PROCEDIMIENTO Y DISPOSITIVO PARA LA EMBUTICION PROFUNDA DE PIEZAS EN BRUTO, HECHAS DE MATERIAL DE CHAPA, CON EL FIN DE OBTENER PIEZAS MOLDEADAS SIN BRIDA.
Herramienta de embutición para la embutición profunda de piezas en bruto,
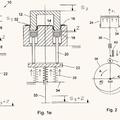
que se troquelan a partir de material de chapa pintado o recubierto de una película, con el fin de obtener piezas moldeadas sin brida, con una campana de embutición, un núcleo de embutición, un dispositivo pisador y un resorte neumático que aplica una fuerza elástica sobre el dispositivo pisador, caracterizada porque el resorte neumático está formado mediante un volumen de gas en una cámara (30) que está cerrada de manera hermética con un pistón (28) que está en contacto, por su parte, con el dispositivo pisador (22) mediante elementos (24) de transmisión de fuerza y porque a la cámara (30) está asignada una válvula (38) de purga que se acciona cuando el pistón (28) ha llegado a una posición inferior predefinida, mediante lo que la cámara (30) se purga bruscamente
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/010053.
Solicitante: SAETA GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: VON-SIEMENS-STRASSE 6,22880 WEDEL.
Inventor/es: HAAR,THOMAS.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- B21D22/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D24/14 B21D […] › B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido. › neumática o hidráulicamente.
Clasificación PCT:
- B21D24/14 B21D 24/00 […] › neumática o hidráulicamente.
Fragmento de la descripción:
Procedimiento y dispositivo para la embutición profunda de piezas en bruto, hechas de material de chapa, con el fin de obtener piezas moldeadas sin brida.
La invención se refiere a una herramienta de embutición para la embutición profunda de piezas en bruto, hechas de material de chapa y recubiertas de pintura o de una película, con el fin de obtener piezas moldeadas sin brida según la reivindicación 1.
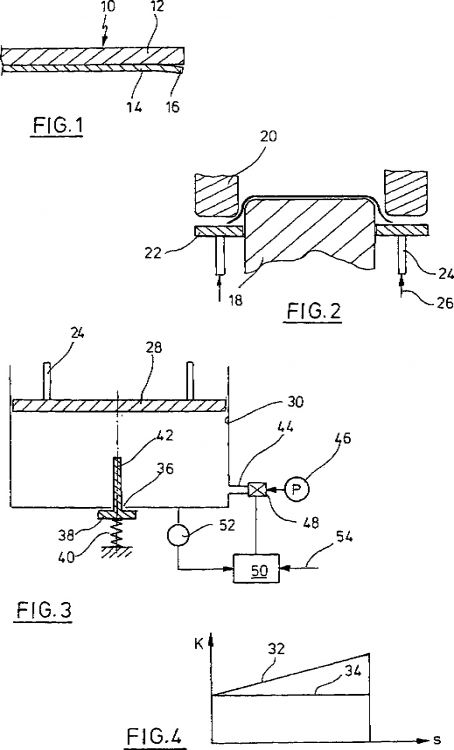
Las tapas de los envases se fabrican usualmente al someterse las piezas en bruto, que se troquelan a partir de planchas de chapa, a una embutición profunda con una herramienta de embutición profunda, mediante lo que se crean piezas moldeadas aproximadamente en forma de copa con una sección de cubierta y una sección de borde. En este caso se produce naturalmente un recalcado del material en la zona del borde debido a la reducción del diámetro. Como el material usado, en especial acero o aluminio, tiene una textura predefinida, en este tipo de procedimiento de embutición profunda se configuran resaltos más pequeños en el borde libre. Se configuran las llamadas orejas (earing).
En las tapas de los envases, que contienen un material sensible o un material que facilita la corrosión, es conocido pintar el lado interior de este tipo de tapas o proveerlo de otro revestimiento, por ejemplo, una película. El revestimiento ya se realiza en el material de chapa, es decir, en la banda de chapa o en las planchas de chapa que se van a troquelar. En este caso, en el borde cilíndrico o sin brida de la tapa embutida a profundidad se configuran hilachas finas o elementos de forma similar a pelos que se consideran extremadamente desventajosos, por una parte, porque este tipo de "hilachas" ensucia rápidamente en gran medida la herramienta y, por la otra parte, porque contamina el contenido de un envase al usarse posteriormente la tapa.
Una herramienta típica de embutición para la embutición profunda de piezas planas en bruto con el fin de conformar tapas prevé una campana de embutición y un núcleo de embutición, alrededor del que la campana de embutición crea la pieza moldeada en forma de copa. Debido a la reducción del diámetro, ya descrita, se pueden configurar pliegues en el borde. Por consiguiente, una herramienta de embutición profunda de este tipo prevé un llamado dispositivo pisador que se apoya mediante la fuerza elástica en la zona del borde. El lado interior de la zona del borde está en contacto aquí con el dispositivo pisador y, por tanto, con la capa de pintura o lámina. En el mundo de la técnica se supuso que la rotura del material, inevitable en especial en el caso de chapas más duras, al finalizar el proceso de troquelado era la causa de la capa que se deshilacha.
Del documento EP0595417B1 se conoce un dispositivo de resorte para un dispositivo pisador de una herramienta de embutición, con el que se reduce la fuerza ejercida por el dispositivo pisador sobre la brida de la pieza moldeada al avanzar el proceso de embutición profunda. Como ya es conocido, la presión superficial entre el dispositivo pisador y la pieza moldeada aumenta con el proceso creciente de deformación, sin variar la fuerza en el dispositivo pisador, porque la superficie de la zona del borde de la pieza moldeada, que interactúa con el dispositivo pisador, se va reduciendo de manera creciente. Mediante la reducción sucesiva de la fuerza en el dispositivo pisador se debe mantener en el caso conocido aproximadamente la misma presión superficial.
Del documento US-A-5-5433099 se conoce un procedimiento para la embutición profunda de piezas en bruto que se troquelan a partir del material de chapa pintado o recubierto de una película, por ejemplo, acero o aluminio, en el que las piezas en bruto se deforman mediante una campana de embutición de una herramienta de embutición alrededor de un núcleo de embutición con el fin de obtener un elemento en forma de copa con un borde cilíndrico sin brida y durante la conformación del borde de las piezas en bruto se aplica una fuerza elástica predefinida con ayuda de un dispositivo pisador sobre el lado del borde opuesto a la campana de embutición. Poco antes de finalizar el proceso de embutición, la fuerza elástica en el dispositivo pisador se reduce esencialmente a cero de manera espontánea.
Del documento EP-A-0595417 se conoce una herramienta de embutición para la embutición profunda de piezas en bruto con una campana de embutición, un núcleo de embutición, un dispositivo pisador o un resorte neumático que aplica una fuerza elástica sobre el dispositivo pisador.
La invención tiene el objetivo de crear un dispositivo para la embutición profunda de piezas planas en bruto con el fin de obtener piezas moldeadas en forma de copa y sin brida, troquelándose las piezas en bruto a partir de material de chapa pintado o recubierto de una película, que evite la formación de pelos de pintura y fenómenos similares.
Este objetivo se consigue mediante las características de la reivindicación 1.
En el caso del dispositivo según la invención, la fuerza elástica en el dispositivo pisador se reduce esencialmente a cero, de manera espontánea, poco antes de finalizar el proceso de embutición.
Se ha demostrado que la formación de pelos de pintura en las piezas moldeadas sin brida desaparece cuando poco antes de finalizar el proceso de embutición se elimina la fuerza en el dispositivo pisador, es decir, el borde o el canto de la sección del borde está en contacto con el dispositivo pisador esencialmente sin presión. El término sin brida significa en este caso que el borde de la pieza moldeada no presenta una brida en el canto libre, es decir, el borde es cilíndrico.
El dispositivo según la invención se basa en el conocimiento de que durante el troquelado de las piezas en bruto a partir del material de chapa, la pintura o la película se separa del material de base. El troquelado de las piezas en bruto tiene lugar con antelación o de manera simultánea a la embutición profunda al realizar la campana de embutición profunda el proceso de troquelado. En el caso de una embutición profunda convencional, el dispositivo pisador entra en contacto con esta zona separada del borde del recubrimiento y no provoca un "efecto de trituración" en el momento, en el que la chapa, que se va a embutir, abandona el dispositivo pisador. Esto provoca una destrucción más o menos grande de esta zona separada del borde, lo que origina la formación de los pelos de pintura, ya mencionados varias veces.
Para el dispositivo según la invención es determinante que la fuerza elástica en el dispositivo pisador se lleve en gran parte a cero y, a saber, en un período muy corto de tiempo, por ejemplo, en milisegundos. El momento, en el que se elimina la fuerza elástica en el dispositivo pisador, se predefine mediante la posición del dispositivo pisador o de la campana de embutición. Se entiende que esta posición depende de la geometría de la pieza moldeada que se va a fabricar.
Como se indicó arriba, es conocido proporcionar la fuerza elástica en el dispositivo pisador mediante una fuerza neumática, por ejemplo, mediante un cojín de gas que se cierra con un pistón que está en contacto, por su parte, con el dispositivo pisador mediante elementos adecuados de transmisión de fuerza. En una realización de este tipo, el cojín de gas se purga a la atmósfera cuando se debe eliminar la fuerza elástica.
Después de purgarse el cojín de gas, el espacio, que ocupa el cojín de gas, se vuelve a llenar de gas a fin de proporcionar la fuerza elástica para el próximo proceso de embutición.
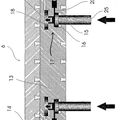
En el caso del dispositivo conocido, la fuerza elástica se reduce sucesivamente durante el proceso de embutición para obtener una presión superficial casi constante entre el dispositivo pisador y el borde de la pieza moldeada. En la invención se pudo comprobar que una reducción de la fuerza elástica durante el proceso de embutición no trae ventajas. En la invención, por el contrario, se deja aumentar linealmente la fuerza elástica durante el proceso de embutición hasta la eliminación espontánea. Esto sucede automáticamente si el volumen de un cojín de gas se reduce de manera continua durante el proceso de embutición. De este modo aumentan las presiones superficiales durante el proceso de embutición, lo que compensa parcialmente el fenómeno de que con la deformación creciente de la zona del borde, ésta se vuelve más gruesa y se necesita, por tanto, una fuerza elástica mayor para contrarrestar la formación de pliegues.
En la herramienta de embutición según la invención, el resorte neumático...
Reivindicaciones:
1. Herramienta de embutición para la embutición profunda de piezas en bruto, que se troquelan a partir de material de chapa pintado o recubierto de una película, con el fin de obtener piezas moldeadas sin brida, con una campana de embutición, un núcleo de embutición, un dispositivo pisador y un resorte neumático que aplica una fuerza elástica sobre el dispositivo pisador, caracterizada porque el resorte neumático está formado mediante un volumen de gas en una cámara (30) que está cerrada de manera hermética con un pistón (28) que está en contacto, por su parte, con el dispositivo pisador (22) mediante elementos (24) de transmisión de fuerza y porque a la cámara (30) está asignada una válvula (38) de purga que se acciona cuando el pistón (28) ha llegado a una posición inferior predefinida, mediante lo que la cámara (30) se purga bruscamente.
2. Herramienta de embutición según la reivindicación 1, caracterizada porque la válvula (38) de purga se puede acoplar con un vástago o una palanca que penetra en la cámara (30) y puede ser accionado por el pistón (28).
3. Herramienta de embutición según la reivindicación 1 ó 2, caracterizada porque está prevista una fuente (46) de presión que se puede unir con la cámara (30) mediante una válvula (48) de aireación y porque está previsto un dispositivo (50) de control para el accionamiento de la válvula (48) de aireación después de finalizar el proceso de embutición.
Patentes similares o relacionadas:
Accionador lineal, del 11 de Septiembre de 2019, de Metrol Springs Limited: Un accionador lineal que comprende: una porción de cilindro y una porción de base ; la porción de cilindro que comprende una carcasa […]
Dispositivo de actuación, del 14 de Agosto de 2019, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de actuación para el movimiento lineal de un accionamiento de arrastre del actuador a lo largo de un eje de movimiento (A) con […]
 Herramienta de embutición profunda para la embutición profunda de piezas en bruto, del 31 de Julio de 2019, de Rainer Naroska Engineering GmbH: Herramienta de embutición profunda para la embutición profunda de piezas en bruto , las cuales se estampan a partir de material de chapa pintado o revestido con un […]
Herramienta de embutición profunda para la embutición profunda de piezas en bruto, del 31 de Julio de 2019, de Rainer Naroska Engineering GmbH: Herramienta de embutición profunda para la embutición profunda de piezas en bruto , las cuales se estampan a partir de material de chapa pintado o revestido con un […]
Amortiguador de troquel hidráulico con un cilindro hidráulico, del 7 de Marzo de 2018, de Schuler Pressen GmbH: Amortiguador de troquel hidráulico de una prensa de embutir , con un cilindro hidráulico que presenta una carcasa del cilindro , en donde […]
 METODO Y DISPOSITIVO PARA LA AMORTIGUACION DEL IMPACTO DE CORTE, del 30 de Agosto de 2010, de MULLER WEINGARTEN AG: Método para la amortiguación del impacto de corte en una prensa mediante un sistema hidráulico, el cual, durante un proceso de corte, ejerce […]
METODO Y DISPOSITIVO PARA LA AMORTIGUACION DEL IMPACTO DE CORTE, del 30 de Agosto de 2010, de MULLER WEINGARTEN AG: Método para la amortiguación del impacto de corte en una prensa mediante un sistema hidráulico, el cual, durante un proceso de corte, ejerce […]
PRENSA CON COJIN HIDRAULICO CON SISTEMA DE CONTROL DE FUERZA Y POSICION., del 16 de Diciembre de 2005, de FAGOR, S.COOP.: Prensa con cojín hidráulico con sistema de control de fuerza y posición, teniendo dicho cojín al menos un cilindro hidráulico con una cámara superior y […]
PRENSA CON COJIN HIDRAULICO CON SISTEMA DE CONTROL DE FUERZA Y POSICION., del 1 de Julio de 2004, de FAGOR, S.COOP.: Prensa con cojín hidráulico con sistema de control de fuerza y posición, teniendo dicho cojín al menos un cilindro hidráulico con una cámara […]
CONFORMACIÓN POR ESTIRADO RECONFIGURABLE ACTIVA, del 8 de Febrero de 2012, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Una herramienta de conformación por estirado reconfigurable activa para crear una forma tridimensional en una pieza de trabajo de malla o de chapa metálica […]