DISPOSITIVO Y PROCEDIMIENTO PARA EL ACONDICIONAMIENTO DE OBJETOS DE PLÁSTICO.
Dispositivo para el acondicionamiento de los objetos de material plástico,
que presenta una longitud (L1), que comprende: - una torreta giratoria (20); - un grupo de cavidades de aire (22), provisto de la abertura correspondiente para la introducción de dichos objetos, definiendo las cavidades primera y segunda; - un primer (A) lado de la torreta en el que se disponen las aberturas de introducción correspondientes de las primeras cavidades y - un segundo (B) lado de la torreta encarado al primer lado (A) en el que se disponen las aberturas de introducción correspondientes de las segundas cavidades, caracterizado porque las primeras cavidades de acondicionamiento (22) se disponen de tal modo que se encuentran adyacentes a las segundas cavidades en por lo menos una parte de su propia longitud
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/050892.
Solicitante: S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA CADUTI DEL LAVORO, 3 31029 VITTORIO VENETO ITALIA.
Inventor/es: ZOPPAS, MATTEO, CORAN, MASSIMO.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Marzo de 2005.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29C45/42C
- B29C45/72B
Clasificación PCT:
- B29C45/42 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › utilizando entre los elementos del molde medios móviles desde el exterior del molde.
- B29C45/72 B29C 45/00 […] › Calentamiento o enfriamiento.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un dispositivo para el moldeo de objetos de material plástico, diseñado para realizar una parte de su condicionamiento fuera del propio molde, con el objetivo de aumentar la tasa de producción de la prensa o estación de moldeo; dichos objetos de 5 material plástico pueden comprender "preformas" particulares, destinadas a transformarse posteriormente en contenedores de plástico, sustancialmente botellas o jarras, mediante un proceso de soplado.
ESTADO DE LA TÉCNICA
Para la producción de recipientes, especialmente los destinados a alimentos líquidos o fluidos, 10 la práctica ha sido durante algún tiempo utilizar materiales de plástico y en particular PET (tereftalato de polietileno). A dichos recipientes, a pesar de ser de diversos tipos (por ejemplo botellas, jarras, frascos) se les hará referencia en la presente memoria genéricamente como botellas ya que en realidad representan la mayoría de los recipientes que se utilizan.
Existen dos tipos principales de procesos de producción de botellas de plástico, los 15 denominados "proceso de etapa única" y "proceso de dos etapas" durante los que se produce un producto intermedio, la denominada forma preliminar o preforma. Las preformas se obtienen mediante diversos procesos, por ejemplo, mediante inyección, mediante extrusión asociada a técnicas de moldeado térmico posteriores, etc.
En el proceso de dos fases las preformas obtenidas, por ejemplo mediante moldeo por 20 inyección, habitualmente con moldes provistos de un gran número de cavidades de moldeo, se enfrían y se almacenan en un lugar de abastecimiento intermedio mantenido a temperatura ambiente. El soplado se realiza posteriormente sometiéndose a calentamiento para que las preformas resulten suficientemente plásticas.
En general, la etapa más larga de la mayoría de procesos de moldeo por inyección es la fase 25 de enfriamiento del objeto moldeado en el interior del propio molde, hasta que es suficientemente rígido para extraerse del molde y manipularse. Por lo tanto, para aumentar la tasa de producción de la estación de moldeo se han desarrollado diversos dispositivos para realizar una parte del enfriamiento de las preformas fuera de los moldes de inyección. Los ejemplos de algunos de dichos dispositivos se describen en la patente EP 1252007 y en la 30 solicitud de patente italiana RM2003A000459.
Dicho dispositivo del estado de la técnica, que se representa en la figura 1 y se indica de un modo general mediante la referencia numérica 1, se proporciona con una primera placa deslizante 2 que, trasladándose horizontalmente, se introduce entre las dos mitades abiertas del molde de inyección. Un grupo N de preformas P, indicando N el número de cavidades de 35 moldeo del molde, cae en las ranuras 10 de la placa deslizante 2. La placa deslizante que se está trasladando se extrae del molde y se dispone en la vertical de una segunda placa giratoria 3 en cuyos dos lados se encuentra un grupo de N cavidades de enfriamiento en forma de copa, o simplemente copas del tipo descrito por ejemplo en la solicitud de patente WO02/074518. Las N preformas P caen en las cavidades de enfriamiento en cualquiera de los dos lados de la 40 segunda placa giratoria 3, donde se pueden continuar enfriando fuera de los moldes de inyección hasta que alcancen la temperatura pretendida.
Otro ejemplo de dichos dispositivos se describe en el documento WO03035360 que describe el preámbulo de las reivindicaciones 1 y 10. Dicho dispositivo de manipulación y enfriamiento de preformas puede extraer las preformas de un dispositivo de sujeción dispuesto en el exterior de 45 la zona de moldeo de una prensa. Se puede trasladar hacia el dispositivo de sujeción, extraer las preformas, sujetar las mismas en una parte encarada al dispositivo de sujeción, volver a su posición anterior y girar de tal modo que encare hacia el dispositivo de sujeción otra parte del
dispositivo de manipulación y enfriamiento que anteriormente no se encontraba encarada hacia el mismo.
SUMARIO DE LA INVENCIÓN
Un objetivo importante de la presente invención comprende proporcionar un dispositivo para el moldeo de objetos de plástico y un procedimiento de moldeo relacionado a fin de aumentar la 5 duración del ciclo de la estación de moldeo realizando una parte del enfriamiento de los objetos moldeados fuera de la extracción del molde, lo que representa una mejora significativa con respecto a los dispositivos y procedimientos conocidos y, en particular, con respecto a los descritos en la solicitud de patente EP1252007 y en el documento WO03035360.
Otro objetivo de la presente invención es proporcionar un dispositivo alternativo con una 10 construcción más sencilla y más económica y que conserve una característica modular que permita su utilización en plantas de moldeo ya existentes.
Otro objetivo de la presente invención es mejorar la calidad de las preformas producidas, lo que hace más sencilla y racional de su manipulación durante una fase de su producción, cuando son mucho más susceptibles de sufrir daños, al encontrarse todavía calientes y presentan una 15 resistencia superficial reducida.
Los objetos anteriores se alcanzan, según un aspecto de la presente invención mediante un dispositivo giratorio destinado al acondicionamiento de objetos de plástico que presenta unas características según la reivindicación 1 y, según un segundo aspecto de la presente invención, mediante un dispositivo moldeo de objetos de plástico que presenta unas características según 20 la reivindicación 8.
Según un tercer aspecto de la presente invención, los objetivos mencionados anteriormente se alcanzan mediante un procedimiento de acondicionamiento de los objetos de material plástico que presenta unas características según la reivindicación 10.
Debido a las características del dispositivo de la presente invención, una ventaja importante del 25 nuevo dispositivo es que reduce los costes de producción, ya que presenta una cinemática más simple. Además, debido a la simplificación y la reducción del número de elementos que constituyen el dispositivo, las preformas se someten a menos manipulaciones y, por lo tanto, se reduce el riesgo de golpes, arañazos, etc., que se pueden producir a causa del contacto con elementos de sujeción y con otros cuerpos a una temperatura inferior. 30
Otras ventajas de la presente invención se pondrán más claramente de manifiesto para un experto en la materia a partir de la siguiente descripción detallada de un ejemplo de forma de realización particular no limitativa, haciendo referencia a las siguientes figuras.
DESCRIPCIÓN DE LAS FIGURAS
La figura 1 representa esquemáticamente una vista en perspectiva de una estación de 35 extracción y enfriamiento de un tipo conocido;
La figura 2 representa esquemáticamente una vista superior de un dispositivo para la extracción y enfriamiento de preformas de material plástico, según una forma de realización preferida de la presente invención;
La figura 3 representa esquemáticamente una vista en perspectiva de un detalle del dispositivo 40 de la figura 2;
La figura 4 representa esquemáticamente un detalle de una vista lateral en sección del dispositivo de acondicionamiento giratorio de la figura 2;
La figura 4A representa esquemáticamente una disposición de las preformas del dispositivo de acondicionamiento giratorio de la figura 2;
La figura 5 representa esquemáticamente, en una vista lateral, el dispositivo de acondicionamiento giratorio de la figura 2, introducido entre las dos mitades abiertas de un molde para el moldeo por inyección de preformas, durante la fase de carga de las preformas; 5
La figura 6 representa esquemáticamente, en una vista frontal, el dispositivo de acondicionamiento giratorio de la figura 5 durante la fase de inclinación;
La figura 7 representa esquemáticamente, en una vista frontal, el dispositivo de acondicionamiento giratorio de la figura 5 durante la fase de descarga de las preformas;
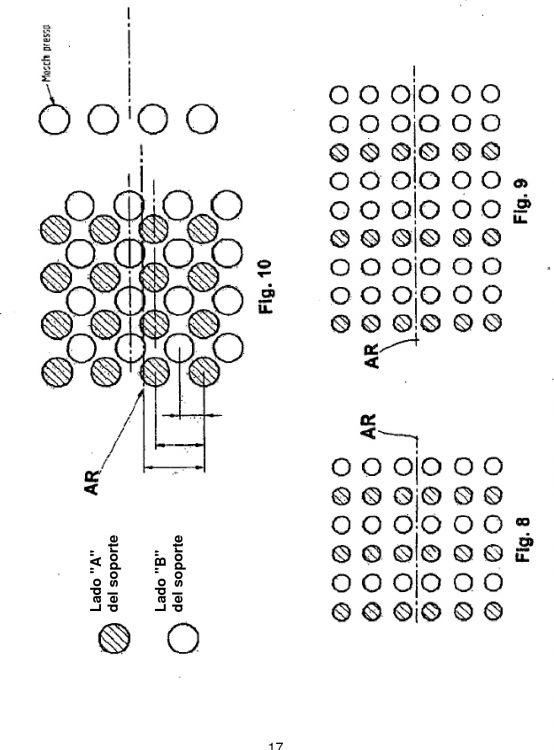
La figura 8 representa esquemáticamente la disposición de las preformas en el dispositivo de 10 acondicionamiento durante un proceso de moldeo con cuatro prensados para cada ciclo de acondicionamiento;
La figura 9 representa esquemáticamente la disposición de las preformas en el dispositivo de acondicionamiento durante un...
Reivindicaciones:
1. Dispositivo para el acondicionamiento de los objetos de material plástico, que presenta una longitud (L1), que comprende:
- una torreta giratoria (20);
- un grupo de cavidades de aire (22), provisto de la abertura correspondiente para la 5 introducción de dichos objetos, definiendo las cavidades primera y segunda;
- un primer (A) lado de la torreta en el que se disponen las aberturas de introducción correspondientes de las primeras cavidades y
- un segundo (B) lado de la torreta encarado al primer lado (A) en el que se disponen las aberturas de introducción correspondientes de las segundas cavidades, 10
caracterizado porque las primeras cavidades de acondicionamiento (22) se disponen de tal modo que se encuentran adyacentes a las segundas cavidades en por lo menos una parte de su propia longitud.
2. Dispositivo según la reivindicación 1, en el que la torreta comprende una estructura en forma de caja que comprende una cubierta exterior y cada cavidad de acondicionamiento (22) se 15 aloja en una cubierta individual correspondiente (21) que a su vez se encuentra dentro de la estructura en forma de caja.
3. Dispositivo según la reivindicación 2, en el que las cubiertas individuales (21) se diseñan para contener un líquido de acondicionamiento para las cavidades de acondicionamiento (22).
4. Dispositivo según la reivindicación 2, en el que la estructura en forma de caja contiene por lo 20 menos un circuito de circulación del líquido de acondicionamiento que actúa funcionalmente en las cavidades de acondicionamiento.
5. Dispositivo según la reivindicación 4, en el que las primeras cavidades de acondicionamiento son adyacentes en ambos lados, siguiendo las direcciones de las líneas y columnas, con una de dichas segundas cavidades (22). 25
6. Dispositivo según la cualquiera de las reivindicaciones anteriores, en el que se proporcionan unos medios de manipulación destinados a girar la torreta (20) por lo menos alrededor del eje de rotación (AR) de tal modo que se encaren cada vez por lo menos alrededor del eje de rotación (AR), de tal modo que giren cada vez en una dirección de referencia predeterminada de dicho primer (A) o de dicho segundo lado (B). 30
7. Dispositivo según la reivindicación 6 en el que los medios de manipulación están destinados a trasladar la torreta a fin de variar la alineación de las cavidades de acondicionamiento.
8. Equipo de moldeo para objetos de plástico, que comprenden el dispositivo de acondicionamiento según la reivindicación 1.
9. Equipo de moldeo según la reivindicación 8, en el que se proporciona unos medios de 35 manipulación destinados a inclinar dicha torreta de tal modo que se gira cada vez hacia arriba o hacia abajo, hacia dicho primer (A) o dicho segundo lado (B).
10. Procedimiento de acondicionamiento de una pluralidad de objetos moldeados de material plástico, que comprende las etapas de:
- disponer dicho primer lado (A) del dispositivo de acondicionamiento (20) según cualquiera de las reivindicaciones 1 a 8 girado hacia arriba;
caracterizado porque comprende las etapas de
- introducir la torreta giratoria en el centro de las dos mitades abiertas (5) de un molde de conformación en caliente; 5
- transferir por lo menos un grupo de objetos moldeados, obtenidos a partir de un prensado, desde dicho molde en el que se han conformado hasta dicha torreta giratoria de tal modo que se llene por lo menos una parte de dichas cavidades de acondicionamiento de dicho primer lado (A);
- extraer la torreta giratoria de dichas dos mitades abiertas del molde; 10
- inclinar la torreta giratoria de tal modo que dicho segundo lado (B) se gire hacia arriba.
11. Procedimiento según la reivindicación 10, en el que se prevén las siguientes operaciones:
- reintroducir por lo menos una segunda vez la torreta giratoria (20) en el centro de las dos mitades abiertas de dicho molde;
- transferir por lo menos un segundo grupo de objetos moldeados, obtenidos a partir de un ciclo 15 sucesivo de prensado, desde dicho molde en el que se han conformado hasta dicha torreta giratoria de tal modo que se llene por lo menos una parte de las cavidades de acondicionamiento de dicho segundo lado (B) de la torreta.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Molde para calentamiento y enfriamiento rápidos, del 6 de Noviembre de 2019, de ROCTOOL: Molde que comprende una primera parte que consta de una carcasa sobre la que se vuelve una zona de moldeo que forma una interfaz mecánica entre […]
Inyector de fluido y procedimiento para fabricar cuerpos huecos mediante la técnica de inyección de fluido, del 4 de Septiembre de 2019, de Westphal, Friedrich: Inyector de fluido para fabricar cuerpos huecos mediante la técnica de inyección de fluido, a través del que una mezcla de fases múltiples en forma de una niebla pulverizada […]
Cilindro hidráulico, del 5 de Julio de 2019, de COMERCIAL DE UTILES Y MOLDES, S.A.: El cilindro hidráulico comprende una carcasa y un eje provisto de un émbolo en uno de sus extremos, comprendiendo dicha carcasa una cámara interior […]
Procedimiento y dispositivo para la alimentación de piezas de moldeo por inyección, del 20 de Febrero de 2019, de HEKUMA GMBH: Procedimiento para la alineación de elementos de filtro (F) destinados para la alimentación de piezas de moldeo por inyección, en particular de puntas de pipeta (P), […]
Pasador de refrigeración para refrigerar una pieza de plástico moldeada hueca mediante un flujo de fluido de refrigeración acelerado por efecto venturi, del 30 de Mayo de 2018, de Plastipak BAWT S.à.r.l: Un pasador de refrigeración para refrigerar una pieza de plástico (P) hueca moldeada, y que comprende un tubo de soplado hueco que tiene una entrada […]
Máquina extrusora particularmente para compuestos termoplásticos, del 22 de Febrero de 2017, de Semplice S.p.A: Una máquina extrusora que comprende un cilindro de extrusión internamente hueco , al menos un elemento calentador asociado con dicho cilindro de extrusión , al menos […]