Cabezal de máquina herramienta comprendida en una máquina herramienta que mecaniza bloques (13) de material;
dónde el cabezal o husillo (11) comprende un módulo de detección de temperatura (16) instalado a una distancia del eje vertical del cabezal (11) apuntando a la herramienta de corte (12) que se encuentra entre el husillo (11) de la máquina herramienta y el bloque (13) que se mecaniza para generar una pieza objetivo
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200803352.
B23Q15/007TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 15/00 Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza. › durante la acción de la herramienta sobre la pieza.
Fragmento de la descripción:
Cabezal de máquina herramienta. Objeto de la invención La presente invención se refiere al control del funcionamiento de una máquina herramienta o unidad de mecanizado mediante un procedimiento de control numérico por computadora. Estado de la técnica Generalmente, una maquina herramientas se desplaza en los tres ejes espaciales X, Y y Z para poder mecanizar una pieza (mediante la modificación de la forma de un material o pieza a mecanizar mediante el arranque de pequeñas porciones del mismo o virutas, de forma continua o discontinua) de tal manera que un puente se desplaza sobre unos soportes longitudinales, movimiento denominado usualmente X. Un motor de giro de herramienta de corte o cabezal se desplaza sobre el puente, este es el movimiento denominado Y, y por ultimo el cabezal se desplaza para arriba y abajo, movimiento denominado Z. Por tanto los ejes X e Y se asocian a los movimientos horizontales de la mesa de trabajo. Si la máquina herramienta es de mesa fija, el cabezal de la misma realiza los tres movimientos. Para trabajos más complejos como, se necesitan máquina herramientas equipadas con más ejes de desplazamiento. Existen multitud de modelos de máquinas herramientas para cumplir con diferentes capacidades de carga, precisión de trabajo, y trayectorias a recorrer. El cabezal de la máquina herramienta es el sistema que sujeta y hace girar la herramienta, el cual es controlado por un procedimiento de control numérico por computador, Computer Numerical Control, CNC. El procedimiento se basa en el control de los movimientos de la herramienta de trabajo con relación a los ejes de coordenadas de la máquina, utilizando un programa informático ejecutado por un ordenador. El programa ejecutado para llevar a cabo el mecanizado de una pieza objetivo comprende todo el conjunto de datos que el control necesita para la mecanización de la misma. El resultado de dicho control lleva aparejado un aumento de la productividad, flexibilidad y precisión en la ejecución de los trabajos. La máquina herramienta incluye un conjunto de medios de detección para adquirir parámetros de funcionamiento de la misma que son suministrados al control numérico por computadora tome decisiones durante el mecanizado de una pieza para generar al final del proceso la pieza objetivo. Los datos recopilados tienen relación con el número de ejes controlados, sistema de evacuación de la viruta, sistema de proyección de taladrina, robustez mecánica, rapidez de ejecución, potencia, par, fuerza de avance, precisión y repetibilidad, comportamiento dinámico (estabilidad, vibraciones), cuestiones de mantenimiento de la máquina herramienta, etc. No todos los parámetros tienen el mismo peso en el control numérico por computadora que se ejecuta para la generación de la pieza determinada. Caracterización de la invención La presente invención busca resolver o reducir uno o más de los inconvenientes expuestos anteriormente por medio de un cabezal de máquina herramienta que comprende un módulo de detección de temperatura como es reivindicado en la reivindicación 1. Realizaciones de la invención son establecidas en las reivin- 2 ES 2 350 068 A1 2 dicaciones dependientes. Un objeto de la presente invención es proporcionar una máquina herramienta que comprende un módulo de detección de temperatura que proporciona datos de temperatura con elevada precisión, siendo los referidos datos adquiridos relativos a la temperatura de la zona de contacto entre el cabezal o husillo de la máquina herramienta y el bloque que se mecaniza para generar una pieza objetivo. Otro objeto de la invención es suministrar una máquina herramienta con un conjunto de módulos de detección de reducido coste de montaje, instalación y mantenimiento, que permiten a controlar el funcionamiento de la máquina herramienta de tal manera que su vida útil se prolonga y su rendimiento se eleva al producirse un elevado número de piezas objetivo que cumplen los parámetros de calidad deseados. Breve descripción de las figuras Ahora serán descritos los dispositivos que materializan la invención, a modo de ejemplo solamente, con referencia a los dibujos adjuntos, en el que: la figura 1 muestra en un diagrama de bloques la localización de un detector de temperatura de acuerdo a la invención. Descripción de la invención En relación con la figura 1, el objetivo fundamental en los procesos de fabricación en los que se utiliza una máquina herramienta, es obtener piezas de configuración geométrica y un acabado determinado. Para realizar el referido trabajo, la máquina arranca sucesivamente de la pieza bruta 13 el excedente del material por medio de herramientas 12 de corte instaladas en su cabezal o husillo 11. En la zona de contacto entre una herramienta 12 determinada de corte y la pieza 13 bruta con objeto de llevar a cabo el mecanizado de la misma, se genera un incremento de temperatura con respecto al entorno de la referida zona de trabajo. La referida temperatura debe ser medida con exactitud y basándose en la misma deben ser tomadas decisiones relativas a la operación de mecanizado de la máquina herramienta. La razón para adquirir dicha temperatura con precisión es que dicho parámetro tiene una influencia elevada en el proceso de mecanizado y en la vida útil de la maquina herramienta en su conjunto. La adquisición de dicho parámetro con la precisión requerida por el proceso de mecanizado determina las condiciones de trabajo del módulo 16 de detección de temperatura. Entre los requisitos de trabajo del detector de temperatura 16 se encuentra que debe apuntar a la zona objetivo para adquirir la temperatura de la zona de contacto 12, 13 con precisión. El detector de temperatura 16 puede ser un detector de temperatura óptico que trabaja en el espectro infrarrojo. El mencionado detector de temperatura 16 óptico requiere condiciones de trabajo estáticas ya que en caso contrario su punto de adquisición de datos se desvía de la zona de trabajo y los datos de temperatura adquiridos no tienen la necesaria precisión. Por tanto, el detector 16 de temperatura óptico es fijado mecánicamente al cabezal de la máquina herramienta, mediante un módulo 14, 15 de fijación mecánico absorbedor de las vibraciones de la máquina herramienta mientras trabaja, es decir, proporciona las condiciones estáticas requeridas por el detector de 3 temperatura óptico, foco de medición, para mantenerse apuntado en todo momento a la zona de trabajo objetivo. Se ha de observar que durante el proceso de mecanizado se producen movimientos constantes tanto de la máquina herramienta, en su conjunto, como del bloque 13 de material que se mecaniza. La sustentación 14, 15 mecánica amortiguadora realiza la función de asegurar que el foco de medición del detector 16 de temperatura apunta a la zona de contacto 12, 13 herramienta de corte-bloque mecanizado. Resultando, que la lente del detector 16 de temperatura está enfocada a la herramienta de corte 12, que está en constante movimiento por toda el área de trabajo de la máquina herramienta. La sustentación 14, 15 mecánica amortiguadora hace solidario el movimiento del detector 16 de temperatura y el de la cabeza o husillo 11 de la máquina herramienta, y comprende un soporte metálico tal como acero, de manera que en el extremo distal de la sustentación se acopla solidariamente al cuerpo del detector de temperatura, y en extremo proximal se acopla, a su vez, solidariamente a la cabeza de la máquina herramienta, para formar un ángulo con el eje vertical del cabezal 11 de la máquina herramienta comprendido entre 0º y 90º. Durante el trabajo de la herramienta mecánica pueden instalarse diferentes herramientas de corte adecuadas a cada uno de los trabajos que desarrolla la misma. Por tanto, la sustentación 14, 15 mecánica debe ser una sustentación flexible y de fácil adaptación y rápida adaptación a cada una de las herramientas de corte instaladas, en cada instante, en la máquina herramienta. Así, la sustentación puede comprender una primera 14 pieza de sustentación para ser acoplada a la cabeza de la máquina herramienta, incluyendo en su extremo distal de una primera ranura de acoplamiento mecánico a una segunda 15 pieza de sustentación, de manera que se dota de la necesaria flexibilidad de montaje al conjunto de sustentación para adaptarse a diferentes herramientas de corte de diferente longitud. La segunda 15 pieza comprende una segunda ranura de acoplamiento en su extremo distal para su acoplamiento mecánico a la primera ranura mediante un conjunto tornillo-tuerca. La segunda 15 pieza comprende en su extremo distal de un soporte mecánico para sujetar el detector de temperatura adecuadamente con su lente a puntando a la zona de trabajo. En general, la lente forma un ángulo agudo con un plano imaginario que une el eje vertical de la cabeza y un eje longitudinal del detector de temperatura....
Reivindicaciones:
1. Cabezal de máquina herramienta comprendida en una máquina herramienta que mecaniza bloques (13) de material; caracterizado porque el cabezal o husillo (11) comprende un módulo de detección de temperatura (16) instalado a una distancia del eje vertical del cabezal (11) apuntando a la herramienta de corte (12) situada entre el husillo (11) de la máquina herramienta y el bloque (13) que se mecaniza para generar una pieza objetivo. 2. Cabezal de acuerdo a la reivindicación 1; caracterizado porque el módulo de detección de temperatura (16) es fijado mecánicamente al cabezal (11) mediante un módulo (14, 15) de fijación mecánico absorbedor de las vibraciones de la máquina herramienta mientras trabaja la misma. 3. Cabezal de acuerdo a la reivindicación 2; caracterizado porque el módulo (14, 15) de fijación mecánico comprende al menos un soporte metálico (14) de manera que en el extremo distal de la sustentación se acopla solidariamente al cuerpo del detector (16) de temperatura, y en el extremo proximal se acopla, a su vez, solidariamente a la cabeza o husillo (11) de la máquina herramienta. 4. Cabezal de acuerdo a la reivindicación 3; caracterizado porque el módulo (14, 15) de fijación mecánico comprende una primera (14) pieza de sustentación para ser acoplada a la cabeza (11) de la máquina herramienta, incluyendo en su extremo distal de una primera ranura de acoplamiento mecánico a una segunda (15) pieza de sustentación, de manera que se dota de la necesaria flexibilidad de montaje al conjunto de sustentación para adaptarse a diferentes herramientas de corte de diferente longitud. ES 2 350 068 A1 8 5. Cabezal de acuerdo a la reivindicación 4; caracterizado porque el módulo de detección de temperatura (16) es fijado mecánicamente al cabezal (11) mediante un módulo (14, 15) de fijación mecánico absorbedor de las vibraciones de la máquina herramienta mientras trabaja la misma. 6. Cabezal de acuerdo a la reivindicación 5; caracterizado porque la segunda (15) pieza comprende en su extremo distal de un soporte mecánico para sujetar el detector (16) de temperatura adecuadamente con su lente a puntando a la zona de trabajo (12, 13). 7. Cabezal de acuerdo a la reivindicación 1; caracterizado porque el detector de temperatura (16) puede ser un detector de temperatura óptico que trabaja en el espectro infrarrojo. 8. Método para adquirir datos de una máquina herramienta por medio de un conjunto de detectores que adquieren datos relativos a un conjunto de partes (11, 12, 13) de la misma; caracterizado porque comprende las etapas: Generación y transmisión desde cada uno de los detectores a un conjunto de módulos de estado de muestras de datos relativos a partes (11, 12, 13) de la máquina herramienta asociada a cada detector, y Cálculo y transmisión de señales de mando de salida desde un medio de lógica programable que ejecuta un al algoritmo de cálculo en función de los datos recibidos, hacia partes (11, 12, 13) de la máquina herramienta para que la misma modifique su modo de funcionamiento en base a la señal de mando recibida. 9. Un módulo legible por ordenador que tiene instrucciones legibles por ordenador para dar instrucciones a un ordenador para que ejecute el método de acuerdo a la reivindicación 8. 6 ES 2 350 068 A1 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA
Patentes similares o relacionadas:
Dispositivo de control para máquina herramienta y máquina herramienta provista de dicho dispositivo de control, del 27 de Mayo de 2020, de CITIZEN WATCH CO. LTD.: Un dispositivo de control (C) para una máquina herramienta provisto en una máquina herramienta que tiene una herramienta de corte para cortar una pieza […]
Dispositivo de control para una máquina herramienta y máquina herramienta provista de dicho dispositivo de control, del 27 de Febrero de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de control (C) para una máquina herramienta que se proporciona en una máquina herramienta que tiene una herramienta de corte para cortar […]
TECNICA DE CONTROL IN SITU Y APARATO PARA LA DETECCION QUIMICA/MECANICA DE PUNTO FINAL DE PLANARIZACION., del 1 de Noviembre de 1994, de AT&T CORP.: ESTA INVENCION FACILITA UNA TECNICA DE CONTROL IN SITU Y APARATO PARA LA DETECCION QUIMICA/MECANICA DE PUNTO FINAL DE PLANARIZACION EN EL PROCESO DE FABRICACION […]
MAQUINA DE PASO CONTINUO CON UN DISPOSITIVO DE FRESADO DE SEGUIMIENTO, del 16 de Noviembre de 2007, de IMA KLESSMANN GMBH HOLZBEARBEITUNGSSYSTEME: Máquina para mecanizar piezas de trabajo en forma de placas, compuestas de madera o sucedáneos de madera, destinadas especialmente a la construcción […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Dispositivo de control para una máquina herramienta y máquina herramienta provista de dicho dispositivo de control, del 27 de Febrero de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de control (C) para una máquina herramienta que se proporciona en una máquina herramienta que tiene una herramienta de corte para cortar […]
Dispositivo de control para una máquina herramienta y máquina herramienta provista de dicho dispositivo de control, del 27 de Febrero de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de control (C) para una máquina herramienta que se proporciona en una máquina herramienta que tiene una herramienta de corte para cortar […]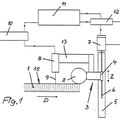 MAQUINA DE PASO CONTINUO CON UN DISPOSITIVO DE FRESADO DE SEGUIMIENTO, del 16 de Noviembre de 2007, de IMA KLESSMANN GMBH HOLZBEARBEITUNGSSYSTEME: Máquina para mecanizar piezas de trabajo en forma de placas, compuestas de madera o sucedáneos de madera, destinadas especialmente a la construcción […]
MAQUINA DE PASO CONTINUO CON UN DISPOSITIVO DE FRESADO DE SEGUIMIENTO, del 16 de Noviembre de 2007, de IMA KLESSMANN GMBH HOLZBEARBEITUNGSSYSTEME: Máquina para mecanizar piezas de trabajo en forma de placas, compuestas de madera o sucedáneos de madera, destinadas especialmente a la construcción […]