PROCEDIMIENTO PARA LA DETERMINACIÓN DE LA FUERZA DE TENSIÓN PREVIA DE PIEZAS DE UNIÓN MEDIANTE EXCITACIÓN POR ULTRASONIDO.
Procedimiento para determinar la fuerza de tensión en componentes de unión (1) mediante acoplamiento ultrasónico por medio de un generador arbitrario programable (AFG),
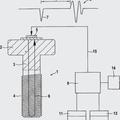
con los siguientes pasos del proceso: a) En el generador de función arbitraria (AFG) programable se genera un impulso eléctrico (7) con una posición de fase predeterminada pseudoestadística de los componentes de frecuencia utilizados y/o especificados, con una amplitud esencialmente constante y una anchura de impulsos predeterminable, b) la anchura de impulsos elegida está adaptada de tal modo a las distancias de los ecos de los impulsos ultrasónicos (8) que no se produce ningún solape de los diferentes reflejos individuales, c) el eco del impulso ultrasónico (8) recibido se selecciona en el tiempo con relación a por lo menos uno de los reflejos y se somete a un procedimiento de transformación establecido para el respectivo componente de unión (1), de tal modo que para un momento definido relacionado con el impulso ultrasónico (7) se desplazan todos los elementos de frecuencia de los componentes de frecuencia en el tiempo o en cuanto a la fase, de tal modo que d) se obtenga para este momento y en ausencia de la fuerza de tensión previa, siempre la posición de fase 0º o siempre la posición de fase 180º (π) cuando se representan los componentes de frecuencia por medio de funciones cosenoidales
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/008516.
Solicitante: INTELLIFAST GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AM NEUEN RHEINHAFEN 10 67346 SPEYER ALEMANIA.
G01L5/24FISICA. › G01METROLOGIA; ENSAYOS. › G01L MEDIDA DE FUERZAS, TENSIONES, PARES, TRABAJO, POTENCIA MECANICA, RENDIMIENTO MECANICO O DE LA PRESION DE LOS FLUIDOS (pesado G01G). › G01L 5/00 Aparatos o métodos para la medida de fuerzas, del trabajo, de la potencia mecánica o del par, especialmente adaptados a fines específicos. › para determinar el valor del par o del momento de torsión para el apretado de una tuerca o de otro órgano sometido a una tensión análoga.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Procedimiento para la determinación de la fuerza de tensión previa de piezas de unión mediante excitación por ultrasonido Aspecto técnico La fuerza de tensión previa se comprueba en las piezas de unión mecánicas tales como por ejemplo tornillos o bulones, por medio de procedimientos de medición por ultrasonido. Para ello se mide el tiempo de recorrido de la señal de ondas ultrasónicas que se acoplan en la pieza de unión respectiva con una o varias frecuencias de trabajo independientes, a menudo predefinidas. En el curso del avance de las ciencias de conocimiento de materiales se han introducido en los últimos años una multitud de materiales compuestos y graduados así como de aleaciones especiales de las cuales se pueden fabricar piezas de unión tales como bulones o tornillos, cuyas propiedades del material plantean para un procedimiento de medición para la determinación de la fuerza de tensión previa unos requisitos de superior nivel. Estado de la técnica En los procedimientos de medición por ultrasonido conocidos hasta la fecha se mide el tiempo de recorrido de la señal de ondas ultrasónicas mediante una o varias frecuencias de trabajo independientes, a menudo predefinidas, para determinar por ejemplo la fuerza de tensión previa de un tornillo empleado como pieza de unión. La aplicación de los procedimientos de medición por ultrasonido conocidos para los materiales compuestos y graduados que han sido introducidos en el curso de los últimos años, así como de las aleaciones especiales procedentes del progreso en la ciencia de conocimiento de materiales, falla a menudo porque al estar sometidos a una fuerza de tensión previa superior o en el caso de deformación de tornillos de cierta longitud, el espectro de las frecuencias ultrasónicas que atraviesan el material del elemento de unión dentro del campo de cargas deseado se altera considerablemente y a menudo se produce el fallo de bandas de frecuencia completas que dejan de estar disponibles para la medición. Esto da lugar a que estos procedimientos de medición que se basan en unas frecuencias predeteminadas fijas y/o en unos campos de frecuencias estrechos, suministren unos resultados inservibles al desaparecer uno o varios campos de frecuencias. En los procedimientos conocidos de medición de la fuerza de tensión mediante el procedimiento del eco del ultrasonido se emplean por ejemplo procedimientos de frecuencia múltiples con dos frecuencias. El inconveniente de estos es que debido a las propiedades del material de un tornillo o de un bulón se producen dentro del campo del trayecto de recorrido del sonido unos reflejos en los límites de los granos o de otras estructuras de material, que pueden dar lugar a interferencias destructivas para las frecuencias de trabajo empleadas. Al efectuarse la alteración de los tornillos o bulones debido a la fuerza de tensión que actúa sobre ellos pueden modificarse además las propiedades del material de tal modo que las señales que todavía se pueden observar cuando no está presente ninguna fuerza de tensión, no se puedan observar o no se puedan observar suficientemente a las frecuencias de trabajo elegidas en el caso de una fuerza de tensión aplicada así como en el caso de una fuerza de tensión variable. De este modo, al aumentar la fuerza de tensión en la pieza de unión aumenta la resolución durante la medición del tiempo de recorrido o incluso llega a ser imposible medir el tiempo de recorrido del eco ultrasónico que se ha acoplado. En los procedimientos conocidos que están basados en la excitación con pausas cortas o flancos (señales de forma escalonada), se utiliza una señal de banda ancha correspondiente a la gran anchura de banda que aparece en el caso de señales de corta duración. Por esto se puede utilizar solo de modo poco ventajoso debido a la limitación de la tensión en cuanto a las amplitudes de señal o a la potencia de la señal al generarlas o debido a limitaciones en la detección de pequeñas señales después de la excitación en la misma línea. El motivo de ello está en que al aumentar la potencia de transmisión mediante la amplificación necesaria para ello esto entraña también un aumento de nivel de ruidos que es perjudicial para la detección con una relación señal-ruido óptima. Además, al ser más altas las tensiones de la señal se pueden utilizar solamente conmutadores o amplificadores de entrada menos ventajosos. Igualmente hay que tener en cuenta que para los amplificadores destinados a aumentar la potencia de transmisión es necesario contar con unos costes relativamente altos para poder facilitar con esos componentes unas tensiones elevadas o potencias elevadas. Por el documento DE 42 24 035 A1 así como el DE 42 32 254 A1 se conoce un procedimiento de ensayo por ultrasonido. De acuerdo con este procedimiento, está previsto para la activación de un convertidor de ultrasonido dispuesto en un tramo de transmisión una señal de chirrido modulada en frecuencia x(t), cuya frecuencia momentánea f no se modula de modo lineal en función del tiempo. La variación de la frecuencia momentánea f a lo largo del tiempo f(t) de la señal de chirrido modulada en frecuencia x(t) a la función de transmisión H(f) está adaptada al trayecto de transmisión predeterminado. Las variaciones en el tiempo de la frecuencia momentánea f de la señal de chirrido x(t) modulada en frecuencia están correlacionadas de tal modo con el valor de la función de transmisión H(f) del trayecto de transmisión correspondiente a esta frecuencia f, que para frecuencias f a las que le corresponda un valor bajo de la función de transmisión H(f), la velocidad de la variación de la frecuencia es menor que en el caso de frecuencias f a las que 2 corresponda un valor alto de la función de transmisión H(f). Para la activación del convertidor de ultrasonido está previsto de acuerdo con las soluciones según los documentos DE 42 24 035 A1 Y DE 42 32 254 A1 una señal de chirrido x(t) de forma rectangular. Se emplea un generador de señales para la activación del convertidor de sonido con una señal de chirrido x(t) modulada en frecuencia, cuya frecuencia momentánea f no depende del tiempo según una función lineal, así como un filtro de compresión de impulsos que sirve para convertir la señal de chirrido y(t) recibida por este o por otro convertidor de ultrasonido, en un impulso de recepción z(t) de corta duración. Exposición de la invención Para poder mantener reducidas las ventajas de una excitación pulsante, es decir su carácter de banda ancha, así como la amplitud (tensión) durante la excitación eléctrica del componente de unión, se propone conforme a la invención excitar el componente de unión, tal como por ejemplo un tornillo o un bulón, en banda ancha extendida en el tiempo, pero adaptable en longitud para poder efectuar la observación de los ecos. Si bien es conocido el hecho de efectuar en banda ancha una excitación pulsante, sin embargo no se han reconocido hasta la fecha sus ventajas ya que con impulsos cortos o señales escalonadas no se puede aprovechar de forma óptima la potencia de salida (es decir la potencia del amplificador de salida), ya que el carácter de banda ancha se genera a lo largo de unos tramos de señal extremadamente cortos (impulsos de corta relación, escalones pequeños). Mediante un generador digital programable de una función arbitraria (arbitrary function generator), que se puede manipular en cuanto a la forma de la señal, se elige una excitación limitada en el tiempo con una anchura de impulsos adecuada predeterminada, con una variación determinada que se puede variar a lo largo del tiempo (tal como por ejemplo ruidos de banda ancha). Se puede elegir por ejemplo un ruido de banda ancha que esté estructurado de tal modo que teniendo en cuenta la anchura de banda utilizable de los transductores empleados, estén contenidos en él todas las frecuencias con aproximadamente la misma amplitud. En este punto se remite a la publicación An Ultrasonic Pseudorandom Signal-Correlation System (un sistema ultrasónico de correlación de señales pseudoaleatorias), Charles M. Elias en IEEE Transactions on Sonics and Ultrasonics, vol. SU-27,No. 1, Enero 1980, páginas 1 a 6. Esto significa que con el impulso de excitación ultrasónico se excita un espectro de frecuencias ultrasónicas máximas excitables en las cuales se excitan tantas frecuencias cómo es posible debido a la anchura de impulsos y a la frecuencia límite superior elegida. Esto puede efectuarse también mediante impulsos de otra estructura que el ruido de banda ancha antes citado, tal como por ejemplo se conoce por Radar Design Principles signal processing and the environment, (principios de diseño de radar, procesamiento de señales y el entorno), Fred E. Nathanson, J. Patrick Reilly y Marvin N. Cohen, McGraw-Hill, Inc., New York, St. Louis, San Francisco,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para determinar la fuerza de tensión en componentes de unión (1) mediante acoplamiento ultrasónico por medio de un generador arbitrario programable (AFG), con los siguientes pasos del proceso: a) En el generador de función arbitraria (AFG) programable se genera un impulso eléctrico (7) con una posición de fase predeterminada pseudoestadística de los componentes de frecuencia utilizados y/o especificados, con una amplitud esencialmente constante y una anchura de impulsos predeterminable, b) la anchura de impulsos elegida está adaptada de tal modo a las distancias de los ecos de los impulsos ultrasónicos (8) que no se produce ningún solape de los diferentes reflejos individuales, c) el eco del impulso ultrasónico (8) recibido se selecciona en el tiempo con relación a por lo menos uno de los reflejos y se somete a un procedimiento de transformación establecido para el respectivo componente de unión (1), de tal modo que para un momento definido relacionado con el impulso ultrasónico (7) se desplazan todos los elementos de frecuencia de los componentes de frecuencia en el tiempo o en cuanto a la fase, de tal modo que d) se obtenga para este momento y en ausencia de la fuerza de tensión previa, siempre la posición de fase 0º o siempre la posición de fase 180º () cuando se representan los componentes de frecuencia por medio de funciones cosenoidales. 2. Procedimiento para determinar la fuerza de tensión en componentes de unión (1) mediante el acoplamiento de ultrasonido por medio de un generador de función arbitraria programable (AFG) con los siguientes pasos del proceso: a) en el generador de función arbitraria (AFG) se genera un impulso eléctrico (7) en forma de un chirrido lineal de los componentes de frecuencia utilizados y/o especificados, con una amplitud esencialmente constante y una anchura de impulsos predeterminable, b) la anchura de impulsos elegida está adaptada de tal modo a las distancias de los ecos de los impulsos ultrasónicos (8) que no se produce ningún solape de los diferentes reflejos individuales, c) el eco del impulso ultrasónico (8) recibido se selecciona en el tiempo con relación a por lo menos uno de los reflejos y se somete a un procedimiento de transformación establecido para el respectivo componente de unión (1), de tal modo que para un momento definido relacionado con el impulso ultrasónico (7) se desplazan todos los elementos de frecuencia de los componentes de frecuencia en el tiempo o en cuanto a la fase, de tal modo que d) se obtenga para este momento y en ausencia de la fuerza de tensión previa, siempre la posición de fase 0º o siempre la posición de fase 180º () cuando se representan los componentes de frecuencia por medio de funciones cosenoidales. 3. Procedimiento para determinar la fuerza de tensión en componentes de unión (1) mediante el acoplamiento de ultrasonido por medio de un generador de función arbitraria programable (AFG) con los siguientes pasos del proceso: a) en el generador de función arbitraria programable (AFG) se genera un impulso eléctrico (7) como ruido pseudoaleatorio de los componentes de frecuencia utilizados y/o especificados, con una amplitud esencialmente constante y una anchura de impulsos predeterminable, b) la anchura de impulsos elegida está adaptada de tal modo a las distancias de los ecos de los impulsos ultrasónicos (8) que no se produce ningún solape de los distintos diferentes reflejos, c) el eco del impulso ultrasónico (8) recibido se selecciona en el tiempo con relación a por lo menos uno de los reflejos y se somete a un procedimiento de transformación establecido para el respectivo componente de unión (1), de tal modo que para un momento definido relacionado con el impulso ultrasónico (7) se desplazan todos los elementos de frecuencia de los componentes de frecuencia en el tiempo o en cuanto a la fase, de tal modo que d) se obtenga para este momento y en ausencia de la fuerza de tensión previa, siempre la posición de fase 0º o siempre la posición de fase 180º () cuando se representan los componentes de frecuencia por medio de funciones cosenoidales. 4. Procedimiento según la reivindicación 2, 8 caracterizado porque a lo largo de toda la anchura de impulsos utilizado, la posición en el tiempo del centro de gravedad de los elementos de frecuencia es una función continua con relación a la frecuencia. 5. Procedimiento según las reivindicaciones 1, 2 o 3, caracterizado porque según el paso c) del procedimiento, se eligen como momento momento definido relacionado con el impulso ultrasónico (7) el centro del impulso, o el inicio del impulso o el final del impulso. 6. Procedimiento según las reivindicaciones 1, 2 o 3, caracterizado porque según el paso a) del proceso los contenidos de la frecuencia se distribuyen entre una pluralidad de impulsos ultrasónicos (7) consecutivos. 7. Procedimiento según la reivindicación 6, caracterizado porque los contenidos de frecuencia se reparten entre 2 a 100 impulsos ultrasónicos (7). 8. Procedimiento según las reivindicaciones 6 o 7, caracterizado porque las mediciones realizadas a lo largo de distintas gamas de frecuencias parciales se reúnen en el espectro de frecuencias del impulso ultrasónico (7), a partir de los cuales se efectúa la sintetización de una señal de corta duración resultante de todas las contribuciones individuales. 9. Procedimiento según las reivindicaciones 1, 2 o 3, caracterizado porque el impulso ultrasónico (7) presenta un espectro de frecuencia ultrasónica máximo excitable mediante el cual se excita un espectro de anchura de banda máxima excitable. 10. Procedimiento según las reivindicaciones 1, 2 o 3, caracterizado porque para generar el impulso ultrasónico (7) se emplea un generador de función arbitraria (AFG) o chirridos DDS (Dynamic Digital Synthese) VCOs (Voltage Controlled Oszillator) que se pueden conectar y desconectar al mismo tiempo, y para la detección del eco del impulso ultrasónico (8) se emplea un registrador de transitorios (TR) que lo digitaliza. 11. Procedimiento según la reivindicación 10, caracterizado porque el generador de la función arbitraria (AFG) y el registrador de transitorios (TR) están controlados por el mismo generador de ritmo (TG). 12. Procedimiento según la reivindicación 11, caracterizado porque del generador de ritmo (TG) se deriva una tasa de repetición para las respectivas mediciones individuales. 13. Procedimiento según la reivindicación 9, caracterizado porque en una serie de impulsos ultrasónicos (7) consecutivos y que se repiten se utiliza en cada caso una anchura de banda diferente que se excluya mutuamente y se complemente, correspondiente a la inversa del número de impulsos. 9 14. Procedimiento según las reivindicaciones 1, 2 o 3, caracterizado porque mediante la excitación extendida en el tiempo se mantiene mínima la tensión de excitación y de este modo se alarga la vida útil del transductor (5). 15. Dispositivo para realizar el procedimiento según una o varias de las reivindicaciones anteriores, caracterizado por contener un procesador o un micro procesador así como un generador de función arbitraria programable (AFG) y un registrador de transitorios digitalizante (TR) con conexión al procesador o al microprocesador así como un generador de tasa de repetición (RG). 16. Dispositivo según la reivindicación 15, caracterizado porque el generador de la función arbitraria (AFG) y el registrador de transitorios (TR) funcionan con un mismo generador de ritmo (TG). 17. Dispositivo según la reivindicación 15, caracterizado porque el generador de la función arbitraria (AFG) el registrador de transitorios (TR) y el generador de frecuencia de repetición (RG) funcionan con un generador de ritmo (TG) común. 18. Dispositivo según las reivindicaciones 15, 16 o 17, caracterizado porque a continuación del generador de la función arbitraria (AFG) está dispuesto un amplificador de potencia. 19. Dispositivo según las reivindicaciones 15, 16 o 17, caracterizado porque antes del grabador de transitorios (TR) está dispuesto un amplificador previo o un amplificador previo programable respecto a la amplificación, con conexión al ordenador. 20. Dispositivo según las reivindicaciones 15, 16 o 17, caracterizado porque el procesador o el microprocesador está contenido en un ordenador personal (PC) o en un Laptop. 11
Patentes similares o relacionadas:
Dispositivo de medida del esfuerzo para un sistema de embutición de un elemento en un pieza, del 26 de Febrero de 2020, de Bollhoff Otalu: Dispositivo de medida del esfuerzo aplicado por un aparato de colocación de un elemento para su embutición, estando dicho aparato provisto de una varilla fileteada […]
Dispositivo tensor para el estiramiento de un perno roscado, del 13 de Noviembre de 2019, de HOHMANN, JORG: Dispositivo tensor para el estiramiento de un perno roscado por tracción en su sección extrema roscada (A) con un tubo de apoyo que rodea la sección extrema roscada (A), […]
Tornillo provisto de galgas extensiométricas para medir la tensión de tracción y/o de cizallamiento experimentada(s) por el tornillo, del 11 de Septiembre de 2019, de Texys.FR: Tornillo que tiene una cabeza de tornillo y un cuerpo cilindrico roscado , donde la cabeza de tornillo esta provista de galgas extensiometricas […]
Método de control de calidad incorporado al proceso durante un ensamblaje de taladrado-llenado, del 1 de Julio de 2019, de THE BOEING COMPANY: Un método para ensamblar una estructura , comprendiendo dicho método:
localizar una posición en un apilamiento vertical de ensamblaje donde debe instalarse un […]
Banco de pruebas de tornillo con control mejorado, del 5 de Junio de 2019, de SCS CONCEPT S.R.L: Un método de control para un banco de pruebas para destornilladores, que comprende una unidad de frenado con un freno equipado con un accesorio para […]
Ensamblaje, intercalado entre una herramienta de par y un elemento de fijación, para medir pares y ángulos de apriete, del 22 de Mayo de 2019, de Provost, Dan: Ensamblaje , intercalado entre una herramienta de par y un elemento de fijación, para medir pares y desplazamientos angulares de dispositivos de fijación […]
Sonda para identificación de elemento de fijación y medición de carga ultrasónica, del 3 de Diciembre de 2018, de INNOVATION PLUS, L.L.C.: Un aparato para su uso con un elemento de fijación que tiene un transductor ultrasónico acoplado al elemento de fijación y una marca de […]
Procedimiento para la corrección de la influencia de líneas de transmisión de señal sobre cambios del tiempo de tránsito de señal en mediciones por ultrasonidos, del 20 de Enero de 2016, de AMG Intellifast GmbH: Procedimiento para la corrección de la influencia de líneas de transmisión de señal y aparatos electrónicos de medición en los cambios […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento para la corrección de la influencia de líneas de transmisión de señal sobre cambios del tiempo de tránsito de señal en mediciones por ultrasonidos, del 20 de Enero de 2016, de AMG Intellifast GmbH: Procedimiento para la corrección de la influencia de líneas de transmisión de señal y aparatos electrónicos de medición en los cambios […]
Procedimiento para la corrección de la influencia de líneas de transmisión de señal sobre cambios del tiempo de tránsito de señal en mediciones por ultrasonidos, del 20 de Enero de 2016, de AMG Intellifast GmbH: Procedimiento para la corrección de la influencia de líneas de transmisión de señal y aparatos electrónicos de medición en los cambios […]