Procedimiento para la fabricación de un calzado impermeable al agua y permeable al vapor y calzado obtenido con dicho procedimiento.
Procedimiento para la fabricación de un calzado impermeable al agua y permeable al vapor,
que consiste en:
- preparar un componente semielaborado de una pala (12) para un calzado, de tal modo que pueda estar dispuesto extendido sobre una superficie plana, o sobre dos superficies opuestas entre sí,
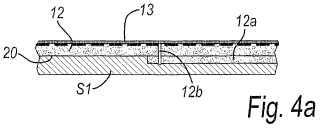
- disponer en la parte interior de dicho componente semielaborado de una pala (12) una membrana impermeable al agua y permeable al vapor (13),
- preparar unos medios para la unión adhesiva entre el componente semielaborado de una pala (12) y la membrana (13) para no impedir la permeabilidad al vapor del conjunto,
- preparar una o varias formas, que son sustancialmente planas pero capaces de formarse a sí mismas de manera complementaria con respecto a los diferentes espesores de las costuras cosidas y de las piezas superpuestas que constituyen la superficie exterior de dicho componente semielaborado de una pala (12),
- acoplar firmemente dicha membrana (13) con dicho componente semielaborado de una pala (12), estando la membrana (13) delimitada y cosida de modo que duplique sustancialmente la forma de la pala (12), con la parte exterior de dicho componente semielaborado dispuesta de modo que la superficie exterior se apoye sobre la forma,
- acabar dicha pala (12) haciendo que adopte la configuración tridimensional correcta, y
- asociarla con una plantilla (14), asociando una suela (16) con la pala impermeabilizada al agua (12) y con la plantilla (14) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/053418.
Solicitante: GEOX S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA FELTRINA CENTRO 16 31044 MONTEBELLUNA ITALIA.
Inventor/es: MULLER, LINDA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43B23/02 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 23/00 Empeines; Cañas; Contrafuertes; Otras partes de los zapatos. › Empeines; Cañas.
- A43B7/12 A43B […] › A43B 7/00 Calzados con dispositivos medicinales o higiénicos. › Calzados impermeables especiales (chanclos A43B 3/16).
- A43B9/08 A43B […] › A43B 9/00 Calzados caracterizados por la forma del ensamblaje de sus diferentes partes. › Calzados vueltos.
- B29D35/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 35/00 Fabricación de calzado. › con multicapas.
PDF original: ES-2392471_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un calzado impermeable al agua y permeable al vapor y calzado obtenido con dicho procedimiento. 5
Campo técnico
La presente invención se refiere a un procedimiento para la fabricación de un calzado impermeable al agua y permeable al vapor.
La invención se refiere asimismo a un calzado obtenido mediante el procedimiento.
Técnica anterior
Es sabido que la comodidad de un calzado está relacionada no solamente con la configuración anatómica correcta del pie, sino también con la permeabilidad correcta hacia fuera del vapor de agua que se forma en el interior del calzado debido a la transpiración.
Tradicionalmente, el calzado permeable al vapor es el que utiliza materiales naturales, tales como el cuero o
productos equivalentes que, sin embargo, en presencia de la lluvia o de mal tiempo, debido a sus propiedades permeables al vapor, no aseguran una buena impermeabilidad al agua y, de hecho, absorben de forma relativamente fácil el agua, que puede penetrar también a través de las costuras cosidas que se utilizan para el montaje.
Por esta razón, desde hace varios años se han comercializado los tipos de calzado dotado de una pala que está acoplada a un forro con una membrana impermeable al agua y permeable al vapor (por ejemplo, realizada en un material tal como Gore-Tex® o similar) .
Un calzado de este tipo se da a conocer, por ejemplo, en la patente US RE34890.
El calzado que se da a conocer en dicha patente comprende un forro en forma de calcetín, constituido por una tela que está acoplada a una membrana impermeable al agua y permeable al vapor, que no solamente impide la penetración del agua en el calzado, sino que también permite una permeabilidad al vapor hacia el exterior del pie.
Este calzado, sin embargo, adolece de inconvenientes, dado que todavía permite la penetración de agua a través de la pala y la acumulación de una retención de agua entre el forro impermeable al agua y la superficie interior de la pala.
Esto hace que el calzado requiera un periodo de tiempo considerable para secar incluso después de ser utilizado.
Este fenómeno de estancamiento, además, provoca una sensación desagradable de humedad y frío y como resultado aumento el peso del calzado, lo que reduce la comodidad del usuario.
Además, un calzado de este tipo requiere necesariamente el uso de un forro interior sobre el que se acopla una 45 membrana impermeable al agua y permeable al vapor, y como consecuencia se aumentan los costes de producción.
La asociación entre una membrana y un soporte, sea de fieltro, tela o cuero, es conocida ampliamente en el campo del calzado y las prendas de vestir, pero la unión por adhesivo ocurre generalmente siempre con los materiales sencillos, en rollos o en piezas, sustancialmente sin costuras cosidas y solapes. Unos ejemplos de estos
50 procedimientos se dan a conocer en las patentes DE2737756 y WO90/969.
Los materiales que se impermeabilizan al agua de esta manera, con el fin de ser útiles en la fabricación de un calzado, posteriormente deben ser cortados y cosidos y a su vez las costuras cosidas deben impermeabilizarse al agua, por ejemplo mediante los procesos adecuados que aplican cintas. Sin embargo, este procedimiento adolece
55 de los inconvenientes de que las costuras cosidas de este tipo, en general, son difíciles de impermeabilizar al agua debido a los diferentes espesores de los varios materiales que componen el producto final.
Además, las costuras cosidas y los solapes de los varios elementos que componen una pala para el calzado, son el punto crítico en su fabricación.
60 Con el fin de obviar este procedimiento de trabajo para la fabricación de un calzado, en el pasado se concebió un procedimiento que podría permitir fácilmente una adhesión directa entre la pala y la membrana. Los documentos WO02/11571 y WO2004/112525, de hecho, dan a conocer un proceso y el equipo para la impermeabilización al agua de una pala que ya se ha fabricado.
65 Dicho proceso permite girar al revés la pala del calzado, en la última etapa de su preparación, antes de que esté asociada con la suela, y encajarla sobre una horma proporcionada adecuadamente, que es rígida pero puede ser adaptada para crear tensión en la pala. En función de la patente, a continuación una o dos hojas de membrana impermeable al agua y permeable al vapor dotada de adhesivo y termoselladas en sus extremos son prensadas,
utilizando un determinado equipo, tal como por ejemplo una prensa de campana de aire caliente, contra dicho conjunto tridimensional, constituido por la horma rígida adaptable dotada de la pala. Finalmente, se retira la pala de la horma adecuada y se gira al revés para que se pueda pegar a la suela con cola, después de asociarla con la plantilla de montaje.
Sin embargo, el procedimiento de fabricación citado anteriormente presenta algunas limitaciones y adolece de algunos inconvenientes.
Una primera limitación se refiere a la necesidad de unas membranas particularmente elásticas, es decir excluyendo todas las que sean no extensibles, por si se rompen durante la adaptación a la horma tridimensional.
Una segunda limitación se refiere a la estanqueidad del calzado, tanto en la proximidad de los elementos cosidos y los insertos de la pala como particularmente en la zona donde la suela está unida al conjunto de membrana y pala. Este procedimiento no puede asegurar la adhesión perfecta de la membrana en la proximidad a las costuras cosidas y a los solapes de los insertos que constituyen la pala.
Una tercera limitación se refiere al procedimiento de fabricación, que resulta engorroso en términos del tiempo de producción y el equipo, que es complicado debido a la necesidad de prensar un conjunto tridimensional.
Exposición de la invención
El propósito de la presente invención consiste en proporcionar un procedimiento para la fabricación de un calzado impermeable al agua y permeable al vapor, que sea sencillo y rápido y que permita utilizar un equipo sin complicaciones.
Se consiguen este propósito y otros objetivos, que se pondrán de manifiesto más claramente a continuación, mediante un procedimiento para la fabricación de un calzado impermeable al agua y permeable la vapor, que consiste en las siguientes etapas:
− preparar un componente semielaborado de una pala para un calzado que está abierto totalmente para que se 35 pueda extender completamente sobre una superficie plana,
− disponer en la parte interior de dicha pala una membrana impermeable al agua y permeable al vapor,
− preparar unos medios para la unión adhesiva entre la pala y la membrana para no comprometer la 40 permeabilidad al vapor del conjunto,
− preparar una o varias formas, que son sustancialmente planas pero capaces de formarse de forma complementaria con respecto a los diferentes espesores de las costuras cosidas y de las piezas superpuestas que constituyen la superficie exterior de dicha pala,
45 − acoplar firmemente dicha membrana a dicha pala, estando dispuesta la parte exterior de dicha pala de modo que la superficie exterior se apoye sobre la forma,
− acabar dicha pala proporcionando los acoplamientos que faltan, haciendo que adopte una configuración 50 tridimensional y asociándola con una plantilla,
− asociar una suela con la pala impermeabilizada al agua y con la plantilla.
Breve descripción de los dibujos
55 Otras características y ventajas de la invención se pondrán de manifiesto más claramente a partir de la descripción de una forma de realización de la misma preferida pero no exclusiva, ilustrada a título de ejemplo no limitativo en los dibujos adjuntos, en los que:
60 la Figura 1 representa una vista esquemática en perspectiva de la etapa para acoplar una membrana impermeable al agua y permeable al vapor de agua a la superficie interior de una pala con un talón que no se ha cosido todavía; la Figura 2 representa una vista esquemática en perspectiva de una pala cosida al talón, estando una membrana impermeable al agua y permeable... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un calzado impermeable al agua y permeable al vapor, que consiste en:
- preparar un componente semielaborado de una pala (12) para un calzado, de tal modo que pueda estar dispuesto extendido sobre una superficie plana, o sobre dos superficies opuestas entre sí,
- disponer en la parte interior de dicho componente semielaborado de una pala (12) una membrana impermeable al agua y permeable al vapor (13) ,
- preparar unos medios para la unión adhesiva entre el componente semielaborado de una pala (12) y la membrana (13) para no impedir la permeabilidad al vapor del conjunto,
- preparar una o varias formas, que son sustancialmente planas pero capaces de formarse a sí mismas de manera complementaria con respecto a los diferentes espesores de las costuras cosidas y de las piezas superpuestas que constituyen la superficie exterior de dicho componente semielaborado de una pala (12) ,
- acoplar firmemente dicha membrana (13) con dicho componente semielaborado de una pala (12) , estando la membrana (13) delimitada y cosida de modo que duplique sustancialmente la forma de la pala (12) , con la parte exterior de dicho componente semielaborado dispuesta de modo que la superficie exterior se apoye sobre la forma,
- acabar dicha pala (12) haciendo que adopte la configuración tridimensional correcta, y
- asociarla con una plantilla (14) , asociando una suela (16) con la pala impermeabilizada al agua (12) y con la plantilla (14) .
2. Procedimiento según la reivindicación 1, caracterizado porque dicho componente semielaborado de una pala está completamente abierto.
3. Procedimiento según la reivindicación 1, caracterizado porque el acabado de la pala (12) comprende la etapa destinada a proporcionar los acoplamientos de la misma que faltan.
4. Procedimiento según la reivindicación 1, caracterizado porque prevé la aplicación a la pala (12) de dicha membrana (13) , que está acoplada, sin comprometer su permeabilidad al vapor, con una o varias de las mallas realizadas en material sintético y/u otros elementos protectores o elementos de soporte que permiten el paso de materiales selladores.
5. Procedimiento según la reivindicación 1, caracterizado porque unos elementos que constituyen dicha pala (12) y que ya son impermeables al agua sustituyen a dicha membrana (13) , estando previsto un sellado impermeable al agua entre dicha membrana (13) y dichos elementos impermeables al agua.
6. Procedimiento según la reivindicación 5, caracterizado porque comprende un solape y un sellado de dicha membrana (13) con respecto a dichos elementos impermeables al agua sustancialmente a lo largo de aproximadamente 5, 0 a 10, 0 mm, o una costura cosida que está impermeabilizada al agua mediante una cinta impermeable al agua.
7. Procedimiento según la reivindicación 1, caracterizado porque una puntera impermeable al agua (22) sustituye a dicha membrana (13) en la punta del calzado, estando previsto un sellado impermeable al agua entre dicha membrana (13) y dicha puntera impermeable al agua (22) .
8. Procedimiento según la reivindicación 7, caracterizado porque presenta un solape y un sellado de dicha membrana (13) con respecto a dicha puntera impermeable al agua (22) sustancialmente sobre aproximadamente entre 5, 0 y 10, 0 mm, o una costura cosida que está impermeabilizada al agua mediante una cinta impermeable al agua.
9. Procedimiento según la reivindicación 1, caracterizado porque un contrafuerte impermeable al agua (23) sustituye a dicha membrana (13) en el talón del calzado, estando previsto un sellado impermeable al agua entre dicha membrana (13) y dicho contrafuerte impermeable al agua (23) .
10. Procedimiento según la reivindicación 9, caracterizado porque presenta un solape y un sellado de dicha membrana (13) con respecto a dicho contrafuerte impermeable al agua (23) sustancialmente sobre aproximadamente entre 5, 0 y 10, 0 mm, o una costura cosida que está impermeabilizada al agua mediante una cinta impermeable al agua.
11. Procedimiento según la reivindicación 1, caracterizado porque para el montaje posterior de dicha pala (12) con dicha membrana (13) a la suela (16) , el margen inferior (17) de la membrana (13) se extiende más allá del margen de la pala.
12. Procedimiento según la reivindicación 11, caracterizado porque dicho margen en resalte (17) está sustancialmente comprendido entre 10 y 15 mm a partir del borde inferior de la pala (12) .
13. Procedimiento según la reivindicación 1, caracterizado porque para el montaje entre la pala (12) y la membrana
(13) , una cola termoadhesiva está distribuida sobre la superficie de dicha membrana (13) en contacto con la pala 10 (12) para no comprometer su permeabilidad al vapor.
14. Procedimiento según la reivindicación 13, caracterizado porque la distribución de dicho adhesivo es una distribución de un polvo adhesivo, o de puntos de adhesivo del tipo aplicado en caliente, con un diámetro sustancialmente comprendido entre 0, 1 y 2, 0 mm y una densidad comprendida entre 50 y 600 puntos/cm2.
15. Procedimiento según la reivindicación 1, caracterizado porque dicha membrana (13) es calentada hasta aproximadamente entre 100 y 150 ºC durante 10 segundos para que quede firmemente acoplada a la pala (12) presionando aproximadamente con 6 bares.
16. Procedimiento según la reivindicación 1, caracterizado porque dicha adhesión es favorecida mediante una película termoadhesiva perforada (napa) que va a ser aplicada entre la membrana (13) y la pala (12) , con el fin de no impedir la permeabilidad al vapor del conjunto.
17. Procedimiento según la reivindicación 1, caracterizado porque la pala (12) está casi completamente montada, 25 de modo que se puede extender sobre una superficie plana (20) .
18. Procedimiento según la reivindicación 17, caracterizado porque dicha superficie plana (20) está realizada en un material que es capaz de volver a adoptar su forma original después de una deformación (elástica) y es resistente a la temperatura, tal como caucho de nitrilo, silicona, policloropreno o EVA microporoso expandido, con el fin de
eliminar irregularidades en el espesor y garantizar que la superficie interior de la pala (12) sea plana durante la presión.
19. Procedimiento según la reivindicación 17, caracterizado porque si dicha superficie o forma plana (20) está realizada en materiales rígidos que son resistentes a la temperatura y a la presión, presentando dicha forma unas
cavidades pequeñas (20a) que son complementarias, en los solapes de los elementos, con respecto a las diferencias en los espesores o las costuras cosidas de la pala (12) , de modo que la superficie interior de la pala (12) , la superficie de presión de la membrana, es plana.
20. Procedimiento según la reivindicación 1, caracterizado porque si en la zona de la lengüeta anterior están
previstos unos insertos (13a) de la membrana (13) para proporcionar una lengüeta de tipo fuelle para impermeabilizar la lengüeta al agua e impedir la entrada de agua en el calzado, dichos insertos deben ser superpuestos y sellados mediante unos adhesivos selladores y/o cintas (30) , que se aplican por termosoldado.
21. Procedimiento según la reivindicación 1, caracterizado porque presenta una pala (12) que está doblada hacia 45 atrás y cerrada.
22. Procedimiento según la reivindicación 21, caracterizado porque el conjunto está ajustado sobre una superficie o forma plana, constituida por un núcleo realizado en material rígido y una parte de superficie exterior que forma dos superficies exteriores planas (20a, 20b) , que son opuestas entre sí.
23. Procedimiento según la reivindicación 22, caracterizado porque dicha superficie plana (20) está realizada en un material capaz de volver a adoptar su forma original después de una deformación (elástica) y es resistente a la temperatura, tal como caucho de nitrilo, silicona, el policloropreno o EVA microporoso expandido.
55 24. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque la finalización de la adhesión entre la pala (12) y la membrana (13) en la parte del talón se realiza utilizando una máquina para la fabricación de calzado conocida comúnmente como “máquina de preformado de contrafuerte”, que comprende una media horma calentada y un cojín de aire que aplica presión a la pala (12) y a la membrana (13) , que están superpuestas.
25. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque un forro interior permeable al vapor (24) está asociado con la superficie interior de la membrana (13) .
26. Procedimiento según la reivindicación 25, caracterizado porque la asociación se produce mediante unión 65 adhesiva.
27. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque una vez se ha cerrado la parte superior (11) del calzado, dicha suela (16) está asociada con ella mediante un adhesivo, estando prevista una zona (26) para proporcionar un sellado impermeable al agua con la suela (16) , entre la aleta inferior
(17) de la membrana (13) y el borde inferior (18) de la pala.
28. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dicha zona selladora impermeable al agua (26) puede estar constituida por un material adhesivo que está extenido sobre el borde inferior
(18) de la pala (12) , sobre la aleta inferior (17) de la membrana (13) , hasta que alcance la plantilla (14) , en la práctica para formar el anillo sellador (27) .
29. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dicha zona selladora
(26) está provisto de unas cintas selladoras o extensiones (28) del borde inferior de la pala, obtenidas mediante unos elementos que están fijados a dicha pala por costura o unión adhesiva o similar.
30. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dichas extensiones (28) , que son lo suficientemente anchas para alcanzar el extremo de la aleta de la membrana, deben permitir el sellado, y son cintas o mallas termoselladoras realizadas en material sintético, telas de malla, telas tejidas o telas tridimensionales o similares, a través de las cuales los materiales selladores, tales como adhesivos de silicona o de poliuretano, pueden pasar, y la membrana (13) debe ser aplicada después del acoplamiento de dichos elementos con el fin de impermeabilizar al agua el punto de conexión entre los diferentes materiales.
31. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque un elemento de refuerzo impermeable al agua, tal como una cinta termoselladora impermeable al agua, preferentemente elástico y realizado en material sintético, es directamente aplicado a la superficie interior del borde inferior de la membrana (13) .
32. Procedimiento según la reivindicación 1, caracterizado porque dicha suela (16) está directamente sobremoldeada sobre la parte superior (11) .
33. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque con el fin de reforzar en mayor medida el margen de montaje de la membrana, un elemento de refuerzo impermeable al agua (651) , tal como una cinta termoselladora impermeable al agua, que es preferentemente elástico y realizado en material sintético, es directamente aplicado al borde inferior de la membrana.
34. Procedimiento según la reivindicación 33, caracterizado porque dicho elemento de refuerzo (651) es directamente aplicado al borde inferior de la membrana después de la asociación de la membrana con la pala.
35. Calzado impermeable al agua y permeable al vapor, caracterizado porque está fabricado mediante un procedimiento según una o varias de las reivindicaciones anteriores.
Patentes similares o relacionadas:
Calzado ventilado, del 6 de Mayo de 2020, de GEOX S.P.A.: Un calzado ventilado, que comprende una suela transpirable y un conjunto de empeine asociado con aquella en una zona superior, estando dicho […]
Zapato, en particular zapato deportivo, y procedimiento para atar un zapato de este tipo, del 17 de Julio de 2019, de PUMA SE (100.0%): Zapato , en particular zapato deportivo, que comprende una suela y una parte superior de zapato , presentando la parte superior de […]
Zapato, en particular, zapato deportivo, del 19 de Junio de 2019, de PUMA SE (100.0%): Zapato , en particular, zapato deportivo, con una parte superior del zapato y un suela unida con la parte superior del zapato, presentando la parte […]
Zapato, en particular, zapato deportivo, del 19 de Junio de 2019, de PUMA SE (100.0%): Zapato , en particular, zapato deportivo, que comprende una suela y un parte superior del zapato, - comprendiendo la suela una parte de suela, que presenta […]
Zapato impermeable y transpirable, del 12 de Junio de 2019, de GEOX S.P.A.: Zapato impermeable y transpirable , que comprende un conjunto superior que se envuelve alrededor de una zona de inserción de pie (A) y está asociado, […]
Calzado que incluye una construcción durable de combinación, del 6 de Junio de 2019, de Wolverine Outdoors, Inc: Un artículo de calzado que comprende: un corte que incluye un interior y una parte inferior del corte, el corte que incluye un margen de montado […]
Elemento para calzados, del 8 de Mayo de 2019, de Hawai Italia s.r.l: Elemento transpirante e impermeable, apto para fijarse a un calzado (S) con una pala (T), en correspondencia con un agujero pasante homólogo que se crea en la […]
Zapato realizado a partir de un calcetín y de una estructura de refuerzo, del 6 de Mayo de 2019, de SALOMON S.A.S: Zapato que incluye, desde el interior del zapato, una primera capa textil elástica , determinante de un calcetín, y una estructura […]