METODO Y DISPOSITIVO PARA LA PRODUCCION DE UN CUERPO DE BARCO DE UN APARATO DE DEPORTE ACUATICO.
Método para la producción de un cuerpo de barco de un aparato de deporte acuático,
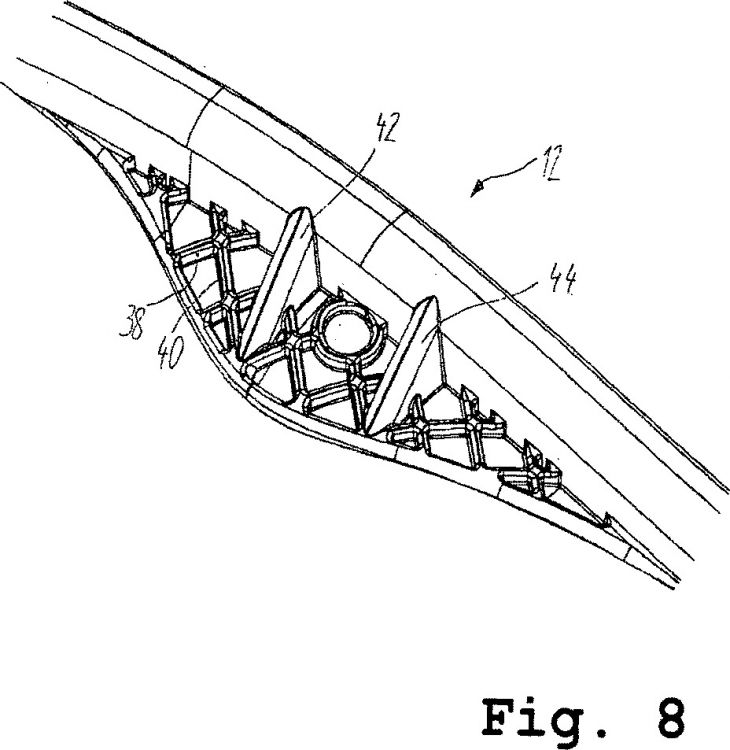
en el que se dispone un marco previamente moldeado (12) en un lado interno de un molde negativo, en el que se predefine la forma externa del cuerpo de barco (10) esencialmente por el lado interno del molde negativo,
el cuerpo de barco (10) se produce en el lado interno del molde con ayuda de un método de moldeo termoplástico,
caracterizado por que
el cuerpo de barco (10) formado con ayuda del método de moldeo termoplástico se pone en contacto con al menos una parte de la superficie del marco (12) durante el procedimiento de moldeo,
en el que se produce una unión entre el marco (12) y el cuerpo de barco (10), de manera que el marco (12) se dispone alrededor de un abertura de entrada del cuerpo de barco (10)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/057070.
Solicitante: RICHTER, GUNTER.
Nacionalidad solicitante: Alemania.
Dirección: JOHANNISTAL 12,57610 ALTENKIRCHEN.
Inventor/es: RICHTER, GUNTER.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C49/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › de objetos que tienen elementos insertos o refuerzos.
- B29C51/12 B29C […] › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › de objetos que tienen elementos insertos o refuerzos.
- B63B5/24 B […] › B63 BUQUES U OTRAS EMBARCACIONES FLOTANTES; SUS EQUIPOS. › B63B BUQUES U OTRAS EMBARCACIONES FLOTANTES; EQUIPAMIENTO PARA EMBARCACIONES (disposiciones relativas a la ventilación, calefacción, refrigeración o acondicionamiento de aire en los buques B63J 2/00; subestructuras flotantes como soportes de las dragas o máquinas par el movimiento de tierras E02F 9/06). › B63B 5/00 Cascos caracterizados por su construcción en un material no metálico. › hechos principalmente de plásticos.
Clasificación PCT:
- B63B3/04 B63B […] › B63B 3/00 Cascos caracterizados por su estructura o componentes (cascos no metálicos B63B 5/00; métodos de diseño, construcción, mantenimiento o reparación B63B 71/00 - B63B 83/00). › de subconjuntos unidos permanentemente.
- B63B35/71
- B63B5/24 B63B 5/00 […] › hechos principalmente de plásticos.
Fragmento de la descripción:
Método y dispositivo para la producción de un cuerpo de barco de un aparato de deporte acuático.
La invención se refiere a un método y un dispositivo para la producción de un cuerpo de barco de un aparato de deporte acuático. El cuerpo de barco está producido con ayuda de un método de moldeo termoplástico. Además, la invención se refiere a un aparato de deporte acuático.
Se producen económicamente numerosos productos de plástico con ayuda de métodos de moldeo termoplásticos como, por ejemplo, con ayuda de un método de moldeo por soplado, un método de moldeo por rotación, un método de moldeo de láminas gemelas o un método de moldeo por embutición profunda, a partir de plásticos termoplásticos. A modo de ejemplo, un método de moldeo por soplado ofrece, comparado con un método de moldeo por rotación, la ventaja de que se puede realizar más económicamente y que, con ayuda del método de moldeo por soplado, se pueden obtener mejores propiedades de material del elemento producido moldeado por soplado. Sin embargo, particularmente en cuerpos de barco no se pueden moldear aberturas de cualquier manera, así como tampoco áreas alrededor de aberturas. De este modo, no siempre se pueden cumplir de forma satisfactoria las exigencias especiales.
Además, se produce el problema de que, debido al grosor de pared esencialmente uniforme de cuerpos de barco moldeados de forma termoplástica, no se pueden configurar áreas con cualquier estabilidad en el cuerpo de barco. De este modo, se tienen que mecanizar posteriormente las áreas en las que se aplica una fuerza relativamente grande en el cuerpo de barco, soldando posteriormente en estas áreas particularmente material adicional sobre el cuerpo de barco o colocando elementos adicionales. Tales áreas sometidas a esfuerzo son particularmente mangos previstos en el cuerpo de barco o aberturas previstas en el cuerpo de barco para la sujeción de un cabo. En otras áreas, en las que generalmente una inestabilidad no lleva inmediatamente a una destrucción del cuerpo de barco, a menudo se asume esta inestabilidad por motivos de costes.
En un cuerpo de barco de un aparato de deporte acuático como, por ejemplo, el cuerpo de barco de una canoa, en el estado de la técnica se refuerzan posteriormente las conformaciones de mango y configuraciones de tapón de achique mediante una aplicación adicional de material. Particularmente en las canoas se proporciona una brazola alrededor de la abertura de entrada, en la que se sujeta después un faldón antisalpicadura. Esta brazola se refuerza por la colocación de perfiles o, intencionalmente, se deja inestable. Sin embargo, con una brazola inestable no se evita de forma segura un deslizamiento del faldón antisalpicadura. Además, se tienen que instalar y sujetar posteriormente piezas moldeadas adicionales para la colocación de un apoyo de espalda y para la realización de soportes para muslos.
El documento US 4 980 112 muestra un método de acuerdo con el preámbulo de la reivindicación 1. El documento US 5 275 121 describe la producción de un barco con un revestimiento exterior flexible con el uso de un método de fundición por rotación. Es objetivo de la invención indicar un método y un dispositivo por los que se pueda producir un cuerpo de barco de un aparato de deporte acuático en gran medida de forma completa en un método de moldeo termoplástico y se necesiten solamente mecanizaciones posteriores reducidas para la terminación del cuerpo de barco.
Este objetivo se resuelve de acuerdo con un primer aspecto de la invención por un método con las características de la reivindicación 1. Se indican perfeccionamientos ventajosos de la invención en las reivindicaciones dependientes.
Por el método de acuerdo con la invención para la producción de un cuerpo de barco de un aparato de deporte acuático puede reforzarse el área de entrada alrededor de la abertura de entrada del cuerpo de barco moldeado de forma termoplástica de modo sencillo por el marco y/o realizarse conformaciones que no se pueden producir solamente en el método de moldeo termoplástico. De este modo, se puede mejorar el área de aplicación y la calidad del cuerpo de barco producido de este modo, reduciéndose los trabajos posteriores para la fabricación del barco completo con ayuda de marcos previamente moldeados. Además, se puede producir económicamente un cuerpo de barco de este tipo.
Un segundo aspecto de la invención se refiere a un dispositivo para la producción de un cuerpo de barco de un aparato de deporte acuático, que comprende un molde negativo, en cuyo lado interno se dispone un marco periférico, donde el lado interno del molde negativo predefine esencialmente la forma externa del cuerpo de barco. Además, el dispositivo comprende una disposición que, con ayuda de un método de moldeo termoplástico, configura el cuerpo de barco en el lado interno del molde, de manera que el cuerpo de barco toca al menos parcialmente el marco periférico, por lo que el cuerpo de barco y el marco periférico están unidos de tal manera que el marco unido con el cuerpo de barco se extiende alrededor de una abertura de entrada del cuerpo de barco.
Por un dispositivo de acuerdo con la invención de este tipo se consigue que se produzca en el sitio de contacto entre el cuerpo de barco y el marco durante el procedimiento de moldeo una unión segura y muy duradera. La unión posterior del cuerpo de barco con perfiles de rigidez ya no es necesaria con un dispositivo de este tipo. Con ayuda de este dispositivo se pueden producir cuerpos de barco de modo sencillo, que están reforzados y/o a los que se otorga rigidez por el marco. Además, se puede producir casi cualquier conformación del área de entrada de modo sencillo y realizarse de este modo elementos de función adicionales. Con ayuda de este dispositivo, se pueden producir tales cuerpos de barco particularmente de forma sencilla y económica cuando se usa un molde en el que se puede disponer el marco de modo sencillo en la posición correcta y fijarse en su situación. De este modo, se simplifica el manejo del molde y del marco.
Un aspecto adicional de la invención se refiere a un aparato de deporte acuático con un cuerpo de barco alargado que está unido al menos con un marco por un procedimiento de moldeo para el moldeo del cuerpo de barco. Un aparato de deporte acuático de este tipo se puede reforzar o estabilizar con ayuda del marco de forma dirigida en el área de entrada, por lo que se pueden cumplir de forma sencilla exigencias de una mayor estabilidad en esta área. Por la unión del marco con el cuerpo de barco durante el procedimiento de moldeo se produce una unión muy fija y duradera. Después del procedimiento de moldeo, el marco está unido como una pieza con el cuerpo de barco.
Al diferencia de esto, las uniones producidas posteriormente entre el cuerpo de barco y un marco no son tan fijas y tan duraderas, ya que, dependiendo del tipo de unión, no permiten una unión con gran superficie o una unión en toda la superficie entre superficies adyacentes del marco y del cuerpo de barco o perjudican a la estabilidad de material o las propiedades de material del cuerpo de barco o del marco, a modo de ejemplo, por la disolución de sus superficies. Además, en tales tipos de unión se producen problemas en la configuración precisa de áreas de borde de un marco aplicado sobre el cuerpo de barco, ya que en las áreas de borde no existe ninguna unión o es visible una junta de soldadura, así como material de unión que se desborda entre el marco y el cuerpo de barco.
Para un mejor entendimiento de la presente invención se hace referencia a continuación a los ejemplos de realización preferidos representados en los dibujos, que están descritos mediante una terminología específica. Sin embargo, se debe indicar que el alcance de protección de la invención no se debe limitar por esto, ya que los cambios de este tipo y modificaciones adicionales en los dispositivos mostrados y los métodos, así como aplicaciones adicionales de este tipo de la invención, como se muestran en la misma, se consideran conocimiento técnico presente habitual o futuro de un experto en la materia competente. Las figuras muestran ejemplos de realización de la invención, de hecho:
En la Figura 1, una vista superior sobre un cuerpo de barco de acuerdo con la invención de una canoa;
En la Figura 2, una vista lateral de la canoa de acuerdo con la Figura 1 en una representación disminuida;
En la Figura 3, una representación en corte de un corte longitudinal por el área terminal posterior de la canoa de acuerdo con la Figura 2 en una representación...
Reivindicaciones:
1. Método para la producción de un cuerpo de barco de un aparato de deporte acuático,
en el que se dispone un marco previamente moldeado (12) en un lado interno de un molde negativo, en el que se predefine la forma externa del cuerpo de barco (10) esencialmente por el lado interno del molde negativo,
el cuerpo de barco (10) se produce en el lado interno del molde con ayuda de un método de moldeo termoplástico,
caracterizado por que
el cuerpo de barco (10) formado con ayuda del método de moldeo termoplástico se pone en contacto con al menos una parte de la superficie del marco (12) durante el procedimiento de moldeo,
en el que se produce una unión entre el marco (12) y el cuerpo de barco (10), de manera que el marco (12) se dispone alrededor de un abertura de entrada del cuerpo de barco (10).
2. Método de acuerdo con la reivindicación 1, caracterizado por que el marco (12) es un marco cerrado periférico (12), que tiene una brazola sobresaliente hacia el exterior para la sujeción de un faldón antisalpicadura, en el que el corte transversal del marco periférico (12) preferiblemente es un perfil macizo.
3. Método de acuerdo con la reivindicación 1 ó 2, caracterizado por que en el marco (12) está configurado al menos un elemento moldeado, que se proporciona preferiblemente para un soporte para muslos (14, 16) de una persona situada en el cuerpo de barco (10), para un ajuste del asiento (18, 20) de un asiento dispuesto en el cuerpo de barco (10) y/o para una fijación de apoyo de espalda (22) de un elemento de apoyo de espalda del asiento.
4. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que un elemento previamente moldeado (24) adicional se dispone en el molde, en el que el elemento previamente moldeado adicional preferiblemente es un elemento de mango (24, 26).
5. Método de acuerdo con la reivindicación 4, caracterizado por que el elemento de mango (26) tiene una placa de base que se une con el cuerpo de barco (10) por el método de moldeo termoplástico, en el que en la placa de base está contenida una abertura de achique (28) que se obtura por un tapón de achique (29).
6. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el método de moldeo termoplástico es un método de moldeo por soplado, un método de moldeo por rotación, un método de moldeo de láminas gemelas o un método de moldeo por embutición profunda.
7. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que por el contacto durante el procedimiento de moldeo termoplástico se produce al menos una unión con unión de material entre el cuerpo de barco (10) y el marco (12).
8. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el cuerpo de barco (10) encierra al menos parcialmente el marco (12) y/o el elemento previamente moldeado (24, 26), de tal manera que se produce una unión con arrastre de forma del cuerpo de barco (10) con el marco (12) o con el elemento previamente moldeado (24, 26).
9. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el marco (12) y/o el elemento previamente moldeado (12, 24, 26) se precalienta antes del procedimiento de moldeo termoplástico preferiblemente en el molde.
10. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el cuerpo de barco (10) es el cuerpo de barco de una canoa.
11. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el marco (12), que comprende elementos moldeados (14, 16, 18, 20, 22) configurados por la forma del marco en el marco (12), y/o un elemento previamente moldeado (24, 26) a unir con el cuerpo de barco (10) se produce con ayuda de un método de extrusión a presión o un método de moldeo por inyección.
12. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el cuerpo de barco (10), así como el marco (12) y/o el elemento previamente moldeado (24, 26) se producen a partir del mismo plástico, particularmente, un plástico termoplástico como, por ejemplo, polietileno.
13. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el marco (12) y/o el elemento previamente moldeado (12, 24, 26) se inserta en el molde y/o se sujeta en el lado interno del molde.
14. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que al menos una parte del lado externo del cuerpo de barco (10) tiene un primer color y/o el elemento previamente moldeado (12, 24, 26), un segundo color distinto del primer color.
15. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el cuerpo de barco (10) se produce con ayuda de un método de moldeo por soplado en el lado interno del molde, en el que se introduce una preforma en el molde y se infla por un procedimiento de soplado y en el que el cuerpo de barco (10) moldeado por soplado formado a partir de la preforma en el método de moldeo por soplado se pone en contacto, al menos parcialmente, con el marco (12).
16. Método de acuerdo con la reivindicación 15, caracterizado por que el cuerpo de barco (10) está configurado al menos con dos capas de dos materiales de distintos colores, de tal manera que un primer material, que forma un primer área de superficie del cuerpo de barco (10) tiene un color distinto al color de un segundo material, donde el segundo material forma una segunda área de superficie del cuerpo de barco (10).
17. Dispositivo para la producción de un cuerpo de barco de un aparato de deporte acuático,
caracterizado por
un molde negativo, en cuyo lado interno se dispone un marco (12), donde el lado interno del molde negativo predefine esencialmente la forma externa del cuerpo de barco (10) y
por una disposición, que configura con ayuda de un método de moldeo termoplástico el cuerpo de barco (10) en el lado interno del molde, de manera que el cuerpo de barco (10) toca el marco (12) al menos parcialmente, de manera que el cuerpo de barco (10) y el marco (12) están unidos de tal manera que el marco (12) unido con el cuerpo de barco se extiende alrededor de una abertura de entrada del cuerpo de barco (10).
18. Aparato de deporte acuático con un cuerpo de barco (10) alargado moldeado de forma termoplástica, caracterizado por que un marco (12) está unido con el cuerpo de barco (10) por una unión realizada durante el procedimiento de moldeo termoplástico para el moldeo del cuerpo de barco (10).
19. Aparato de deporte acuático de acuerdo con la reivindicación 18, caracterizado por que el marco (12) está rodeado al menos parcialmente por el cuerpo de barco (10) y/o unido con unión de material con el cuerpo de barco (10).
20. Aparato de deporte acuático de acuerdo con la reivindicación 18 ó 19, caracterizado por que el cuerpo de barco (10) y/o el marco (12) están producidos a partir de un plástico termoplástico, particularmente, un polietileno de alta presión o un polietileno de baja presión.
21. Aparato de deporte acuático de acuerdo con una de las reivindicaciones 18 a 20, caracterizado por que al menos una parte del lado externo del cuerpo de barco (10) tiene un primer color, así como el marco (12) y/o el elemento previamente moldeado (24, 26), un segundo color distinto del primer color.
22. Aparato de deporte acuático de acuerdo con una de las reivindicaciones 18 a 21, caracterizado por que el cuerpo de barco (10) está producido a partir de una preforma con dos capas, donde la preforma con dos capas está introducida en un molde y moldeada con ayuda de un método de un moldeo termoplástico de tal manera, que al menos la capa externa de la parte superior del cuerpo de barco (10) tiene el primer color y al menos la capa externa de la parte inferior del cuerpo de barco (10), el segundo color.
Patentes similares o relacionadas:
Método de formación en vacío parcial con la ayuda de una superposición parcial de películas decorativas, del 18 de Diciembre de 2019, de Fu-se Vacuum Forming Co., Ltd: Un método de formación en vacío parcial por recubrimiento parcial de una película decorativa (F), que incluye: intercalar una película decorativa […]
Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica así como dispositivo para la realización del procedimiento, del 10 de Julio de 2019, de KAUTEX TEXTRON GMBH & CO. KG.: Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica, que comprende el moldeo de al menos dos […]
Artículo moldeado revestido con una película, del 1 de Marzo de 2017, de Riken Technos Corporation: Un artículo moldeado que comprende un sustrato de metal o de resina cuya superficie está parcial o totalmente cubierta con una película, en donde la película […]
Proceso para la fabricación de una pieza de adorno por medio de moldeo seguido de termoformado, del 8 de Febrero de 2017, de Reydel Automotive B.V: Un proceso de fabricación de un elemento decorativo o adorno para automóviles, que comprende las etapas de fabricar un sustrato que comprende […]
 Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
Procedimiento para la fabricación de cuerpos huecos a partir de un material sintético termoplástico y dispositivo para la fabricación de cuerpos huecos a partir de un material sintético termoplástico, del 28 de Agosto de 2013, de KAUTEX TEXTRON GMBH & CO. KG.: Procedimiento para la fabricación de cuerpos huecos a partir de un material sintético termoplástico, en el cualpreformas en banda o cinta de un material sintético plastificado […]
 Tapón para recipiente y procedimiento para la fabricación del mismo, del 7 de Marzo de 2012, de SUNTORY HOLDINGS LIMITED: Un tapón para un recipiente que comprende un núcleo formado de un material elástico y que tiene una superficie de contacto con el líquido (F1) y una superficie […]
Tapón para recipiente y procedimiento para la fabricación del mismo, del 7 de Marzo de 2012, de SUNTORY HOLDINGS LIMITED: Un tapón para un recipiente que comprende un núcleo formado de un material elástico y que tiene una superficie de contacto con el líquido (F1) y una superficie […]
 CUERPO HUECO DE PLÁSTICO, del 25 de Mayo de 2011, de KAUTEX TEXTRON GMBH & CO. KG.: Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada que durante la fabricación del cuerpo hueco se unió con este, estando […]
CUERPO HUECO DE PLÁSTICO, del 25 de Mayo de 2011, de KAUTEX TEXTRON GMBH & CO. KG.: Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada que durante la fabricación del cuerpo hueco se unió con este, estando […]