MÉTODO Y APARATO PARA LA PRODUCCIÓN DE COMPRIMIDOS.
Procedimiento para la fabricación de comprimidos que comprende las etapas siguientes:
- una etapa de generación de gas para generar un gas a partir de unos medios de generación de gas; - una etapa de dispersión del lubricante para suministrar el gas generado a partir de los medios de generación de gas a unos medios de descarga del polvo lubricante, descargando los medios de descarga el polvo lubricante en el gas para la mezcla del polvo lubricante con el gas en estado disperso, dependiendo del suministro del gas, descargando de este modo el polvo lubricante en el gas generado a partir de los medios de generación de gas desde los medios de descarga del polvo lubricante (50) para mezclar el polvo lubricante con el gas en estado de dispersión; - una etapa de transporte neumático para transportar neumáticamente el polvo lubricante mezclado con el gas en estado de dispersión en la etapa de dispersión del lubricante, en unos medios de aplicación del lubricante (90), pulverizando los medios de aplicación del lubricante (90) el polvo lubricante sobre cada una de las superficies materiales de contacto de una matriz, un punzón superior (31) y un punzón inferior (33); - una etapa de aplicación del polvo lubricante para pulverizar el polvo lubricante mezclado con el gas en estado de dispersión sobre cada una de las superficies materiales de contacto de la matriz, del punzón superior (31) y del punzón inferior (33) mediante los medios de aplicación del lubricante (90); - una etapa de elaboración de comprimidos para comprimir un material de moldeo con la matriz, el punzón superior (31) y el punzón inferior (33) sobre cada superficie material de contacto a la que se aplica el polvo lubricante; - una etapa de aspiración del polvo lubricante en exceso, para aspirar el exceso de polvo lubricante mediante unos medios de aspiración (101), siendo el exceso de polvo lubricante el polvo lubricante que no ha sido aplicado sobre cada superficie material de contacto de la matriz, del punzón superior (31) y del punzón inferior (33); - caracterizado porque la concentración de oxígeno en el gas existente en el sistema de transporte y/o cerca de los medios de aplicación del lubricante (90), se fija en una concentración inferior al límite de explosión, incluyendo el sistema de transporte los medios de generación del gas y los medios de aplicación del lubricante (90) como sus instrumentos iniciales y finales, y porque - una concentración de polvo lubricante que debe aspirarse con los medios de aspiración (101) se fija en una concentración inferior al límite de explosión
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2001/010663.
Solicitante: KYOWA HAKKO KIRIN CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 1-6-1, OHTEMACHI, CHIYODA-KU TOKYO JAPON.
Inventor/es: MORIMOTO, KIYOSHI, WATANABE, YASUSHI, HIROTA,EIICHIRO, HAYAKAWA,KIMIAKI.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Diciembre de 2001.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B01J2/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01J PROCEDIMIENTOS QUÍMICOS O FÍSICOS, p. ej. CATÁLISIS O QUÍMICA DE LOS COLOIDES; APARATOS ADECUADOS. › Procedimientos o dispositivos para la granulación de sustancias, en general; Tratamiento de materiales particulados para hacer que fluyan libremente, en general, p. ej. haciéndolos hidrófobos.
- B01J2/16 B01J […] › B01J 2/00 Procedimientos o dispositivos para la granulación de sustancias, en general; Tratamiento de materiales particulados para hacer que fluyan libremente, en general, p. ej. haciéndolos hidrófobos. › mediante la suspensión de la sustancia en polvo en un gas, p. ej. en forma de "lechos fluidificados" o de cortina.
- B01J2/22 B01J 2/00 […] › por prensado en moldes o entre cilindros.
- B30B15/00B2
Clasificación PCT:
- A61J3/06 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › A61J 3/00 Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes). › en forma de píldoras, tabletas o pastillas.
- B30B15/00 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P).
Clasificación antigua:
- A61J3/06 A61J 3/00 […] › en forma de píldoras, tabletas o pastillas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a un procedimiento de fabricación de comprimidos y a un aparato para la fabricación de comprimidos, más específicamente a un procedimiento de fabricación de comprimidos en el que los comprimidos se producen mediante un procedimiento externo de lubricación, de una forma industrialmente rentable y se toman las medidas adecuadas para evitar una explosión del polvo al llevar a cabo el procedimiento de fabricación de comprimidos, y a un aparato de fabricación aplicable para realizar el procedimiento de fabricación de comprimidos.
Técnica anterior
Recientemente se ha hecho mención de un comprimido intrabucal que se desintegra rápidamente, que está fabricado mediante la reducción de un polvo lubricante incluido en el mismo, o mediante la exclusión de un polvo lubricante en el mismo, todo ello con el objetivo de acelerar el tiempo de desintegración del comprimido, de modo que el comprimido pueda desintegrarse en la cavidad bucal al entrar en contacto con la saliva.
Como procedimiento de fabricación de dicho comprimido intrabucal que se desintegra rápidamente ya dado a conocer, existe un procedimiento en el que se aplica un polvo lubricante a cada superficie material de contacto de una matriz, de un punzón superior y de un punzón inferior de una máquina rotativa de fabricación de comprimidos y un material a moldear se comprime con la matriz lubricada, el punzón superior y el punzón inferior (concretamente, un procedimiento de lubricación externa, véanse los documentos JP-B-41-11273, JP-A-56-14098 y JP-A-7-124231).
El procedimiento de fabricación de comprimidos descrito en la patente JP-B-4111273 comprende las etapas de cargar una cantidad fija de material que debe convertirse en un comprimido en una matriz, elaborar el comprimido mediante la compresión del material cargado en la matriz con una pareja de un punzón superior y un punzón inferior y descargar el comprimido producido. En una etapa previa antes de cargar el material a moldear en la matriz, está dispuesta una tobera de pulverización en una posición predeterminada por encima de la matriz, para pulverizar un lubricante sobre la superficie inferior del punzón superior (en la presente memoria “superficie inferior del punzón superior” se denomina “superficie material de contacto del punzón superior”), y una superficie inferior del punzón superior (en la presente memoria “superficie superior del punzón inferior” se denomina “superficie material de contacto del punzón inferior”), correspondiendo ambos punzones a la matriz que ha llegado a la posición en la que está dispuesta la tobera. A continuación se carga el material a moldear en la matriz y se comprime para fabricar un comprimido con el punzón superior a cuya superficie material de contacto se le ha aplicado el lubricante y con el punzón inferior a cuya superficie material de contacto se le ha aplicado el lubricante para producir un comprimido
Según el procedimiento de fabricación de comprimidos descrito en el documento JP-A-56-14098, en una etapa previa antes de cargar un material a moldear en la matriz, están dispuestos un difusor para difundir un lubricante y una tobera para pulverizar aire en un lugar predeterminado por encima de la matriz, y se difunde un lubricante sobre la matriz que ha llegado donde está dispuesto el difusor antes de cargar el material a moldear en la matriz, colocando de este modo el lubricante sobre la superficie de contacto de un punzón inferior dispuesto correspondiente a la matriz. A continuación se inyecta aire comprimido desde la tobera sobre el punzón inferior en la posición en que está dispuesta la tobera, insuflando de este modo el lubricante situado sobre la superficie de contacto del punzón inferior. El lubricante insuflado se aplica sobre una circunferencia interior de la matriz y en la superficie material de contacto del punzón superior. (En la presente memoria “circunferencia interior de la matriz” se denomina “superficie material de contacto de la matriz”. En sentido estricto, “superficie material de contacto de la matriz” se refiere a la pared circunferencial interna de la matriz que está por encima de la superficie material de contacto del punzón inferior introducido en una posición predeterminada en la matriz). A continuación se fabrica el comprimido mediante la compresión del material a moldear utilizando la matriz, el punzón superior y el punzón inferior a cuyas superficies materiales de contacto les ha sido aplicado un lubricante.
Según el procedimiento de fabricación del comprimido descrito en el documento JP-A-7-124231, sobre la matriz está dispuesta una cámara de pulverización conectada con un generador de aire pulsante por vibración y dotado de una tobera de pulverización para pulverizar un lubricante. En una etapa previa de carga del material a moldear en la matriz, se activa el generador de aire pulsante por vibración para generar aire pulsante por vibración en la cámara de pulverización cuando la matriz llega a la posición en que está dispuesta la cámara de pulverización, se pulveriza un lubricante desde la tobera de pulverización de cada superficie material de contacto de la matriz, del punzón superior y del punzón inferior, a continuación se carga el material a moldear en la matriz y el material a moldear cargado se comprime para producir un comprimido utilizando el punzón superior y el punzón inferior a cuyas superficies materiales de contacto se les ha aplicado el lubricante.
Aunque los procedimientos de fabricación dados a conocer en los documentos JPB-41-11273, JP-A-56-14098 y JP-A-7-124231 pueden utilizarse para fabricar de forma experimental o para fabricar una pequeña cantidad de comprimidos, disponen de margen para mejoras para fabricar un comprimido de forma estable durante largo tiempo para cumplir con los requisitos de una base industrial de fabricación.
Además, los inventores de la presente invención temían que en caso de construir un aparato de fabricación de comprimidos a gran escala adecuado para una base industrial de fabricación, un lubricante en polvo podría producir una explosión de polvo al fabricar un comprimido con dicho aparato.
El documento EP-A-650826 da a conocer un procedimiento según el preámbulo de la reivindicación 1 y un aparato según el preámbulo de la reivindicación 9.
Descripción de la invención
La presente invención se propone resolver los problemas mencionados anteriormente, y el objetivo de la invención es dar a conocer un procedimiento de fabricación de comprimidos en el que los comprimidos se fabrican de forma estable durante un largo periodo de tiempo para cumplir con los requisitos de una base industrial de fabricación rentable, no existiendo riesgo de explosión en caso de construir un aparato de fabricación de comprimidos a gran escala adecuado para una base industrial de fabricación, y para dar a conocer un aparato para la fabricación de comprimidos para llevar a la práctica el procedimiento.
Los inventores de la presente invención se han dedicado al desarrollo de un comprimido de desintegración rápida que pueda desintegrarse rápidamente en un lugar adecuado, tal como un comprimido que se desintegra en el interior de la boca, que puede desintegrarse rápidamente en la cavidad bucal al entrar en contacto con la saliva, y en el desarrollo de un aparato de fabricación para fabricar dicho comprimido de desintegración rápida. Han completado un aparato de fabricación que puede llevarse a la práctica en una base industrial de fabricación.
Además, los presentes inventores han pensado que aunque puede existir un riesgo de explosión de polvo en el aparato de fabricación o alrededor del aparato de fabricación (tal como en una fábrica en la que está dispuesto el aparato) debido a que se utiliza un material en polvo para fabricar dicho comprimido cuando se fabrica una gran cantidad de comprimidos lubricados exteriormente mediante dicho aparato de fabricación.
Por consiguiente, los presentes inventores han analizado las causas de una explosión de polvo para revisar las medidas a tomar adecuadas para el aparato para una producción industrial rentable.
La Figura 36 representa las causas características de una explosión de polvo.
Tal como se representa en la Figura 36, se produce una explosión de polvo mediante la totalidad de las tres causas tales como la existencia de oxígeno, la existencia de material combustible y la existencia de una fuente de ignición. Si una de ellas...
Reivindicaciones:
1. Procedimiento para la fabricación de comprimidos que comprende las etapas siguientes: -una etapa de generación de gas para generar un gas a partir de unos medios de generación de gas; -una etapa de dispersión del lubricante para suministrar el gas generado a partir de los medios de generación de gas a unos medios de descarga del polvo lubricante, descargando los medios de descarga el polvo lubricante en el gas para la mezcla del polvo lubricante con el gas en estado disperso, dependiendo del suministro del gas, descargando de este modo el polvo lubricante en el gas generado a partir de los medios de generación de gas desde los medios de descarga del polvo lubricante (50) para mezclar el polvo lubricante con el gas en estado de dispersión; -una etapa de transporte neumático para transportar neumáticamente el polvo lubricante mezclado con el gas en estado de dispersión en la etapa de dispersión del lubricante, en unos medios de aplicación del lubricante (90), pulverizando los medios de aplicación del lubricante (90) el polvo lubricante sobre cada una de las superficies materiales de contacto de una matriz, un punzón superior (31) y un punzón inferior (33); -una etapa de aplicación del polvo lubricante para pulverizar el polvo lubricante mezclado con el gas en estado de dispersión sobre cada una de las superficies materiales de contacto de la matriz, del punzón superior (31) y del punzón inferior (33) mediante los medios de aplicación del lubricante (90); -una etapa de elaboración de comprimidos para comprimir un material de moldeo con la matriz, el punzón superior (31) y el punzón inferior (33) sobre cada superficie material de contacto a la que se aplica el polvo lubricante;
- una etapa de aspiración del polvo lubricante en exceso, para aspirar el exceso de polvo lubricante mediante unos medios de aspiración (101), siendo el exceso de polvo lubricante el polvo lubricante que no ha sido aplicado sobre cada superficie material de contacto de la matriz, del punzón superior (31) y del punzón inferior (33);
- caracterizado porque la concentración de oxígeno en el gas existente en el sistema de transporte y/o cerca de los medios de aplicación del lubricante (90), se fija en una concentración inferior al límite de explosión, incluyendo el sistema de transporte los medios de generación del gas y los medios de aplicación del lubricante (90) como sus instrumentos iniciales y finales, y porque
- una concentración de polvo lubricante que debe aspirarse con los medios de aspiración (101) se fija en una concentración inferior al límite de explosión.
2. Procedimiento para la fabricación de comprimidos según la reivindicación 1, en el que el caudal a aspirar por los medios de aspiración (101) está regulado de tal modo que la concentración de polvo lubricante es inferior a la concentración del límite inferior de explosión.
3. Procedimiento para la fabricación de comprimidos según cualquiera de las reivindicaciones 1 ó 2, en el que la concentración de oxígeno en el gas existente en el sistema y/o cerca de los medios de aplicación del lubricante (90) se fija en menos del 14%, incluyendo el sistema los medios de generación del gas y los medios de aplicación del lubricante (90) como sus instrumentos iniciales y finales.
4. Procedimiento para la fabricación de comprimidos según cualquiera de las reivindicaciones 1 ó 2, en el que la concentración de oxígeno en el gas existente en el sistema y/o cerca de los medios de aplicación del lubricante (90) se fija en menos del 8%, incluyendo el sistema los medios de generación del gas y los medios de aplicación del lubricante (90) como sus instrumentos iniciales y finales.
5. Procedimiento para la fabricación de comprimidos según cualquiera de las reivindicaciones 1 a 4, en el que la concentración de polvo lubricante en los medios
(101) de aspiración se fija en menos de 30 g/m3.
6. Procedimiento para la fabricación de comprimidos según cualquiera de las reivindicaciones 1 a 5, en el que se utiliza un gas no inflamable como el gas suministrado a los medios de descarga del lubricante (50) en la etapa de dispersión del lubricante.
7. Procedimiento para la fabricación de comprimidos según cualquiera de las reivindicaciones 1 a 6, en el que se utiliza un gas pulsante por vibración (41) como el gas suministrado a los medios de descarga del lubricante (50) en la etapa de dispersión del lubricante.
8. Procedimiento para la fabricación de comprimidos según cualquiera de las reivindicaciones 1 a 7, en el que un aparato mediante el que se lleva a cabo el procedimiento de fabricación de comprimidos según las reivindicaciones 1 a 7, está equipado con unos medios antiestáticos.
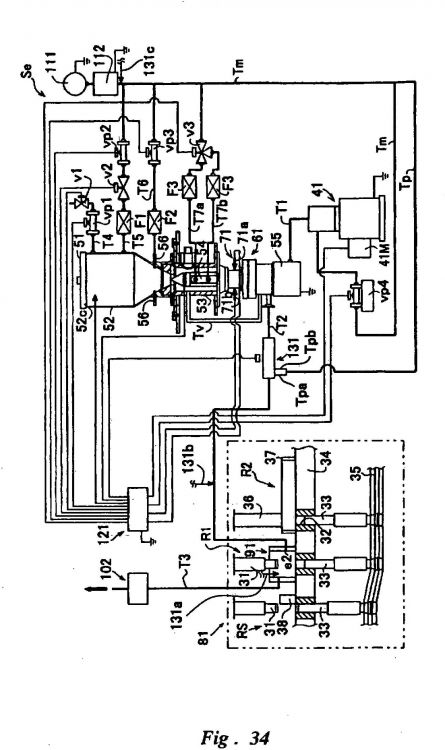
9. Aparato para la fabricación de comprimidos (Sa – Sd) que comprende: -un generador de gas (G); -unos medios de descarga de polvo lubricante (50) para descargar un polvo lubricante en un gas generado en el generador de gas (G) para mezclar el polvo lubricante con el gas en estado de dispersión, dependiendo del suministro del gas generado en el generador de gas (G); -unos medios de aplicación del lubricante (90) para pulverizar el polvo lubricante descargado a partir de la descarga de polvo lubricante y mezclado con el gas del generador de gas (G) en estado de dispersión, sobre cada superficie material de contacto de una matriz, un punzón superior (31) y un punzón inferior (33); -unos medios de aspiración (101) para aspirar en los mismos el polvo lubricante pulverizado desde los medios de aplicación del lubricante (90); caracterizado por: -unos medios de medición de la concentración de oxígeno (131, 131a, 131b, 131c, 131d) para medir la concentración de oxígeno en el gas existente en el sistema de transporte y/o cerca de los medios de aplicación del lubricante (90), incluyendo el sistema de transporte los medios de generación del gas y los medios de aplicación del lubricante (90) como sus instrumentos iniciales y finales; -medios de medición de la concentración de polvo lubricante (103, 103a, 103b, 103c) dispuestos en los medios de aspiración (101) para medir una concentración de polvo lubricante aspirado en los medios de aspiración (101), y porque;
- la concentración de oxígeno en el gas existente en el sistema y/o cerca de los medios de aplicación del lubricante (90) se fija en menos de la concentración para el límite inferior de explosión, basándose en la concentración de oxígeno medida por los medios de medición de la concentración de oxígeno (131, 131a, 131b, 131c, 131d), incluyendo el sistema los medios para la generación del gas y los medios para la aplicación del lubricante como sus instrumentos iniciales y finales; y porque
- la concentración de polvo lubricante que se ha de aspirar con los medios de aspiración (101) se fija en menos de la concentración del límite inferior de explosión basándose en la concentración de polvo lubricante medida por los medios de medición de la concentración de polvo lubricante (103, 103a, 103b, 103c)
10. Aparato para la fabricación de comprimidos (Sa – Sd) según la reivindicación 9, en el que la concentración de oxígeno en el gas existente en el sistema y/o cerca de los medios de aplicación del lubricante (90) se fija en menos del 14%, incluyendo el sistema los medios de generación del gas y los medios de aplicación del lubricante
(90) como sus instrumentos iniciales y finales.
11. Aparato para la fabricación de comprimidos (Sa – Sd) según la reivindicación 9, en el que la concentración de oxígeno en el gas existente en el sistema y/o cerca de los medios de aplicación del lubricante (90) se fija en menos del 8%, incluyendo el sistema los medios de generación del gas y los medios de aplicación del lubricante
(90) como sus instrumentos iniciales y finales.
12. Aparato para la fabricación de comprimidos (Sa – Sd) según cualquiera de las reivindicaciones 9 a 11, en el que el aparato está dotado además de medios apara ajustar el caudal a aspirar por los medios de aspiración (101) y en el que la concentración del polvo lubricante a aspirar por los medios de aspiración (101) se fija en menos de la concentración para el límite inferior de explosión mediante la regulación del caudal a aspirar por los medios de aspiración (101).
13. Aparato para la fabricación de comprimidos (Sa – Sd) según cualquiera de las reivindicaciones 9 a 12, en el que la concentración de polvo lubricante a aspirar por los medios de aspiración (101) es menor de 30 g/m3.
14. Aparato para la fabricación de comprimidos (Sa – Sd) según cualquiera de las reivindicaciones 9 a 13, en el que el generador de gas (G) genera un gas pulsante por vibración (41) desde el mismo.
15. Aparato para la fabricación de comprimidos (Sa – Sd) según cualquiera de las reivindicaciones 9 a 14, que está equipado además con unos medios antiestáticos.
Patentes similares o relacionadas:
Procedimiento para la producción de un implante que comprende polvo de material compuesto que contiene carbonato de calcio con partículas microestructuradas con carbonato de calcio inhibidor, del 22 de Julio de 2020, de KARL LEIBINGER MEDIZINTECHNIK GMBH & CO. KG: Procedimiento para la producción de un implante por medio de un polvo de material compuesto con partículas microestructuradas con carbonato de calcio […]
Polvo compuesto que contiene sal de calcio con partículas microestructuradas, del 22 de Julio de 2020, de SCHAEFER KALK GMBH & CO. KG: Polvo compuesto con partículas microestructuradas, que puede obtenerse a través de un método en el que se combinan partículas grandes con partículas pequeñas, […]
Artículo abrasivo que incluye partículas abrasivas conformadas, del 17 de Junio de 2020, de SAINT-GOBAIN CERAMICS & PLASTICS, INC.: Una partícula abrasiva conformada que comprende un cuerpo que tiene una primera superficie principal, una segunda superficie principal y una superficie lateral unida a la primera […]
Método para la fabricación de pellas que contienen trazador para la fusión por confinamiento magnético, del 6 de Mayo de 2020, de HAMAMATSU PHOTONICS K.K.: Un método para la fabricación de una pella sólida encapsulada con trazador para la fusión por confinamiento magnético, comprendiendo el método: una etapa de formación de […]
Método para revestir la superficie de un sustrato, del 25 de Marzo de 2020, de KRONOS INTERNATIONAL, INC.: Un método para reducir el área superficial específica relativa a la masa de un revestimiento que contiene óxido metálico sobre un sustrato, donde se precipitan […]
 Relleno de césped artificial y método para confeccionarlo, del 29 de Enero de 2020, de Polytex Sportbeläge Produktions-GmbH: Un método para fabricar relleno de césped artificial, donde el método comprende:
- obtener una composición inicial que comprende un granulado , […]
Relleno de césped artificial y método para confeccionarlo, del 29 de Enero de 2020, de Polytex Sportbeläge Produktions-GmbH: Un método para fabricar relleno de césped artificial, donde el método comprende:
- obtener una composición inicial que comprende un granulado , […]
APARATO DE RECUBRIMIENTO CON BOQUILLAS DE ROCIADO MÓVILES, del 23 de Enero de 2020, de STE TECPHARM, S.L: Un aparato de recubrimiento con boquillas de rociado móviles, que comprende un tambor rotatorio y un grupo de posicionado […]
Partículas de material compuesto microestructuradas, del 29 de Octubre de 2019, de SCHAEFER KALK GMBH & CO. KG: Partículas de material compuesto microestructuradas, que pueden obtenerse mediante un procedimiento en el que se unen partículas grandes con […]