PROCEDIMIENTO PARA CONTROLAR UN EJE GIRATORIO CON UN DISPOSITIVO DE DETECCIÓN AUTOCENTRANTE.
Procedimiento para analizar los ejes giratorios de las máquinas herramientas (TM) y las máquinas de medición por coordenadas (CM),
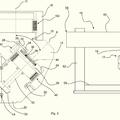
que comprende una mesa giratoria y un cabezal, comprendiendo las etapas de: A) colocar una esfera de referencia sobre una mesa giratoria de la máquina; B) colocar un dispositivo de detección auto-centrante para analizar los errores de posicionamiento de los ejes giratorios de las maquinas; teniendo al menos tres barras (11) capaces de moverse independientemente en forma lineal en diferentes direcciones y teniendo cada barra (11) una punta del dispositivo de detección (12); en el cabezal de la máquina; C) posicionar la mesa giratoria de la máquina en una posición angular; D) posicionar el dispositivo de detección auto-centrante en una posición conocida, de tal manera que al menos tres puntas del dispositivo de detección (12) del dispositivo de detección auto-centrante están en contacto con la única esfera de referencia (3) y generar los valores de desplazamiento de las al menos tres barras (11); E) transferir los valores de desplazamiento de las al menos tres barras (11) y la posición angular de la mesa giratoria de la máquina a un ordenador; F) repetir las etapas C) y E) con la mesa giratoria de la máquina colocada en diferentes posiciones angulares; H) procesar los valores de desplazamiento generados de las al menos tres barras (11) y las posiciones angulares de la mesa giratoria de la máquina en el ordenador, en el que durante la etapa H) la posición del dispositivo de detección auto-centrante se calcula en relación con la única esfera de referencia (3) que se está detectando, tomando en cuenta los valores de desplazamiento de las al menos tres barras (11), las posiciones angulares correspondientes de la mesa giratoria de la máquina, y el modelo de geometría del dispositivo de detección auto-centrante
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09151334.
Solicitante: IBS PRECISION ENGINEERING B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: ESP 201 5633 AD EINDHOVEN PAISES BAJOS.
B23Q1/54TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › con sólo dos pares de rotación.
B23Q17/22B23Q […] › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
B23Q3/18B23Q […] › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › para posicionarla solamente.
G01B21/04FISICA. › G01METROLOGIA; ENSAYOS. › G01BMEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 21/00 Disposiciones de medida o sus detalles en caso de no adaptarse a los tipos particulares de medios de medida de los otros grupos de esta subclase. › mediante la medida de coordenadas de puntos.
G01B5/25G01B […] › G01B 5/00 Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00). › para ensayar la alineación de ejes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Procedimiento para controlar un eje giratorio con un dispositivo de detección autocentrante. La invención se refiere a un procedimiento para analizar los ejes giratorios de maquinas herramientas (TM) y máquinas de medición por coordenadas (CM). Antecedentes Existen objetos de referencia y se utilizan en forma de placas de bolas y barras de bolas para controlar la colocación de las máquinas de medición por coordenadas (CM). Estos son muy económicos cuando se utilizan en las CM. Estos objetos no se pueden utilizar para controlar máquinas herramienta (TM) en la mayoría de los casos, ya sea porque carecen de un dispositivo de detección o, en muchas TM, del soporte lógico de medición adecuado. Estos problemas se resuelven mediante el uso de la presente invención, es decir, con el desarrollo de un dispositivo de detección específico para pruebas de posicionamiento en TM. La solicitud de patente del Reino Unido GB 2 197 478 describe un procedimiento para analizar los ejes giratorios de las máquinas de medición por coordenadas. El procedimiento comprende las etapas de colocar una esfera de referencia sobre una mesa giratoria de la máquina, colocar un dispositivo de auto-detección, que está dotado de una sonda de detección, en el cabezal de la máquina, posicionar la mesa giratoria de la máquina en un posición angular, medir las coordenadas de las bolas con la sonda de detección, transferir los valores de desplazamiento a un ordenador, repetir las etapas de medición y transferencia con la mesa giratoria de la máquina colocada en diferentes posiciones angulares y procesar los valores de desplazamiento generados en el ordenador. Este procedimiento requiere mucho tiempo y es propenso a errores e imprecisiones de medición. La solicitud de patente europea EP 1 146 314 A2 describe un procedimiento para la calibración cinemática paralela de máquinas herramientas (TM), que comprende las etapas de colocar múltiples esferas de referencia sobre una mesa giratoria de la máquina, colocar un dispositivo de auto-detección, que está dotado de ejes lineales, en el cabezal de la máquina, posicionar la mesa giratoria de la máquina en una posición angular, posicionar los ejes lineales del dispositivo de auto-detección en una posición conocida, de tal manera que al menos tres puntas del dispositivo de detección del dispositivo de detección autocentrante se pongan en contacto con las esferas de referencia y generen valores de desplazamiento, transferir los valores de desplazamiento a un ordenador, repetir las etapas de medición y transferencia con la mesa giratoria de la máquina colocada en diferentes posiciones angulares y procesar los valores de desplazamiento generados en el ordenador. Problemas y funciones El concepto básico de las pruebas de error de posicionamiento de las máquinas herramientas (TM) con objetos de referencia es que la herramienta se reemplaza por un dispositivo de detección, la máquina herramienta (TM) está programada para mover los ejes a las posiciones definidas colocando de esta manera el dispositivo de detección en contacto con las esferas de referencia y otros elementos de referencia en el objeto de referencia (este documento sólo se ocupa de las esferas de referencia). Sin embargo, hay varios problemas que impiden que se utilicen los tipos conocidos de dispositivos de detección de las máquinas de medición por coordenadas (CM). En la mayoría de los casos no será posible utilizar un dispositivo de detección dinámica como es muy común en las CM. Este dispositivo de detección da un impulso - cuando toca el objeto - para leer los contadores de posición de la máquina de medición por coordenadas (CM). Su uso no es posible o no es cómodo ya sea debido a la falta de conexión con el control numérico de la señal del dispositivo de detección y/o la falta de posibilidad para la transferencia de los datos medidos en el equipo en el que las medidas de prueba deben ser evaluados. Los controles de TM que poseen, de hecho, una entrada para ese tipo de dispositivo de detección no tienen el soporte lógico adecuado para una medición compleja. Sus algoritmos son muy limitados, por ejemplo, para poder hacer frente a las esferas de medición. No sólo la programación sino también la ejecución de la medición es lento y complicado, si cada elemento de referencia se detecta con varios puntos, en lugar de ir con el TM sólo de un punto a otro, como es la forma en interferómetros láser que se utilizan cuando se controla una TM. Para estas pruebas, sería conveniente contar con un dispositivo de detección que indique la desviación en X, Y, Z simultáneamente, para cada posición programada en la que el dispositivo de detección está en contacto con una esfera de referencia en un objeto de referencia como una barra de bolas. Por lo tanto, se podría programar fácilmente y los programas se ejecutarían con rapidez, y ni siquiera sería necesario conectar el ordenador o el dispositivo de detección al control numérico de la TM. Todo esto es posible con un dispositivo de detección autocentrante. Este tipo de dispositivo de detección permite obtener, al mismo tiempo, el error de posición en tres coordenadas cuando la TM con este dispositivo de detección se coloca sobre una esfera de referencia de una barra 2 E09151334 11-01-2012 de bolas o su equivalente. Las posiciones programadas deberían corresponderse a las pociones reales (calibradas) de los centros de las esferas de referencia de la barra de bolas; si los mismos no corresponden, se deberán tomar en cuenta las desviaciones de los valores programados con respecto a los valores calibrados. Los dispositivos de detección analógicos para las CM existen, que permiten ensamblar las puntas del dispositivo de detección auto-centrante en forma de tres bolas o un cono. Pero ellos no son adecuados para las TM, debido a su falta de clasificación de medición. Tienen sólo una fracción de un milímetro, pero tienden a tener al menos 3 milímetros para compensar los errores de posicionamiento y la alineación defectuosa del objeto de referencia con respecto a los ejes de TM para facilitar la medición. Estos dispositivos de detección no son adecuados ya sea porque tienen componentes móviles con grandes masas, creando el peligro de fuertes impactos en los objetos y problemas de vibraciones. Esto sucede porque se construyen de una manera cinemática secuencial, lo que significa que hay tres sistemas de movimiento lineal (X, Y, Z): el primero lleva la barra, el segundo lleva al primero y a la barra, y el tercero lleva al segundo y al primero y a la barra. Por lo tanto, los componentes móviles tienen una gran cantidad de masa y deben ser de una precisión extremadamente alta debido a la adición de los errores de los componentes de la cadena cinemática entre la punta del dispositivo de detección y el cuerpo del dispositivo de detección que se une al cabezal de la TM. Solución de acuerdo con la invención La invención se define en la reivindicación 1. Teniendo en cuenta que no es necesario medir ya sea cualquier tipo de superficie o cualquier tipo de topografía, puesto que los objetos siempre van a ser esferas de extrema dureza, baja rugosidad y poca forma de error, el sistema del dispositivo de detección autocentrante está abierto a la simplificación y se hace más adecuado para la tarea de auto-centrado en esferas de referencia con posiciones relativamente lejos de las posiciones del dispositivo de detección auto-centrante. Por esta razón, un concepto totalmente nuevo de un dispositivo de detección auto- centrante se podría desarrollar, en base a una cinemática paralela, lo que implica en este caso que la medición se realiza directamente sobre la superficie de la esfera de referencia por al menos tres sistemas de los sistemas de medición unidimensional que componen el dispositivo de detección auto-centrante tridimensional. De este modo se podrían reducir las masas de los componentes móviles, reducir el volumen del dispositivo de detección y reducir las fuerzas de detección. Al mismo tiempo, la precisión puede ser mejorada en comparación con un dispositivo de detección de secuencia cinemática a través de la falta de una "pila" de los ejes que suman errores. Los componentes con menor precisión, montaje más sencillo y calibración más rápida y sencilla del dispositivo de detección auto-centrante conducen también a un precio más bajo. El dispositivo de detección auto-centrante contiene los siguientes componentes: al menos tres puntas del dispositivo de detección d que están en contacto con la esfera de referencia, con superficies generalmente esféricas, planas o cilíndricas - las alternativas no se limitan a estas formas, las puntas del dispositivo de detección deben ser de alta precisión y la geometría se debe reconocer. cada punta del dispositivo de detección se fija en una barra que se... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para analizar los ejes giratorios de las máquinas herramientas (TM) y las máquinas de medición por coordenadas (CM), que comprende una mesa giratoria y un cabezal, comprendiendo las etapas de: A) colocar una esfera de referencia sobre una mesa giratoria de la máquina; B) colocar un dispositivo de detección auto-centrante para analizar los errores de posicionamiento de los ejes giratorios de las maquinas; teniendo al menos tres barras (11) capaces de moverse independientemente en forma lineal en diferentes direcciones y teniendo cada barra (11) una punta del dispositivo de detección (12); en el cabezal de la máquina; C) posicionar la mesa giratoria de la máquina en una posición angular; D) posicionar el dispositivo de detección auto-centrante en una posición conocida, de tal manera que al menos tres puntas del dispositivo de detección (12) del dispositivo de detección auto-centrante están en contacto con la única esfera de referencia (3) y generar los valores de desplazamiento de las al menos tres barras (11); E) transferir los valores de desplazamiento de las al menos tres barras (11) y la posición angular de la mesa giratoria de la máquina a un ordenador; F) repetir las etapas C) y E) con la mesa giratoria de la máquina colocada en diferentes posiciones angulares; H) procesar los valores de desplazamiento generados de las al menos tres barras (11) y las posiciones angulares de la mesa giratoria de la máquina en el ordenador, en el que durante la etapa H) la posición del dispositivo de detección auto-centrante se calcula en relación con la única esfera de referencia (3) que se está detectando, tomando en cuenta los valores de desplazamiento de las al menos tres barras (11), las posiciones angulares correspondientes de la mesa giratoria de la máquina, y el modelo de geometría del dispositivo de detección auto-centrante. 2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el dispositivo de detección auto-centrante contiene al menos tres barras (11), teniendo cada una de ellas una punta esférica o plana del dispositivo de detección (12), moviéndose estas barras (11) libremente a lo largo guías lineales (13). 3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque los valores de desplazamiento generados en el ordenador se procesan con un modelo de procesamiento con al menos uno de los siguientes parámetros: - las posiciones de dichas puntas del dispositivo de detección (12) - las orientaciones de dichas puntas del dispositivo de detección (12) - las posiciones de dichas barras (11) - las orientaciones de dichas barras (11) - las posiciones de dichos sensores de desplazamiento (16) - las orientaciones de dichos sensores de desplazamiento (16) utilizándose estos parámetros para procesar los desplazamientos relativos de la única esfera de referencia (3, 33) en relación con el dispositivo de detección auto-centrante en base a las posiciones medidas por dichos sensores de desplazamiento lineal (16). 4. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque los parámetros del modelo se miden directamente en los componentes del dispositivo de detección auto-centrante después de ensamblarlos, utilizando los sistemas de medición independientes, tales como las CM. 5. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque los parámetros del modelo se derivan de mediciones reales de una única esfera de referencia (3) con el propio dispositivo de detección auto-centrante, colocando sucesivamente la única esfera de referencia (3) en diferentes posiciones en relación con el dispositivo de detección auto-centrante, y aplicar programas de búsqueda de solución numérica para calcular el conjunto de valores para dichos parámetros del modelo, que describen mejor la diferencia entre los desplazamientos medidos y los desplazamientos reales entre la única esfera (3) y el dispositivo de detección auto-centrante. 6 E09151334 11-01-2012 7 E09151334 11-01-2012 8 E09151334 11-01-2012
Patentes similares o relacionadas:
Máquina herramienta, del 11 de Marzo de 2020, de Hüttmann, Martin: Máquina herramienta para el mecanizado de piezas de trabajo controlado por ordenador, con un soporte de máquina y al menos dos dispositivos […]
Amortiguador de masa ajustado montado sobre cabezal simétrico, del 27 de Noviembre de 2019, de Fives Machining Systems, Inc: Un amortiguador de masa ajustado montado en un cabezal de máquina herramienta , montado sobre el extremo de un brazo que tiene una […]
Máquina herramienta para la mecanización por arranque de virutas de una pieza de trabajo así como conjunto de soporte de husillo para el empleo en una máquina herramienta de este tipo, del 6 de Noviembre de 2019, de DECKEL MAHO PFRONTEN GMBH: Conjunto de soporte de husillo para el empleo en una máquina herramienta, con:
- una sección de alojamiento del brazo articulado que se puede disponer o bien […]
Cabezal de mecanización de giro doble, del 26 de Marzo de 2019, de C.M.S. S.P.A.: Cabezal de mecanización de giro doble con dos ejes controlados (C; A), que comprende:
- una primera unidad de control de un primer […]
Máquina herramienta con sistema de amortiguación activa, del 6 de Febrero de 2019, de SORALUCE, S. COOP: Máquina herramienta con sistema de amortiguación activa, comprendiendo
• un carnero que tiene una estructura prismática hueca con unas paredes longitudinales […]
Máquina herramienta que comprende un cabezal de mecanizado, del 27 de Diciembre de 2018, de BRETON, S.P.A.: Máquina herramienta que comprende un manguito y un cabezal de mecanizado , comprendiendo dicho cabezal de mecanizado:
un primer cuerpo conectado al manguito […]
Manipulador de baja inercia para máquinas de corte láser para metales laminares planos, del 28 de Marzo de 2018, de SALVAGNINI ITALIA S.P.A.: Máquina de corte láser para metales laminares planos dispuestos en un plano horizontal, que comprende un cabezal de corte láser y un manipulador con un eje X de movimiento […]
Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado y sistema, del 21 de Febrero de 2018, de ThyssenKrupp System Engineering GmbH: Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado para un manipulador, en particular en una calle de fabricación para la fabricación de carrocerías […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Máquina herramienta que comprende un cabezal de mecanizado, del 27 de Diciembre de 2018, de BRETON, S.P.A.: Máquina herramienta que comprende un manguito y un cabezal de mecanizado , comprendiendo dicho cabezal de mecanizado:
un primer cuerpo conectado al manguito […]
Máquina herramienta que comprende un cabezal de mecanizado, del 27 de Diciembre de 2018, de BRETON, S.P.A.: Máquina herramienta que comprende un manguito y un cabezal de mecanizado , comprendiendo dicho cabezal de mecanizado:
un primer cuerpo conectado al manguito […]