmente lleva la capa decorativa, se observa una cantidad de grietas reducida en comparación con la máquina y/o el procedimiento de la técnica anterior. Esto puede mejorarse más configurando el dispositivo de corte de manera que la única interacción entre el dispositivo de corte y la placa se produzca entre la cuchilla de corte y la superficie de la placa. Además, debido al hecho de que la propia placa es fija, la aparición de vibraciones de la placa se reduce más, mejorando así la precisión del corte que realiza el dispositivo de corte.
Las sierras están dispuestas sobre un carro desplazable. Montando una sierra estándar sobre el carro desplazable puede obtenerse una realización técnica simple del dispositivo de corte.
El dispositivo de corte comprende dos o más sierras que tienen sus placas de corte dispuestas preferiblemente en paralelo y que quedan dispuestas en el carro desplazable. De este modo pueden realizarse varios cortes o juntas a la vez disponiendo solamente un carro desplazable.
La máquina puede comprender preferiblemente, además, medios de desplazamiento configurados para mover una placa desde los medios de alimentación sobre la superficie de apoyo y/o desde la superficie de soporte sobre los medios de alimentación o configurados para desplazar el dispositivo de corte hacia la superficie de soporte o los medios de alimentación. Los medios de alimentación reciben placas desde unos medios de suministro externos tales como, por ejemplo, una cinta transportadora, etc., en un plano que es diferente al plano en el que está colocado el dispositivo de corte. Los medios de desplazamiento sirven, por lo tanto, para cambiar de un plano a otro, para poner la placa en contacto con la (s) hoja (s) de corte del dispositivo de corte. Tras el corte, el cambio de plano va en sentido contrario y la placa tratada se saca de la máquina utilizando de nuevo el dispositivo de alimentación. La placa tratada se desplaza de nuevo sobre la cinta de transporte o bien sobre unos segundos medios de transporte, por ejemplo en el lado opuesto de la máquina.
La máquina comprende, además, medios para presionar la placa contra el dispositivo de corte. Al presionar la placa contra el dispositivo de corte pueden obtenerse cortes con pequeñas tolerancias de fabricación ya que pueden evitarse vibraciones de la placa durante el corte.
En una realización preferida, los medios de desplazamiento y los medios para presionar la placa contra el dispositivo de corte se combinan en un dispositivo. Esto simplifica aún más el diseño de la máquina ya que el número de elementos puede reducirse. Una integración de los medios de desplazamientos y los medios de presión en un dispositivo se simplifica además en el caso en el que la dirección de movimiento para el cambio de los planos y la presión de la placa contra la sierra es la misma.
Ventajosamente, la máquina puede comprender, además, medios de regulación para colocar una placa en la superficie de soporte o los medios de alimentación respecto a por lo menos una sierra. Dichos medios de regulación ayudan, además, a mejorar las tolerancias de fabricación y/o pueden utilizarse para cambiar la posición de las líneas de corte o las juntas en la placa. Los medios de regulación están configurados en particular para mover la placa en el plano de la placa que es substancialmente perpendicular al plano de la (s) hoja (s) de sierra.
Preferiblemente, de acuerdo con el procedimiento de la invención, el dispositivo de corte puede comprender unas sierras que tienen unas placas de corte que se encuentran dispuestas paralelas entre sí para formar de este modo dos juntas paralelas o por lo menos dos líneas de corte paralelas sobre la placa. De este modo pueden realizarse varias líneas de corte o juntas a la vez solamente disponiendo un carro desplazable.
De acuerdo con una realización preferida del procedimiento de la invención, la placa se presiona contra el dispositivo de corte durante el movimiento del dispositivo de corte. Esto sirve para mejorar las tolerancias de fabricación.
Ventajosamente, antes de la etapa c) la placa se puede colocarse sobre la superficie de soporte... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para crear juntas en placas (5) utilizando una máquina que comprende un dispositivo de corte (17) que comprende más de dos sierras circulares (15) , en el que las más de dos sierras (15) están dispuestas paralelas y dispuestas sobre un carro desplazable, que comprende las etapas de:
a) mover una placa (5) hacia la máquina utilizando un alimentador (11) ; b) sostener la placa estacionaria sobre una superficie de soporte (13) ; c) mover el dispositivo de corte (17) , en particular linealmente, sobre la placa para crear así juntas sobre la placa,
en el que el dispositivo de corte (17) es móvil y se mueve sobre la placa (5) que, durante la acción de corte, está fija,
en el que durante el movimiento del dispositivo de corte (17) , la placa (5) es presionada contra el dispositivo de corte (17) .
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que las sierras tienen unas hojas de sierra que están dispuestas paralelas entre sí para formar de este modo por lo menos dos juntas paralelas o por lo menos dos líneas de corte paralelas sobre la placa.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado por el hecho de que, antes de la etapa c) , la placa queda dispuesta sobre la superficie de soporte respecto a las sierras.
4. Procedimiento para cortar placas en paneles de suelo o baldosas, en particular, baldosas de suelo, baldosas de pared o azulejos, utilizando una máquina que comprende un dispositivo de corte (17) que comprende más de dos sierras circulares (15) , en el que las más de dos sierras (15) están dispuestas paralelas y dispuestas sobre un carro desplazable, que comprende las etapas de:
a) mover una placa (5) hacia la máquina utilizando un alimentador (11) b) sostener la placa estacionaria sobre una superficie de soporte (13) ; c) mover el dispositivo de corte (17) , en particular linealmente, sobre la placa para cortar así la placa (5) ,
en el que el dispositivo de corte (17) es móvil y se mueve sobre la placa (5) que, durante la acción de corte, está fija,
en el que durante el movimiento del dispositivo de corte (17) , la placa (5) es presionada contra el dispositivo de corte.
5. Procedimiento según la reivindicación 4, caracterizado por el hecho de que las sierras tienen unas hojas de sierra que están dispuestas paralelas entre sí para formar de este modo por lo menos dos juntas paralelas o por lo menos dos líneas de corte paralelas sobre la placa.
6. Procedimiento según la reivindicación 4 ó 5, caracterizado por el hecho de que, antes de la etapa c) , la placa queda dispuesta sobre la superficie de soporte respecto a las sierras.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un panel para un revestimiento de suelo, pared y/o techo, del 29 de Abril de 2019, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de un panel para un revestimiento de suelo, pared y/o techo, - en el que en al menos cuatro cantos exteriores […]
Método de fabricación de un tablero de suelo basado en fibra de madera, del 7 de Diciembre de 2018, de VALINGE INNOVATION AB: Método de fabricación de un tablero de suelo que comprende un núcleo basado en fibra de madera, una capa de superficie delgada y una […]
Procedimiento para la fabricación de paneles, en particular paneles para suelo, del 21 de Diciembre de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de paneles (1, 1a, 1b), en particular paneles para suelo, en el que se realizan las siguientes etapas: - facilitación […]
Método de fijación de una tira a una placa de tarima flotante, del 12 de Octubre de 2016, de VALINGE INNOVATION AB: Método de fijación de una tira como al menos una parte de una unión en al menos dos lados opuestos de una placa (1, 1') de tarima flotante rectangular […]
 Panel para un revestimiento de suelo, pared y/o techo así como procedimiento para su fabricación, del 26 de Noviembre de 2013, de Fritz Egger GmbH ; Co. OG: Panel para un revestimiento de suelo, pared y/o techo,
- con al menos cuatro cantos exteriores,
- presentando al menos dos cantos […]
Panel para un revestimiento de suelo, pared y/o techo así como procedimiento para su fabricación, del 26 de Noviembre de 2013, de Fritz Egger GmbH ; Co. OG: Panel para un revestimiento de suelo, pared y/o techo,
- con al menos cuatro cantos exteriores,
- presentando al menos dos cantos […]
Panel rígido de suelo, del 14 de Noviembre de 2013, de UNILIN BEHEER B.V.: Panel rígido para suelo para un revestimiento para suelos, cuyo panel es rectangular, es decir,alargado o cuadrado, y tiene en el que cada panel […]
Panel de suelo rígido con medios mecánicos de fijación integrados, del 14 de Noviembre de 2013, de UNILIN BEHEER B.V.: Panel rígido para suelo para un revestimiento para suelos, cuyo panel es rectangular, es decir, alargado ocuadrado, y tiene un primer par y un segundo […]
Panel rígido para suelo y revestimiento de suelo, del 13 de Noviembre de 2013, de UNILIN BEHEER B.V.: Panel rígido para suelo con un primer par así como un segundo par de lados opuestos que en el primer par de lados se proveen con piezas de acoplamiento […]