Muela de disco con placa de montaje integrada.
Una muela abrasiva, que comprende:
un disco abrasivo aglomerado (30') que incluye granos abrasivos dispuestos dentro de una matrizaglomerante;
una placa de montaje (40') fijada integralmente a dicho disco (30');
teniendo dicha placa de montaje (40') una pluralidad de primeras porciones roscadas de fijación (20', 20")dispuestas en ella con arreglo a un patrón predeterminado;
estando fabricada dicha placa de montaje (40') de una composición que incluye un material polímero;
estando dicha pluralidad de primeras porciones roscadas de fijación (20', 20") configuradas cada una paraacoplamiento respectivo con una pluralidad de segundas porciones roscadas de fijación (22) dispuestas alo largo de una placa frontal (24) de una máquina de rectificación;
caracterizada porque dicha placa de montaje (40') comprende una pluralidad de soportes alargados (44)que se extienden radialmente y en el sentido de la circunferencia entre dichas primeras porciones defijación (20', 20").
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/085565.
Solicitante: SAINT-GOBAIN ABRASIVES, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1 NEW BOND STREET BOX NO. 15138 WORCESTER, MA 01615-0138 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LEMBERGER, MICHAEL, J., BALDING,ALAN R.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24D18/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › Fabricación de herramientas para trabajar con muelas, p. ej. ruedas no previstas en otro lugar.
- B24D7/16 B24D […] › B24D 7/00 Muelas aglomeradas, o muelas dotadas de segmentos abrasivos incorporados, concebidas para trabajar de otra manera que por su periferia, p. ej. por el costado; Anillos o accesorios para el montaje de estas muelas. › Anillos; Accesorios para el montaje de muelas.
PDF original: ES-2388313_T3.pdf
Fragmento de la descripción:
Muela de disco con placa de montaje integrada
1. Campo técnico
Esta invención se refiere a muelas abrasivas, y más particularmente a muelas de disco que tienen placas de montaje integradas para facilitar el montaje a las placas frontales de las máquinas de rectificación de superficies.
2. Información de Antecedentes
Las muelas abrasivas (es decir, de rectificación) son ampliamente utilizadas en máquinas de rectificación convencionales y en rectificadores angulares portátiles. Cuando se utiliza en estas máquinas, la muela está fijada por su centro y se hace girar a una velocidad relativamente alta mientras se presiona contra la pieza de trabajo (es decir, la pieza a mecanizar) . La superficie abrasiva de la muela de disco desgasta la superficie de la pieza por la acción colectiva de corte de los granos abrasivos de la muela.
Las muelas se utilizan tanto en operaciones de rectificación tosca como en operaciones de rectificación de precisión. La rectificación tosca se utiliza para realizar una eliminación rápida de material sin preocupación particular por el acabado de la superficie y el material consumido. Ejemplos de rectificación tosca incluyen la eliminación rápida de impurezas de tochos, la preparación de costuras soldadas y el corte del acero. La rectificación de precisión concierne al control de la cantidad de material eliminado para conseguir tolerancias dimensionales y/o acabado superficial deseados. Ejemplos de rectificación de precisión incluyen la eliminación de cantidades precisas de material, el afilado, la conformación, y operaciones generales de acabado de superficies tales como pulimentación y armonización (es decir, alisado de los cordones de soldadura) .
Las muelas convencionales de rectificación de caras o de superficies, en las cuales la cara generalmente plana de la muela se aplica a la pieza a mecanizar, pueden utilizarse tanto para rectificación tosca como de precisión, utilizando un rectificador convencional de superficies o un rectificador angular con la cara plana orientada en un ángulo de hasta aproximadamente 6 grados con relación a la pieza a mecanizar. Las muelas convencionales de rectificación de caras o de superficies se fabrican a menudo por moldeo de una mixtura de material particulado abrasivo y aglomerante, con o sin refuerzos de fibras, para formar una muela abrasiva rígida, monolítica, y aglomerada. Un ejemplo de abrasivo aglomerado adecuado incluye alúmina, carburo de silicio y granos de alúmina-circonia en una matriz aglomerante de resina. Otros ejemplos de abrasivos aglomerados incluyen diamante, CBN, alúmina, o granos de carburo de silicio, en un aglomerante vitrificado o metálico. Diversas formas de muela diseñadas por el ANSI (American National Standards Institute) se utilizan comúnmente en operaciones de rectificación de caras o superficies. Estos tipos de muela incluyen muelas cilíndricas (Tipo 2) , discos abrasivos (muelas que tienen mitades de caras de rectificación planas anulares) , muelas de copa cilíndrica (Tipo 6) , de copa acampanada (Tipo 11) , muelas de plato (Tipo 12) , y muelas con centro rebajado (Tipos 27 y 28) .
Muchas de estas muelas/discos convencionales de rectificación de caras o rectificación de superficies, tales como las muelas de copa cilíndrica Tipo 6 u otras que tienen un centro rebajado, pueden montarse convenientemente en un husillo/eje de una máquina de rectificación simplemente por el uso de un fijador roscado que pasa a través de un orificio central de la muela y aprieta la muela contra una o más bridas del husillo. Sin embargo, en muchas otras aplicaciones, v.g. en virtud de su configuración y/o tamaño relativamente grande, es deseable fijar estas muelas en puntos múltiples dispuestos radialmente hacia fuera de sus orificios centrales de una manera que no rompa la continuidad de la cara de rectificación.
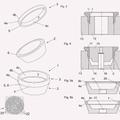
Como se muestra en Fig. 1, esta disposición se realiza típicamente por incrustación de tuercas metálicas roscadas 20 en la cara posterior de un disco abrasivo 30. Las tuercas están acopladas a pernos 22 que pasan a través de una brida o placa frontal 24 de una máquina de rectificación. Este enfoque proporciona ventajosamente un número relativamente grande de puntos de contacto distribuidos, que fijan de manera segura muelas incluso relativamente grandes a la máquina de rectificación (v.g., con hasta 64 combinaciones de tuerca y perno 20, 22, para una muela de 42 pulgadas (107 cm) de diámetro) . Un inconveniente de este enfoque, sin embargo, es que tales muelas puedan recibir tantas como 64 tuercas cada una, dispuestas de acuerdo con patrones de orificio de pernos que pueden variar dependiendo del tipo y tamaño de la muela, así como del fabricante de la máquina de rectificación. Como tal, la fabricación de estos discos, con inclusión de los pasos de proceso asociados con la incrustación de las tuercas de acuerdo con los patrones de orificio deseados, tiende a consumir un tiempo relativamente grande y a ser intensiva en mano de obra.
Por ejemplo, las tuercas 20 se incrustan típicamente por medio de accesorios complejos utilizados durante las operaciones de llenado y prensado del molde. El accesorio se retira antes de las operaciones de curado térmico, y sin el soporte proporcionado por el accesorio, las tuercas tienden a moverse a medida que el disco se cura durante la maduración al fuego, creando problemas de alineación cuando se montan los discos en las máquinas de rectificación.
Alternativamente, puede utilizarse un accesorio para soportar las tuercas durante el moldeo. El acoplamiento roscado del accesorio y las tuercas permite que el disco y la placa se calienten como un todo. Una vez terminado la 2 5
maduración al fuego, se retira el accesorio, v.g., por desenroscado del mismo, a fin de soltar el accesorio de los discos calentados. Aunque la maduración al fuego de los discos con el accesorio unido tiende a minimizar cualquier movimiento de las tuercas, este método impide de hecho que el accesorio pueda volver a utilizarse, hasta que se completa la maduración al fuego, lo cual requiere tener a disposición un número relativamente grande de accesorios. Este requerimiento se suma al número ya de por sí grande de piezas discretas requeridas para una operación típica de fabricación de discos abrasivos, lo cual puede requerir miles de piezas para fabricar discos en un intervalo deseado de tamaños y tipos.
Haciendo referencia a Fig. 2, otros enfoques de montaje utilizan una placa de montaje 36 de acero que tiene orificios de montaje perforados y aterrajados configurados para recibir un espárrago o perno roscado que atraviesa la placa frontal 24 de la máquina de rectificación. Como se muestra, la placa 36 está pegada a una cara posterior del disco
30. Aunque este enfoque puede funcionar satisfactoriamente para algunas ruedas abrasivas (v.g., las de pequeño diámetro) , el peso y coste adicionales asociados con las placas metálicas 24 adecuadas para muelas de gran tamaño, v.g., hasta 44 pulgadas (112 cm) y 300 lbs (136 kg) tendería a ser prohibitivo.
GB-A 1.458.347 describe una muela abrasiva aglomerada que comprende: un disco abrasivo aglomerado que incluye granos abrasivos dispuestos en el interior de una matriz aglomerante, una placa de montaje fijada integralmente al disco, teniendo dicha placa de montaje una pluralidad de tuercas de fijación cónicas con rosca de tornillo incrustadas en ella, estando fabricada dicha placa de montaje a partir de una composición que incluye un material polímero. Las tuercas de fijación cónicas y provistas de rosca de tornillo están configuradas cada una para acoplamiento respectivo con una pluralidad de pernos provistos de rosca de tornillo dispuestos a lo largo de una placa frontal de una máquina de rectificación.
Así pues, existe necesidad de un disco abrasivo de rectificación de superficies mejorado y un método para fijación del disco a una máquina de rectificación.
SUMARIO
El objeto de la presente invención es una muela de disco abrasiva aglomerada como se define en la reivindicación 1 y un método de fabricación de una muela abrasiva como se define en la reivindicación 15. Las reivindicaciones dependientes se refieren a realizaciones preferidas de la invención.
De acuerdo con la presente invención, una muela de disco abrasiva aglomerada está provista de un disco abrasivo aglomerado que incluye granos abrasivos dispuestos en el interior de una matriz... [Seguir leyendo]
Reivindicaciones:
1. Una muela abrasiva, que comprende: un disco abrasivo aglomerado (30') que incluye granos abrasivos dispuestos dentro de una matriz aglomerante;
una placa de montaje (40') fijada integralmente a dicho disco (30') ; teniendo dicha placa de montaje (40') una pluralidad de primeras porciones roscadas de fijación (20', 20") dispuestas en ella con arreglo a un patrón predeterminado; estando fabricada dicha placa de montaje (40') de una composición que incluye un material polímero; estando dicha pluralidad de primeras porciones roscadas de fijación (20', 20") configuradas cada una para
acoplamiento respectivo con una pluralidad de segundas porciones roscadas de fijación (22) dispuestas a lo largo de una placa frontal (24) de una máquina de rectificación; caracterizada porque dicha placa de montaje (40') comprende una pluralidad de soportes alargados (44) que se extienden radialmente y en el sentido de la circunferencia entre dichas primeras porciones de fijación (20', 20") .
2. La muela de la reivindicación 1, en la cual las primeras porciones roscadas de fijación (20', 20") son no metálicas.
3. La muela de la reivindicación 1, en la cual las primeras porciones roscadas de fijación (20', 20") son metálicas.
4. La muela de la reivindicación 1, en la cual dicho disco (30') tiene un diámetro comprendido entre 13 cm (5 pulgadas) y 112 cm (44 pulgadas) .
5. La muela de la reivindicación 4, en la cual dicha placa de montaje (40') tiene un diámetro que es al menos 50% 20 del correspondiente a dicho disco (30') .
6. La muela de la reivindicación 5, en la cual dicha placa de montaje (40') tiene un área de corte transversal comprendida dentro de un intervalo de 5 a 27% del correspondiente a dicho disco (30') .
7. La muela de la reivindicación 2, en la cual dicha placa de montaje (40') tiene un área de corte transversal comprendida dentro de un intervalo de 40 a 100% del correspondiente a dicho disco (30') .
8. La muela de la reivindicación 2, en la cual dicha placa de montaje (40') tiene un diámetro que es al menos 95% del correspondiente a dicho disco (30') .
9. La muela de la reivindicación 1, en la cual dicha placa de montaje (40') es una placa de montaje moldeada por compresión (40') que tiene un límite de elasticidad de al menos 40 MPa como se determina utilizando un accesorio de flexión en tres puntos con 5 cm (2 pulgadas) de abertura y un rodillo que se mueve libremente que opera a una
velocidad de avance de 1, 3 cm (0, 5 pulgadas) por minuto.
10. La muela de la reivindicación 2, en la cual el límite de elasticidad es al menos 100 MPa hasta al menos 500 MPa.
11. La muela de la reivindicación 2, en la cual cada una de dicha pluralidad de primeras porciones roscadas de
fijación (20', 20") tiene una resistencia al arrancamiento de al menos 2224 a 5338 Newtons (500 a al menos 1200 35 libras) , para un perno de 5/8-11 roscado de 12, 7 mm (0, 5 pulgadas) de profundidad.
12. La muela de la reivindicación 1, en la cual dicha muela tiene una resistencia al estallido de al menos 3219 metros de superficie por minuto (10560 pies de superficie por minuto) .
13. La muela de la reivindicación 1, en la cual dichos soportes alargados (44) comprenden una configuración de cubo y rayo.
14. La muela de la reivindicación 3, en la cual cada una de dicha pluralidad de primeras porciones roscadas de fijación (20', 20") tiene una resistencia al arrancamiento de al menos 2224 Newtons (500 libras) .
15. Un método de fabricación de una muela, comprendiendo el método:
(a) formar una placa de montaje (40') a partir de una composición que comprende un material polímero;
(b) disponer una pluralidad de primeras porciones roscadas de fijación (20', 20") en un patrón
45 predeterminado a lo largo de la placa de montaje (40') , estando configuradas las primeras porciones roscadas de fijación (20', 20") cada una para acoplamiento respectivo con una pluralidad de segundas porciones roscadas de fijación (22) dispuestas a lo largo de una placa frontal (24) de una máquina de rectificación;
(c) formar un disco abrasivo aglomerado (30') ; y
50 (d) fijar integralmente la placa (40') al disco abrasivo (30') ; caracterizado porque dicha placa de montaje (40') comprende una pluralidad de soportes alargados (44) que se extienden radialmente y en el sentido de la circunferencia entre dichas primeras porciones de fijación (20', 20") .
FIG. 1 TÉCNICA ANTERIOR
FIG. 2 TÉCNICA ANTERIOR
Patentes similares o relacionadas:
Cuerpo de diamante policristalino, herramienta de corte, herramienta resistente al desgaste y herramienta de rectificado, del 13 de Mayo de 2020, de SUMITOMO ELECTRIC INDUSTRIES, LTD.: Un cuerpo de diamante policristalino que comprende partículas de diamante, teniendo las partículas de diamante un tamaño medio de partícula de 50 nm o menos, […]
Conjunto superabrasivo soldado con unión de soldadura metálica activa con capa de alivio de tensión; procedimiento de fabricación de tal conjunto, del 19 de Febrero de 2020, de DIAMOND INNOVATIONS, INC.: Un conjunto superabrasivo soldado , que comprende: una capa superabrasiva ; una capa de alivio de tensión acoplada a la capa superabrasiva […]
Objeto de sialón sinterizado e inserto de corte, del 5 de Febrero de 2020, de NGK SPARK PLUG CO., LTD: Un cuerpo sinterizado de sialón que comprende: un β-sialón; y al menos un sialón politípico seleccionado de un grupo formado por un sialón […]
Herramienta rectificadora y procedimiento para su fabricación, del 11 de Septiembre de 2019, de REISHAUER AG.: Herramienta rectificadora que comprende un cuerpo base con una superficie de trabajo y granos de materia dura dispuestos de forma distribuida sobre […]
Útiles abrasivos y métodos de formación de los mismos, del 16 de Enero de 2019, de SAINT-GOBAIN ABRASIVES, INC.: Un útil abrasivo que comprende: un cuerpo que incluye: partículas abrasivas que comprenden un material superabrasivo contenido dentro de un material […]
Herramientas abrasivas aglomeradas reforzadas, del 4 de Julio de 2018, de SAINT-GOBAIN ABRASIVES, INC.: Un disco de corte abrasivo aglomerado que comprende: a. una primera cara , una segunda cara y una zona de rectificado […]
Proceso para producir carretes de cinta abrasiva, del 9 de Mayo de 2018, de Levorato Abrasivi S.r.l: Un proceso para producir carretes de cinta abrasiva, que comprende la operación de extender (S1) una capa de una resina adhesiva de base sobre un soporte o cinta flexible (F), […]
 MUELA ABRASIVA DE COPA, del 22 de Febrero de 2018, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: 1. Muela abrasiva de copa , que comprende:
- un soporte en forma de copa,
- un cuerpo abrasivo en forma de anillo
en la que el cuerpo […]
MUELA ABRASIVA DE COPA, del 22 de Febrero de 2018, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: 1. Muela abrasiva de copa , que comprende:
- un soporte en forma de copa,
- un cuerpo abrasivo en forma de anillo
en la que el cuerpo […]