CAJA DE LAMINACIÓN PARA LA FABRICACIÓN DE BANDA DE LAMINACIÓN O CHAPA.
Caja de laminación para la fabricación de banda de laminación o chapa B con rodillos de trabajo (1) que se apoyan en rodillos de apoyo (2) o rodillos intermedios (5) y rodillos de apoyo (2),
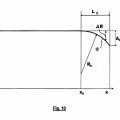
en donde, al menos, uno de estos rodillos presenta un contorno de tabla (3, 4, 6) que se extiende a lo largo de toda la longitud activa de la tabla del rodillo y que puede ser descrito mediante una función no lineal y el contorno de tabla de este, al menos, un rodillo presenta achaflanados (8, 9) en, al menos, una de las áreas de borde de su extensión longitudinal y forma en esas áreas de borde un contorno de tabla corregido (11, 12), caracterizada porque el contorno de tabla corregido (11, 12) resulta de restar cualquier función matemática no lineal del achaflanado, de la función de contorno descrita mediante la función no lineal, con lo que la inclinación del contorno de tabla (8, 9) y la inclinación del contorno de tabla corregido (11, 12) en el punto de transición P, del contorno de tabla hacia el contorno de tabla corregido, son iguales
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/005217.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES GMBH & CO.
Nacionalidad solicitante: Austria.
Dirección: TURMSTRASSE 44 4031 LINZ AUSTRIA.
Inventor/es: SEILINGER,Alois, WIDDER,Markus.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Junio de 2007.
Clasificación Internacional de Patentes:
- B21B13/14A
Clasificación PCT:
- B21B13/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › dotados de dispositivos de contrapresión que actúan sobre los cilindros para impedir que éstos cedan ante el esfuerzo (dispositivos de contrapresión como tales B21B 29/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2355948_T3.pdf
Fragmento de la descripción:
La presente invención hace referencia a una caja de laminación para la fabricación de banda de laminación o chapa, con rodillos de trabajo que se apoyan en rodillos de apoyo o rodillos intermedios y rodillos de apoyo, con lo que, al menos, uno de estos rodillos presenta un contorno de tabla que se 5 extiende a lo largo de toda la longitud activa de la tabla del rodillo y que puede ser descrito mediante una función no lineal, y el contorno de tabla de dicho, al menos, un rodillo presenta achaflanados en, al menos, una de las áreas de borde de su extensión longitudinal y forma en esas áreas de borde un contorno de tabla corregido.
En el caso de cajas de laminación tipo cuarto o cajas de laminación tipo sexto es una práctica 10 usual equipar, al menos, ambos rodillos de trabajo o ambos rodillos intermedios, pero en algunos casos individuales también los rodillos de apoyo, con un contorno especial de tabla y prever, para los rodillos de trabajo o rodillos de apoyo, dispositivos de ajuste que actúen axialmente para poder ajustar el contorno de tabla de la abertura entre rodillos de acuerdo al perfil actual de la banda de laminación.
Una caja de laminación de este tipo ya se conoce, por ejemplo, de la AT 410765 B. El contorno 15 de la tabla del rodillo de laminación de estos rodillos, conocidos en el ámbito técnico bajo la denominación Smart-Crown®, se puede describir matemáticamente mediante una función senoidal modificada. A través de la elección adecuada de los parámetros de contorno se obtiene como resultado una abertura cosenoidal vacía entre rodillos que puede ser influenciada, de manera, precisa en su amplitud mediante el desplazamiento axial de los rodillos. Pero los rodillos de cajas de laminación también pueden presentar 20 muchos otros contornos de tabla que se caracterizan, por ejemplo, a través de un desarrollo de contorno cilíndrico, arqueado, curvado de forma cóncava-convexa u otro desarrollo curvo de contorno.
En el caso de la utilización de rodillos de trabajo o rodillos intermedios con el contorno de tabla conocido de la AT 410 765 B y rodillos de apoyo de forma cilíndrica en cajas de laminación tipo cuarto o sexto, como es habitual, no se puede impedir que durante la laminación se produzcan distribuciones no 25 homogéneas de la carga entre los rodillos de apoyo y los rodillos directamente próximos. Ya que las áreas de arqueado a cubrir con ayuda de los rodillos contorneados siempre son determinadas a través de las exigencias del proceso de laminación, como por ejemplo a través de diferentes parámetros de proceso, dimensiones y propiedades de la técnica de deformación del producto a laminar, la elevación de avance de los rodillos contorneados es la única magnitud de influencia con la que se puede influenciar la marcada 30 inhomogeneidad de la distribución de la carga. Tales medidas se encuentran marcadas por la exigencia que se hace a los fabricantes de material para laminar para fabricar bandas y chapas en rangos de tolerancia cada vez menores.
Además, especialmente en las áreas de borde de los rodillos de apoyo se producen grandes presiones en los cantos al interactuar con los otros rodillos adyacentes. Para evitar presiones de cantos 35 inadmisibles entre rodillos de trabajo y rodillos de apoyo, o entre rodillos de trabajo y rodillos intermedios o rodillos intermedios y rodillos de apoyo, los extremos de la tabla de los rodillos, generalmente, se encuentran achaflanados y de este modo presentan una liberación en las áreas de borde. Las liberaciones de este tipo ya se conocen de la EP 0 258 482 A1 o de la EP 1 228 818 A2. En el caso de tablas de rodillos contorneadas en áreas de borde, estas liberaciones se encuentran conformadas con un 40 radio de tabla de rodillo que aumenta hacia el borde, a través de un extremo de tabla de rodillo cilíndrico, como se encuentra representado en la EP 0 258 482 A1 o, en el caso de rodillos con contorno cilíndrico de las tablas puede estar conformado por un área de borde en forma de cono, como se encuentra representado y descrito en la EP 1 228 818 A2. En cualquier caso, con estas liberaciones conocidas sólo se produce un desplazamiento de la presión crítica de los extremos de la tabla (cantos) hacia el área de 45 transición entre el contorno de tabla restante y el contorno de achaflanado, ya que, por otra parte, en el caso de este diseño del achaflanado aparece un codo en el desarrollo del contorno de la tabla de rodillo.
De la WO 02/09896 A1 y la WO 2005/058517 A1 se conoce, por ejemplo, un rectificado de dos niveles del contorno de tabla en rodillos de trabajo en una caja tipo cuarto o en rodillos intermedios en una caja tipo sexto. Partiendo del contorno central de tabla de rodillo se realiza, en dirección al extremo de 50 tabla, un primer rectificado utilizando una función ciclométrica, con lo que en el área de transición del contorno central de tabla hacia el contorno rectificado aparecen exactamente los mismos problemas que se han mencionado anteriormente en relación con el anterior estado de la técnica. Al primer rectificado le sigue un segundo rectificado que se extiende hasta el extremo de la tabla del rodillo y que hace posible un contorno cilíndrico de la tabla. 55
Es por ello objeto de la presente invención evitar las desventajas antes descritas del estado actual de la técnica, y proponer una caja de laminación en la que se minimicen las inhomogeneidades en la distribución de cargas a lo largo de la línea de contacto de los rodillos de apoyo y sus rodillos adyacentes, y, especialmente, reducir picos de carga locales en el desarrollo de la distribución de las cargas, especialmente en el área de borde, y con ello aumentar la duración de utilización de los rodillos y 60 los intervalos necesarios de la nueva rectificación.
En el caso de una caja de laminación del tipo antes mencionado, el objeto es resuelto porque el contorno de tabla corregido resulta de restar cualquier función matemática no lineal del achaflanado, de la función de contorno descrita mediante la función no lineal, con lo que la inclinación del contorno de tabla y la inclinación del contorno de tabla corregido en el punto de transición del contorno de tabla hacia el contorno de tabla corregido, son iguales. De esta manera se logra una liberación en los contornos de 5 tabla opuestos de rodillos adyacentes a lo largo de una longitud de achaflanado definida.
Muy buenos resultados en relación con una minimización y equiparación de la distribución de carga se logran, si la función de achaflanado es formada por una función trigonométrica. En este caso es fundamental, que la inclinación del contorno de tabla y la inclinación del contorno de tabla corregido en el punto de transición, del contorno de tabla hacia el contorno de tabla corregido, sean iguales. Resultados 10 de similar calidad se logran, si la función de achaflanado se encuentra formada por una función senoidal o una función cuadrática, por ejemplo una función parabólica.
De manera conveniente, los rodillos de apoyo en una caja tipo cuarto y los rodillos de apoyo y/o los rodillos intermedios en una caja tipo sexto se encuentran equipados con un contorno de tabla corregido. 15
Otras ventajas y características de la presente invención resultan de la siguiente descripción de ejemplos de ejecución no limitativos, con lo que se hace referencia a las figuras adjuntas, que muestran lo siguiente:
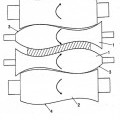
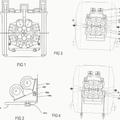
Fig. 1 la representación esquemática de una caja tipo cuarto con rodillos de trabajo contorneados y rodillos de apoyo cilíndricos conforme al estado actual de la técnica, 20
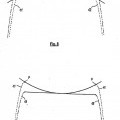
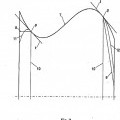
Fig. 2 la distribución de carga típica entre rodillos de trabajo y rodillos de apoyo en una caja tipo cuarto conforme a la figura 1,
Fig. 3 la representación esquemática de una caja tipo cuarto con rodillos de trabajo contorneados y rodillos de apoyo complementarios,
Fig. 4 la distribución de carga típica entre rodillos de trabajo y rodillos de apoyo en una caja tipo 25 cuarto con la conformación de rodillos conforme a la figura 3,
Fig. 5 la representación esquemática de una caja tipo sexto con rodillos de apoyo contorneados y rodillos intermedios complementarios conforme a la presente invención,
Fig. 6 la representación esquemática de una caja tipo cuarto con rodillos de trabajo contorneados y rodillos de apoyo complementarios conforme a la presente invención, en la que los contornos 30 de tabla ya no se complementan completamente,
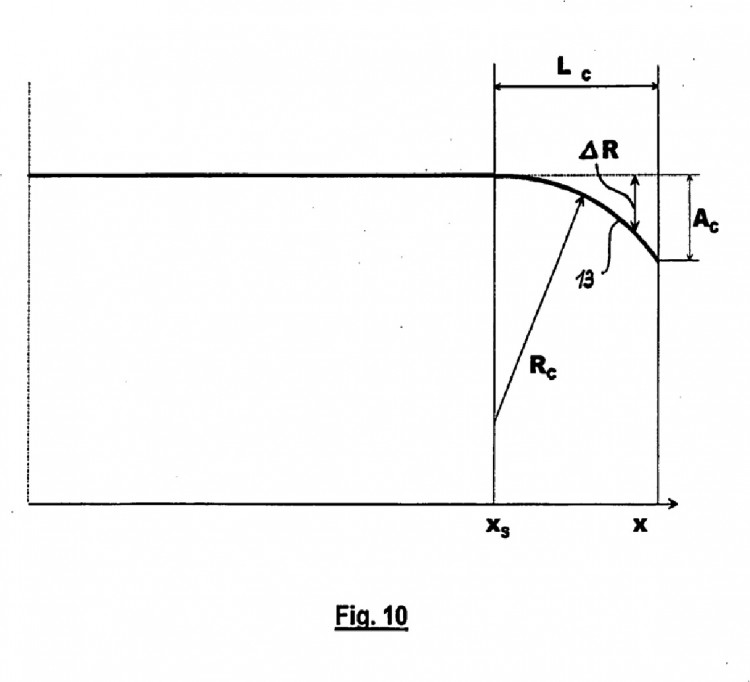
Fig. 7 el contorno conforme a la invención del rodillo de apoyo superior, considerando... [Seguir leyendo]
Reivindicaciones:
1. Caja de laminación para la fabricación de banda de laminación o chapa B con rodillos de trabajo (1) que se apoyan en rodillos de apoyo (2) o rodillos intermedios (5) y rodillos de apoyo (2), en donde, al menos, uno de estos rodillos presenta un contorno de tabla (3, 4, 6) que se extiende a lo largo de toda la longitud activa de la tabla del rodillo y que puede ser descrito mediante una función no lineal y 5 el contorno de tabla de este, al menos, un rodillo presenta achaflanados (8, 9) en, al menos, una de las áreas de borde de su extensión longitudinal y forma en esas áreas de borde un contorno de tabla corregido (11, 12), caracterizada porque el contorno de tabla corregido (11, 12) resulta de restar cualquier función matemática no lineal del achaflanado, de la función de contorno descrita mediante la función no lineal, con lo que la inclinación del contorno de tabla (8, 9) y la inclinación del contorno de tabla 10 corregido (11, 12) en el punto de transición P, del contorno de tabla hacia el contorno de tabla corregido, son iguales.
2. Caja de laminación conforme a la reivindicación 1, caracterizada porque la función de achaflanado es una función trigonométrica.
3. Caja de laminación conforme a la reivindicación 1, caracterizada porque la función de 15 achaflanado es una función senoidal.
4. Caja de laminación conforme a la reivindicación 1, caracterizada porque la función de achaflanado es una función cuadrática.
5. Caja de laminación conforme a una de las reivindicaciones anteriores, caracterizada porque los rodillos de apoyo (2) en una caja tipo cuarto y los rodillos de apoyo (2) y/o los rodillos intermedios (5) 20 en una caja tipo sexto se encuentran equipados con un contorno de tabla corregido.
Patentes similares o relacionadas:
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Laminador multicilindro que integra un portillo, del 28 de Marzo de 2018, de FIVES DMS: Laminador que comprende: - una caja de laminador que contiene una pluralidad de cilindros, de los cuales dos cilindros de trabajo […]
Laminador, tal como por ejemplo un laminador en frío, del 10 de Mayo de 2017, de FIVES DMS: Laminador , que comprende una caja , al menos un par de cilindros de trabajo aptos para definir la holgura de la banda a laminar, lo mismo que al menos una […]
Casete para laminador y laminador equipado con dicha casete, del 20 de Julio de 2016, de FIVES DMS: Casete destinada a equipar un laminador, comprendiendo el citado laminador una caja de mantenimiento que comprende dos pares de montantes […]
Laminador equipado con al menos un conducto de refrigeración, del 1 de Junio de 2016, de FIVES DMS: Laminador que comprende: - una jaula de mantenimiento que comprende dos pares de largueros separados entre sí en los dos extremos […]
 Caja de laminación de tipo monobloque, del 16 de Marzo de 2016, de Primetals Technologies Austria GmbH: Caja de laminación de cilindros múltiples que comprende según una dirección vertical una parte de bastidor (B1) superior y una parte de bastidor (B2) inferior unidos en […]
Caja de laminación de tipo monobloque, del 16 de Marzo de 2016, de Primetals Technologies Austria GmbH: Caja de laminación de cilindros múltiples que comprende según una dirección vertical una parte de bastidor (B1) superior y una parte de bastidor (B2) inferior unidos en […]
Disposición de brazos de agrupamiento para los conjuntos de cilindros intermedios de cajas de laminación de 18 HS, del 16 de Abril de 2014, de SMS Siemag Aktiengesellschaft (100.0%): Disposición de brazos de agrupamiento para los conjuntos de cilindros intermedios de cajas de laminación de 18 HS, estando dispuestos entre la pieza de montaje del lado de servicio […]
Caja de laminación de 4 rodillos / 6 rodillos / 18 rodillos de estabilización horizontal, que presenta un modo constructivo con forma de cartucho, del 9 de Abril de 2014, de SMS Siemag Aktiengesellschaft (100.0%): Caja de laminación de 4 rodillos / 6 rodillos / 18 rodillos de estabilización horizontal, que presenta un modo constructivo con forma de cartucho, en el que la […]