Inserto de corte.
Un inserto de corte (10) que comprende:
dos superficies extremas opuestas (12) que tienen un primer eje (A) que pasa a través de las mismas;
un perno pasante (16) que se extiende entre las dos superficies extremas opuestas (12) cuyo eje coincide con elprimer eje (A);
una superficie lateral periférica (14) que se extiende entre las superficies extremas (12); y
un borde periférico (30) formado en una intersección de cada superficie extrema (12) con la superficie lateralperiférica (14); en el que:
la superficie lateral periférica (14) comprende cuatro caras mayores (18) y cuatro caras menores idénticas (20), cadacara mayor (18) tiene un primer extremo (22) adyacente a una superficie extrema (12) y un segundo extremo (24)adyacente a la superficie extrema opuesta (12);
cada cara mayor (18) se extiende entre dos caras menores (20), cada una de las dos caras menores (20) forman unángulo obtuso interno (ß) con la cara mayor (18) que se extiende entre las mismas;cada borde de corte (32) está asociado con una cara mayor (18); y
cada borde menor (36) tiene una primera sección (38) asociada con una cara menor respectiva (20), la primerasección (38) se extiende desde el borde de corte (32) generalmente hacia la superficie extrema opuesta (18) y estácaracterizado por que las caras mayores (18) son idénticas y por que
cada borde periférico (30) comprende dos bordes de corte opuestos idénticos (32), dos bordes de soporte no decorte opuestos idénticos (34) y cuatro bordes menores idénticos (36), cada borde menor (36) está ubicado entre unborde de corte adyacente (32) y un borde de soporte no de corte (34).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IL2006/000661.
Solicitante: ISCAR LTD..
Nacionalidad solicitante: Israel.
Dirección: P.O. BOX 11 24959 TEFEN ISRAEL.
Inventor/es: HECHT, GIL, VASERMAN,ILAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B27/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › Herramientas de corte en las que los elementos que tallan o cortan están hechos de materiales especiales.
PDF original: ES-2389503_T3.pdf
Fragmento de la descripción:
Inserto de corte
Campo de la invencion
La presente invencion se refiere a un inserto de corte de acuerdo con el preambulo de la reivindicacion 1 y segun lo
mostrado en el documento US4464087 para uso en procesos de corte de metales en general y para el torneado radial y axial en particular.
Antecedentes de la invencion
Los insertos de corte de la tecnica anterior tienen caras laterales que se intersectan en una esquina redondeada que tiene un radio dado y que forman un angulo esquinado entre las mismas. Cuanto mas grande sea el angulo
esquinado mas pequeno puede ser el radio sin reparar en la ruptura de la esquina. Si la esquina de un inserto de corte tal queda truncada, el angulo que se forma entre cada cara lateral y una cara de la esquina truncada se agranda y como un resultado un radio que conecta cada cara lateral y la cara de la esquina truncada puede ser mas pequeno. Un borde de corte asociado con cada cara lateral y que termina en un radio pequeno forma chips mas uniformes, lo que reduce el desgaste del inserto de corte.
Con el fin de aumentar el grado de indexabilidad del inserto de corte, cada cara lateral deberia formar preferiblemente un angulo identico con la cara de la esquina truncada. Sin embargo, cuando el inserto de corte tiene un angulo de entrada estandar de 45° entre su borde de corte y la direccion de alimentacion, la cara de la esquina truncada puede engranar en forma no deseada una pieza de trabajo.
Un objetivo de la presente invencion es proporcionar un inserto de corte alternativo que tenga una esquina truncada mejorada que reduzca en forma significativa o supere las desventajas mencionadas con anterioridad.
El objetivo de la invencion se logra con el contenido de acuerdo con las reivindicaciones.
Compendio de la invencion
De acuerdo con la presente invencion se proporciona un inserto de corte de acuerdo con la reivindicacion 1. Las realizaciones opcionales ventajosas forman el objetivo de las reivindicaciones dependientes.
En forma tipica, el inserto de corte tiene una simetria rotacional de 1800 alrededor del primer eje.
Preferiblemente, un segundo eje perpendicular al primer eje pasa a traves de la cara mayor y el inserto de corte tiene una simetria de 180° alrededor del segundo eje junto con una simetria de 90° alrededor del primer eje.
En forma tipica, cada superficie extrema comprende una superficie de soporte y cada borde de corte tiene una porcion opuesta de la superficie de soporte en la direccion del primer eje.
Preferiblemente, un angulo obtuso interno identico se forma entre cada cara menor y cara mayor adyacente.
En forma tipica, cada borde menor tiene una segunda seccion que se extiende desde la primera seccion generalmente alejandose de la superficie extrema opuesto, la segunda seccion no estando asociada con la cara menor.
La presente invencion proporciona las siguientes ventajas preferibles. Se pueden formar angulos mas grandes y por
lo tanto radios mas pequenos, que contribuyen a la formacion de chips mas uniformes entre cada cara menor y mayor. Cada cara menor se proporciona con un borde menor que tiene una forma especial que asegura que no se engrane con la pieza de trabajo. Ademas, los bordes de corte ubicados sobre las superficies extremas opuestas del inserto de corte pueden estar sostenidos por las superficies de soporte contra las fuerzas que actuan sobre los mismos durante un proceso de corte.
Breve descripcion de los dibujos
Para una mejor compresion de la presente invencion y para demostrar que la misma se puede llevar a cabo en la practica, se hara referencia a los dibujos adjuntos, en los que:
La Fig. 1 es una vista superior en perspectiva de un inserto de corte de acuerdo con la presente invencion;
La Fig. 2 es una vista inferior en perspectiva del inserto de corte;
La Fig. 3 es una vista superior transversal parcial del inserto de corte;
La Fig. 4 es una vista lateral del inserto de corte;
La Fig. 5 es una vista superior de una herramienta de corte con el inserto de corte de acuerdo con la presente
invencion montado sobre la misma;
La Fig. 6 es un detalle de la Fig. 5;
La Fig. 7 es una vista transversal parcial tomada a lo largo de la linea VII-VII en la Fig. 6; y
La Fig. 8 es una vista transversal parcial tomada a lo largo de la linea VIII-VIII en la Fig. 6.
Descripcion detallada de una realizacion preferible
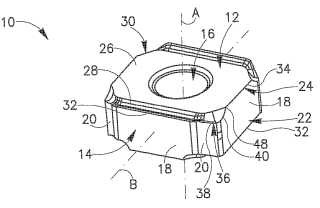
En primer lugar, se hace referencia a las Figs. 1 a 3 que muestran un inserto de corte indexable 10 que en forma tipica se fabrica por medio de una prensa de moldeo y sinterizacion de polvos de carburo. Se deberia destacar que los terminos direccionales que aparecen a lo largo de la memoria descriptiva y las reivindicaciones, por ej., "hacia adelante", "hacia atras", etc., (y los derivados de los mismos) tienen unicamente propositos ilustrativos, y no pretenden limitar el alcance de las reivindicaciones adjuntas.
El inserto de corte 10 tiene dos superficies extremas opuestas identicas 12 y una superficie lateral periferica 14 que se extiende entre las mismas. El inserto de corte 10 es de un tipo negativo y, por lo tanto, la superficie lateral periferica 14 por lo general es perpendicular a ambas superficies extremas 12. Un primer eje A del inserto de corte 10 pasa a traves de las superficies extremas 12 y un perno pasante 16 cuyo eje que coincide con el primer eje A se extiende entre las superficies extremas 12. La superficie lateral periferica 14 del inserto de corte 10 comprende cuatro caras mayores identicas 18 y cuatro caras menores identicas 20. Cada cara mayor 18 es paralela a una cara mayor opuesta 18 y perpendicular a una cara mayor adyacente 18. Cada cara menor 20se extiende entre un par de caras mayores adyacentes 18 y forma un angulo obtuso interno 1 (vease la Fig. 3) con cada una de las caras mayores adyacentes 18. En la presente realizacion, en la que las caras mayores adyacentes 18son perpendiculares entre si, el valor del angulo 1 es de 135°. Cada cara mayor 18 tiene un primer extremo 22 adyacente a una superficie extrema 12y un segundo extremo 24adyacente a la superficie extrema opuesta 12.
Cada superficie extrema 12 comprende una superficie de soporte 26, sobre la cual el inserto de corte 10 esta sostenido en un bolsillo de inserto, y dos superficies de incidencia 28. Un borde periferico 30 esta formado en una interseccion de cada superficie extrema 12 con la superficie lateral periferica 14. El borde periferico 30 tiene dos bordes de corte opuestos identicos 32, dos bordes de soporte opuestos identicos 34 y cuatro bordes menores identicos 36 ubicados cada uno entre un borde de corte adyacente 32 y un borde de soporte 34. Los bordes de soporte 34 noformanbordes que puedan cortar y por lo tanto no se consideran bordes de corte. De aqui en adelante, a menudo se los denomina "bordes no de corte". Cada borde de corte 32 esta asociado con una superficie de incidencia dada 28 de una superficie de una superficie extrema respectiva 12 y con el primer extremo 22 de una cara mayor dada 18. Cada borde de soporte 34 esta asociado con la superficie de s oporte 26 de una superficie extrema respectiva 12y con el segundo extremo 24de una cara mayor dada 18.
Cada borde menor 36 tiene una primera seccion 38 asociada con una cara menor dada 20 y una segunda seccion 40asociada con una porcion del segundo extremo 24de una cara mayor adyacente 18y no con la cara menor dada
20. La primera seccion 38se extiende alejandose de un borde de corte adyacente 32 en una direccion transversal al primer eje A y hacia la superficie extrema opuesta 12. La segunda seccion 40 se extiende alejandose de la primera seccion 38 hacia un borde de soporte adyacente 34 en una direccion transversal al primer eje A y alejandose de la superficie extrema opuesta 12. Un segundo eje B del inserto de corte 10 es perpendicular al primer eje A y pasa a traves de un par de caras mayores opuestas 18.
El inserto de corte 10 tiene una primera simetria de 180° alrededor del primer eje A. El inserto de corte tiene una segunda simetria definida por una rotacion de 180° alrededor del segundo eje B ademas de una rotacion de 90° alrededor del primer eje A. Se destaca que la segunda simetria del inserto de corte 10 puede... [Seguir leyendo]
Reivindicaciones:
1. Un inserto de corte (10) que comprende:
dos superficies extremas opuestas (12) que tienen un primer eje (A) que pasa a traves de las mismas;
un perno pasante (16) que se extiende entre las dos superficies extremas opuestas (12) cuyo eje coincide con el primer eje (A) ;
una superficie lateral periferica (14) que se extiende entre las superficies extremas (12) ; y
un borde periferico (30) formado en unainterseccion de cada superficie extrema (12) con la superficie lateral periferica (14) ; en el que:
la superficie lateral periferica (14) comprende cuatro caras mayores (18) y cuatro caras menores identicas (20) , cada cara mayor (18) tiene un primer extremo (22) adyacente a una superficie extrema (12) y un segundo extremo (24) adyacente a la superficie extrema opuesta (12) ;
cada cara mayor (18) se extiende entre dos caras menores (20) , cada una de las dos caras menores (20) forman un angulo obtuso interno (º) con la cara mayor (18) que se extiende entre las mismas;
cada borde de corte (32) esta asociado con una cara mayor (18) ; y
cada borde menor (36) tiene una primera seccion (38) asociada con una cara menor respectiva (20) , la primera seccion (38) se extiende desde el borde de corte (32) generalmente hacia la superficie extrema opuesta (18) y esta caracterizado por que las caras mayores (18) son identicas y por que
cada borde periferico (30) comprende dos bordes de corte opuestos identicos (32) , dos bordes de soporte no de corte opuestos identicos (34) y cuatro bordes menores identicos (36) , cada borde menor (36) esta ubicado entre un borde de corte adyacente (32) y un borde de soporte no de corte (34) .
2. El inserto de corte de acuerdo con la reivindicacion 1, en el que el inserto de corte tiene una simetria rotacional de 1800 alrededor del primer eje (A) .
3. El inserto de corte de acuerdo con las reivindicaciones 1 o 2, en el que: un segundo eje (8) perpendicular al primer eje pasa a traves de la cara mayor; y el inserto de corte tiene una simetria definida por una rotacion de 180° alrededor del segundo eje ademas de una
rotacion de 90° alrededor del primer eje.
4. El inserto de corte de acuerdo con la reivindicacion 3 cuando depende de la reivindicacion 1, donde cada borde periferico comprende al menos un borde de soporte ubicado opuesto a un borde de corte dado en la direccion del primer eje.
5. El inserto de corte de acuerdo con la reivindicacion 1, en el que un angulo obtuso interno identico se forma entre cada cara menor y cara mayor adyacente.
6. El inserto de corte de acuerdo con la reivindicacion 1, en el que cada borde menor tiene una segunda seccion que se extiende desde la primera seccion generalmente alejandose de la superficie extrema opuesta, en el que la segunda seccion no esta asociada con la cara menor.
7. Una herramienta para torneado que comprende un inserto de corte de acuerdo con la reivindicacion 1, el inserto de corte tiene un borde de corte operativo cuando se encuentra asentado en la herramienta para torneado.
8. La herramienta para torneado de acuerdo con la reivindicacion 1 en combinacion con una pieza de trabajo que rota a lolargo de un eje longitudinal, la herramienta para torneado esta configurada para procesarla pieza de trabajo, en la que:
un borde menor adyacente al borde de corte operativo sirve como un borde menor operativo;
el borde menor operativo tiene una cara menor operativa asociada; y esta presente un hueco entre la cara menor operativa y la pieza de trabajo.
9. La herramienta para torneado de acuerdo con la reivindicacion 8, configurada para procesar una cara de una pieza de trabajo giratoria a lo largo de una direccion de alimentacion longitudinal, en la que:
la cara menor operativa esta orientada hacia una direccion perpendicular a la direccion de alimentacion longitudinal.
10. La herramienta para torneado de acuerdo con la reivindicacion 8, configurada para tornear procesar cara de una pieza de trabajo giratoria a lo largo de una direccion de alimentacion radial, en la que:
la cara menor operativa esta orientada hacia una direccion perpendicular a la direccion de alimentacion radial.
11. La herramienta para torneado de acuerdo con la reivindicacion 8, en la que el hueco entre la cara menor operativa y la pieza de trabajo aumenta en la direccion de la superficie extrema opuesta.
Patentes similares o relacionadas:
Disposición de corte de control de virutas para un inserto de corte, del 8 de Julio de 2020, de ISCAR LTD.: Un inserto de corte que comprende caras de extremo superior e inferior opuestas y primera y segunda superficies laterales (30A, 30B) […]
Accesorio de corte y fresadora de superficie que utiliza el mismo, del 27 de Mayo de 2020, de SUMITOMO ELECTRIC HARDMETAL CORP.: Accesorio de corte para una fresadora, comprendiendo el accesorio de corte dos superficies principales poligonales , una enfrente de la otra, y una pluralidad de superficies […]
Composición cerámica y herramienta de corte, del 22 de Enero de 2020, de NGK SPARK PLUG CO., LTD: Una composición cerámica compuesta principalmente por alúmina (Al2O3), carburo de tungsteno (WC) y al menos un compuesto seleccionado del grupo que […]
Revestimiento duro y elemento recubierto con un revestimiento duro, del 15 de Enero de 2020, de OSG Corporation: Un revestimiento duro que recubre la superficie de un substrato , de manera que dicho revestimiento duro tiene un espesor total de 0,5-20 μm y comprende […]
Recubrimiento duro y miembro cubierto con recubrimiento duro, del 8 de Enero de 2020, de OSG Corporation: Un recubrimiento duro que cubre una superficie de un sustrato, en donde dicho recubrimiento duro tiene un grosor total de 0,5-20 μm e incluye una […]
INSERTO DE CORTE APLICABLE A HERRAMIENTAS DE MECANIZADO Y HERRAMIENTA QUE LO PORTA, del 2 de Enero de 2020, de HERRAMIENTAS PREZISS, S.L.: Inserto de corte aplicable a herramientas de mecanizado y herramienta que lo porta. El inserto posee un filo de corte que puede ser completamente […]
Cuerpo sinterizado de sialón e inserto de corte, del 20 de Noviembre de 2019, de NGK Sparkplug Co., Ltd: Un cuerpo sinterizado de sialón conteniendo ß-sialón y 21R-sialón, caracterizado porque el cuerpo sinterizado de sialón exhibe una relación de intensidad máxima de difracción […]
Inserto de corte con áreas libres estructuradas, del 15 de Octubre de 2019, de WALTER AG: Inserto de corte con un área superior y un área inferior como también con una o varias áreas de borde que vinculan las áreas superior e inferior […]