UTIL Y PROCEDIMIENTO PARA LA FABRICACION DE ESTRUCTURAS DE MATERIALESCOMPUESTOS FUERA DE AUTOCLAVE.
Ütil y procedimiento para la fabricación de estructuras de materiales compuestos fuera de autoclave.
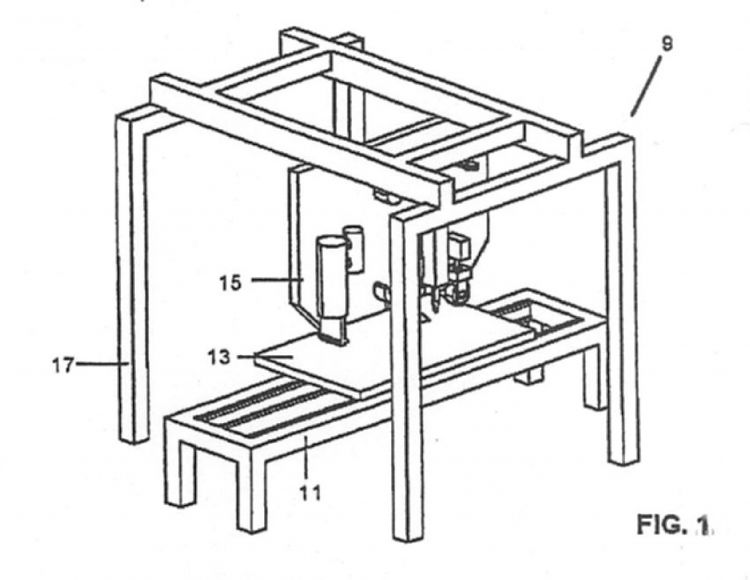
Útil (9) para la fabricación de piezas de material compuesto fuera de autoclave, que comprende una bancada (11) en cuya superficie superior se incluye una mesa de apilado (13) que tiene un movimiento giratorio y de desplazamiento en la dirección de laminado, y un cabezal (15) soportado en un pórtico (17) a través de medios que permiten el desplazamiento perpendicular a la dirección de laminado sobre la citada mesa (13), comprendiendo a su vez el cabezal (15): medios automáticos (21) para la colocación de cintas o mechas de material compuesto en forma de "prepreg"; medios de compactación (23) del material compuesto y medios de curado (25) para polimerizar el material compuesto. La invención se refiere también a un procedimiento para la fabricación de estructuras de material compuesto fuera de autoclave
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200703327.
Solicitante: AIRBUS ESPAÑA S.L..
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: SANCHEZ GOMEZ,JOSE, AVILA DOMINGUEZ,RAFAEL, BUTRAGUEÑO MARTINEZ,ASUNCION.
Fecha de Solicitud: 14 de Diciembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 19 de Enero de 2011.
Clasificación Internacional de Patentes:
- B29C70/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › conformación o impregnación por compresión.
Clasificación PCT:
- B29C70/34 B29C 70/00 […] › conformación o impregnación por compresión.
Fragmento de la descripción:
Útil y procedimiento para la fabricación de estructuras de materiales compuestos fuera de autoclave.
Campo de invención
La presente invención se refiere a un útil y a un procedimiento de fabricación de estructuras de materiales compuestos y más en particular, a un útil y un procedimiento de fabricación fuera de autoclave cuyos resultados sean similares a los procedimientos que incluyen una etapa de curado en autoclave.
Antecedentes de la invención
Los materiales compuestos son cada vez más atractivos para una gran variedad de utilizaciones en diversas industrias como la industria aeronáutica, la industrial naval, la industria automovilística ó la industria deportiva debido a su alta resistencia y a su relación resistencia-peso.
Los materiales compuestos más utilizados en dichas industrias son los consistentes en fibras o haces de fibra embebidos en una matriz de resina termoestable o termoplástica, en forma de material preimpregnado ó "prepreg".
Una estructura de material compuesto está formada por una pluralidad de capas de material preimpregnado. Cada capa de material preimpregnado está formada por fibras o haces de fibras que pueden estar entrecruzadas entre sí formando distintos estilos de tejido o que pueden estar orientadas en una sola dirección formando cintas unidireccionales. Estas fibras o haces de fibras se encuentran impregnadas con resinas (ya sean termoestables o termoplásticas).
En la actualidad y principalmente en la industria aerospacial se utilizan de forma masiva materiales compuestos de matriz orgánica y fibra continua principalmente basados en resinas epoxídicas y fibras de carbono.
Este tipo de materiales ha ido incrementando su nivel de utilización, especialmente en la industria aeronáutica, hasta alcanzar la situación presente en la que los materiales compuestos de matriz epoxídica y fibra de carbono pueden considerarse la opción más empleada en una gran diversidad de elementos estructurales. Esta situación ha obligado y sigue obligando al desarrollo de procedimientos de fabricación capaces de producir elementos con la calidad requerida de una forma repetitiva y con un coste de fabricación adecuado.
En lo que concierne a la disposición de capas de material preimpregnado para la fabricación de una estructura de material compuesto, existen diversos métodos en función de los medios de los que se dispone para su posicionamiento, en particular el apilado manual y el apilado automático.
En el apilado manual, un operario coloca las distintas capas de material preimpregnado con el tamaño y orientación que se requiera.
En el apilado automático, un sistema robotizado se encarga de colocar las distintas capas de material preimpregnado con la orientación y posición requerida y cortarlas a una longitud específica.
Dentro del apilado automático existen dos tipos fundamentales en función del material preimpregnado del que se parta y de su ancho al apilarlo:
- ATL ("automated tape laying"): el sistema robotizado posiciona cintas unidireccionales de material preimpregnado en forma de tiras más o menos anchas para cubrir superficies planas o de pequeña curvatura simple
- AFP ("automated fiber placement"): el sistema robotizado posiciona conjuntos de tiras muy estrechas para cubrir superficies con geometría de doble curvatura.
El proceso de fabricación de estructuras de materiales compuestos a partir de esta pluralidad de capas (laminado) requiere generalmente por un lado una compactación para obtener la fracción volumétrica de fibra deseada y eliminar huecos y aire atrapado del material compuesto y, por otro lado, un proceso de curado con el que se consigue el entrecruzamiento de las cadenas poliméricas de la resina que impregna las fibras.
Tradicionalmente estas estructuras han sido fabricadas mediante la aplicación de presión y vacío (como medio de compactación) y la aplicación de calor (como medio para conseguir el entrecruzamiento de las cadenas poliméricas), particularmente en un autoclave en cuyo interior se crea una atmósfera controlada.
El tiempo invertido en la fabricación de la estructura a partir del material preimpregnado es la suma del tiempo invertido en cada uno de los procesos necesarios: apilamiento de las sucesivas capas de material preimpregnado que forman la estructura, aplicación de vacío (como uno de los medios de compactación) y curado de la estructura en el interior de un autoclave bajo la acción de presión (compactación) y calor (entrecruzamiento de cadenas poliméricas). El tiempo total es generalmente elevado y es tanto mayor cuanto mayor sea la complejidad y el número de capas del apilado.
Otro aspecto a considerar es el alto coste de la fabricación de estructuras de materiales compuestos, y en particular el alto coste de la energía requerida por el autoclave. Alto coste derivado de la pérdida de calor y tiempo empleado en calentar por convección el aire del autoclave y el útil de curado.
Así pues, la industria demanda constantemente nuevos métodos que permitan la disminución tanto del tiempo como de la energía necesaria para la fabricación de estructuras de materiales compuestos.
Como ya se ha mencionado anteriormente, los métodos convencionales de curado de materiales compuestos se basan en la aplicación (transmisión) de calor al material, por ejemplo mediante convección de aire caliente u otras técnicas basadas en la activación mediante calor de los grupos funcionales de las resinas. Uno de los procedimientos conocidos en la técnica es el del curado de la estructura correspondiente mediante la aplicación local de calor con un emisor de microondas. A pesar de que la utilización de un emisor de microondas como fuente de calor puede suponer un ahorro en tiempo y energía (debido a que se minimizan las pérdidas de calor del autoclave), existen resinas cuya naturaleza química permite el curado de las mismas mediante el empleo de formas de energía más rápidas que el calor que derivaría en un mayor ahorro en tiempo y en costes respecto a las soluciones conocidas.
Por otro lado, procedimientos de curado mediante el uso de un emisor de microondas presentan el problema de no permitir una buena focalización en el material o estructura a curar y la dificultad en obtener un campo homogéneo.
La presente invención está orientada a la satisfacción de los inconvenientes anteriormente mencionados.
Sumario de la invención
La presente invención está orientada a la utilización de la técnica de curado mediante haz de electrones, lo cual conlleva una disminución del tiempo y coste necesarios para realizar un proceso automatizado de fabricación de estructuras con materiales compuestos.
Existen resinas cuya composición química permite una activación de sus grupos funcionales mediante la aplicación de otras formas de energía al material distintas del calor. Esta energía necesaria para la activación de los grupos funcionales puede suministrarse mediante la aplicación de un haz de electrones.
La aplicación del curado de materiales compuestos mediante un haz de electrones no es algo nuevo en la industria aerospacial. Esta tecnología se utiliza actualmente para curar piezas de fibra de carbono; este curado se realiza en una sola etapa posterior al apilado completo del material compuesto, en una cámara cerrada y con altos valores de energía con los que se consigue el curado total de la pieza tras una sola aplicación, lográndose en consecuencia reducir el tiempo necesario para el procedimiento, lo cual conlleva una importante reducción en costes.
En un primer aspecto, la invención proporciona un útil para la fabricación de piezas de material compuesto fuera de autoclave que comprende los siguientes elementos:
- Una bancada sobre cuya superficie superior se encuentra una mesa de apilado donde se lamina el material.
- Un cabezal desplazable dotado de: medios automáticos para la colocación de cintas ó mechas de material compuesto en forma de cinta unidireccional preimpregnada, medios de compactación del material compuesto, medios de emisión de infrarrojos y de emisión de haz de electrones para curar el material compuesto.
En un segundo aspecto, la invención proporciona un procedimiento para la fabricación de estructuras de material compuesto fuera...
Reivindicaciones:
1. Útil (9) para la fabricación de piezas de material compuesto fuera de autoclave, caracterizado porque comprende:
a) una bancada (11) en cuya superficie superior se incluye una mesa de apilado (13) que tiene un movimiento giratorio y de desplazamiento en la dirección de laminado, y
b) un cabezal (15) soportado en un pórtico (17) a través de medios que permiten el desplazamiento perpendicular a la dirección de laminado sobre la citada mesa (13), comprendiendo a su vez el cabezal (15):
2. Útil (9) para la fabricación de material compuesto fuera de autoclave según la reivindicación 1, caracterizado porque los medios de curado (25) comprenden un equipo emisor de infrarrojos (27) y un equipo de emisión de haz de electrones (29).
3. Útil (9) para la fabricación de material compuesto fuera de autoclave según la reivindicación 2, caracterizado porque comprende un regulador de potencia tal que la potencia del emisor de infrarrojos (27) y del emisor de haz de electrones (29) varía en función de las características del material a procesar, y más concretamente de su espesor.
4. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones 1-3, caracterizado porque los medios de compactación (23) comprenden un rodillo compactador (39) y una unidad de compactación por ultrasonidos (41).
5. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones 1-4, caracterizado porque los medios automáticos (21) comprenden una bobina de material preimpregnado (31), una unidad de guiado y corte (33), un rodillo compactador (35) y una bobina de papel separador (37).
6. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones 1-4, caracterizado porque el útil (9) está estructurado para ajustar automáticamente la distancia sobre la mesa de apilado (13) de los diferentes medios soportados sobre el cabezal (15).
7. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones 1-6, caracterizado porque el útil (9) está configurado para que los medios de curado (25) estén activados.
8. Útil (9) para la fabricación de material compuesto fuera de autoclave según la reivindicación 7, caracterizado porque el útil (9) está configurado para que los medios de compactación (23), los medios automáticos (21) y los medios de curado (25) estén activados.
9. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones anteriores, caracterizado porque la velocidad máxima de apilado del cabezal (15) es de 70 m/min.
10. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones 2-9, caracterizado porque el emisor de infrarrojos (27) tiene las siguientes características:
11. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones 2-9, caracterizado porque el emisor de haz de electrones (29) tiene las siguientes características:
12. Útil (9) para la fabricación de material compuesto fuera de autoclave según cualquiera de las reivindicaciones 4-11, caracterizado porque la frecuencia de la unidad de compactación por ultrasonidos (41) está comprendida entre 20 kHz y 40 kHz.
13. Procedimiento para la fabricación de estructuras de material compuesto fuera de autoclave, caracterizado porque comprende las siguientes etapas:
a) Colocar material compuesto en forma de cintas o mechas de "prepreg" sobre un útil con la forma de la estructura a fabricar, compactándolo y curándolo parcialmente seguidamente a su colocación, hasta completar una capa de la estructura;
b) Repetir la etapa a) hasta completar el apilado de la estructura;
c) Curar hasta el grado de curado requerido la última capa de la estructura.
14. Procedimiento para la fabricación de estructuras de material compuesto fuera de autoclave según la reivindicación 13, caracterizado porque, en la etapa c), se cura la estructura mediante la aplicación local de energía sobre su superficie con un emisor de haz de electrones.
Patentes similares o relacionadas:
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Material de compuesto reforzado con fibra, del 6 de Mayo de 2020, de KABUSHIKI KAISHA TOYOTA JIDOSHOKKI: Un material de compuesto reforzado con fibra construido al impregnar una capa de paquete de fibras laminada formada al laminar una pluralidad de capas […]
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Composición de resina epoxídica, material preimpregnado, material compuesto reforzado con fibra de carbono y métodos de fabricación para los mismos, del 11 de Diciembre de 2019, de TOHO TENAX CO., LTD: Composición de resina epoxídica, que comprende al menos: componente [A]; de 3 a 20 partes en masa de componente [B] con respecto a 100 partes en masa del componente […]
Un método para fabricar un cajón multilarguero de una sola pieza de material compuesto dentro de un molde cerrado, del 11 de Diciembre de 2019, de Leonardo S.p.A: Un método para fabricar un cajón multilarguero de una sola pieza hecho de material compuesto para aviones, que comprende dos paneles que están unidos por […]
 Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Proceso de moldeo por compresión de un material compuesto con escamas cuasiisotrópicas, del 4 de Septiembre de 2019, de THE BOEING COMPANY: Un método para formar una pieza moldeada que tiene propiedades cuasiisotrópicas, comprendiendo el método: consolidar una primera capa formada […]