INTERCAMBIADOR DE CALOR Y PROCEDIMIENTO PARA SU FABRICACION.
Procedimiento para la fabricación de un intercambiador de calor con las etapas:
a) preparación de una placa de soporte (1), de una pieza moldeada (3) de un material de aislamiento térmico, que presenta una superficie (8) con un canal (9) que se extiende sobre esta superficie (8), y de un tubo (2), formado de acuerdo con el desarrollo del canal (9), para un fluido portador de calor,
b) emplazamiento del tubo (2) en el canal (9),
c) fijación de la placa de soporte (1) en la superficie superior (8)
Tipo: Resumen de patente/invención. Número de Solicitud: W04053365EP.
Solicitante: BSH BOSCH UND SIEMENS HAUSGERATE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: CARL-WERY-STRASSE 34,81739 MUNCHEN.
Inventor/es: CIESLIK, DETLEF, STICKEL, HARALD, KUSNIK,THORSTEN.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21D53/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › a partir de chapas y de tubos metálicos simultáneamente.
- F25B39/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F25 REFRIGERACION O ENFRIAMIENTO; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR; FABRICACION O ALMACENAMIENTO DEL HIELO; LICUEFACCION O SOLIDIFICACION DE GASES. › F25B MAQUINAS, INSTALACIONES O SISTEMAS FRIGORIFICOS; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR (sustancias para la transferencia, intercambio o almacenamiento de calor, p. ej. refrigerantes, o sustancias para la producción de calor o frío por reacciones químicas distintas a la combustión C09K 5/00; bombas, compresores F04; utilización de bombas de calor para la calefacción de locales domésticos o de otros locales o para la alimentación de agua caliente de uso doméstico F24D; acondicionamiento del aire, humidificación del aire F24F; calentadores de fluidos que utilizan bombas de calor F24H). › F25B 39/00 Evaporadores; Condensadores. › Evaporadores.
- F28D1/047F2
- F28F3/12 F […] › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 3/00 Elementos en forma de placas o de láminas; Conjuntos de elementos en forma de placas o de láminas (especialmente adaptados para el movimiento F28F 5/00). › Elementos construidos en forma de panel aligerado, p. ej. con canales.
Clasificación PCT:
- F25B39/02 F25B 39/00 […] › Evaporadores.
- F28D1/047 F28 […] › F28D INTERCAMBIADORES DE CALOR, NO PREVISTOS EN NINGUNA OTRA SUBCLASE, EN LOS QUE LOS MEDIOS QUE INTERCAMBIAN CALOR NO ENTRAN EN CONTACTO DIRECTO (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; calentadores de fluidos que tienen medios para producir y transferir calor F24H; hornos F27; partes constitutivas de los aparatos intercambiadores de calor de aplicación general F28F ); APARATOS O PLANTAS DE ACUMULACION DE CALOR EN GENERAL. › F28D 1/00 Aparatos cambiadores de calor que tienen conjuntos fijos de canalizaciones solamente para uno de los medios intercambiadores de calor, estando cada uno de los medios en contacto con un lado de la pared de la canalización, y siendo el otro medio intercambiador de calor una gran masa de fluido, p. ej. radiadores domésticos o de motores de automóviles (F28D 5/00 tiene prioridad). › siendo las canalizaciones curvadas, p. ej. en forma de serpentín o en zig-zag.
- F28F1/14 F28F […] › F28F 1/00 Elementos tubulares; Conjuntos de elementos tubulares (especialmente adaptados para el movimiento F28F 5/00). › y extendiéndose longitudinalmente (F28F 1/38 tiene prioridad).
- F28F9/013 F28F […] › F28F 9/00 Carcasas; Cabezales; Soportes auxiliares para elementos; Elementos auxiliares dentro de las carcasas. › para los tubos o ensamblajes de tubos.
Clasificación antigua:
Fragmento de la descripción:
Intercambiador de calor y procedimiento para su fabricación.
La presente invención se refiere a un intercambiador de calor de acuerdo con el preámbulo de la reivindicación 8, especialmente un evaporador para un frigorífico, como por ejemplo un refrigerador o frigorífico doméstico, así como a un procedimiento para su fabricación de acuerdo con la reivindicación 1.
Se conoce a partir del documento DE 102 18 826 A1 un intercambiador de calor, que está constituido por una placa de soporte, por un tubo que se extiende en forma de meandro sobre la placa de soporte para un refrigerante y por una capa de aislamiento térmico de una composición de alquitrán. La capa de alquitrán se diseña en primer lugar en forma de una placa sobre la disposición formada por la placa de soporte y el tubo de refrigerante y luego se conforma con la ayuda de una estampa, en la que está formado un canal en forma de meandro de acuerdo con el desarrollo del tubo de refrigerante sobre la placa de base.
En la fabricación del evaporador debe procurarse estrictamente que el tubo de refrigerante sea emplazado sobre la placa de soporte exactamente de acuerdo con el desarrollo del canal de la estampa. Cuando el tubo no está colocado centrado en el canal, se producen espesores diferentes de la capa de alquitrán en lados opuestos entre sí del tubo, o la capa de alquitrán se rompe durante la conformación en la placa de base y el tubo de refrigerante se rompe por secciones. Cuando la desviación de la posición es tan grande que el tubo no se encuentra ya dentro del canal, entonces se aplasta plano cuando se presiona la estampa y de esta manera se destruye el evaporador.
La carrera de la estampa debe ser al menos tan grande que la capa de alquitrán entre en contacto en la zona entre los meandros del tubo de refrigerante con la placa de soporte. Cuando la carrera es mayor que la que es absolutamente necesaria para ello, se impulsa el material de alquitrán en el escudete entre la tubería elíptica en la sección transversal y la placa de soporte. Por lo tanto, el procedimiento conocido no es útil cuando en lugar de la placa de alquitrán debe conformarse una placa de un material de alta eficacia de aislamiento térmico, puesto que la penetración de un material de este tipo en el escudete perjudicaría el intercambio de calor entre el tubo de refrigerante y la placa de base y, por lo tanto, la eficiencia del evaporador.
El cometido de la presente invención es indicar un procedimiento para la fabricación de un intercambiador de calor, que permite la fabricación de intercambiadores de calor de ala calidad también con reducidos requerimientos de tolerancias de fabricación, o bien indicar un intercambiador de calor, que se puede fabricar con un procedimiento de este tipo.
El cometido se soluciona de acuerdo con la invención porque la pieza moldeada de material de aislamiento térmico es preparada desde el principio con un canal preformado, que se extiende sobre su superficie, en el que se coloca el tubo, antes de que la placa de soporte sea fijada en la superficie. Aunque el ángulo de curvatura en las diversas flexiones del tubo se desvía en una medida insignificante de ángulos correspondientes del canal, el tubo se puede insertar a través de una flexión elástica ligera todavía sin dificultades en el canal. De este modo se excluye un aplastamiento del tubo entre la pieza moldeada y la placa de soporte.
Con preferencia, el espesor del tubo perpendicularmente a la superficie de la pieza moldeada es en primer lugar mayor que la profundidad del canal formado en ella, de manera que el tubo, aunque se apoye en el fondo del canal, sobresale un poco desde éste. Cuando ahora la pieza moldeada y la placa de soporte son presionadas una contra la otra, para que al menos partes de la superficie de la pieza moldeada entre en contacto con la placa de soporte, entren en contacto con la placa de soporte, se presiona plano al mismo tiempo el tubo entre la placa de soporte y la pieza moldeada, con lo que se mejora de manera deseable la transmisión de calor entre la placa y el tubo.
La pieza moldeada se puede fabricar de manera sencilla y económica a través de expansión de un material de plástico en un útil de moldeo. Como material de plástico a expandir se contemplan especialmente poliestireno y poliuretano.
Para conseguir una buena acción de aislamiento, es deseable una porción elevada de poros en el material expandido; por otra parte, el material expandido debe presentan una resistencia suficiente para la compresión plana del tubo de refrigerante. En el caso de una pieza de moldeo de poliestireno, se ha revelado que es conveniente un espesor de 30 a 50 g/dm3, con preferencia aproximadamente 40 g/dm3.
La pieza moldeada y la placa de soporte están conectadas con preferencia a través de encolado, especialmente con la ayuda de una lámina adhesiva. Esta lámina adhesiva está aplicada con preferencia en la pieza moldeada, puesto que de manera alternativa a ello en una lámina adhesiva colocada en la placa de soporte debería estar recortada, respectivamente, en las zonas de la placa de soporte contactadas por el tubo de refrigerante, para no perjudicar la transmisión de calor entre el tubo y la placa de soporte.
Otras características y ventajas de la invención se deducen a partir de la descripción siguiente de un ejemplo de realización con referencia a las figuras adjuntas. En este caso:
La figura 1 muestra una vista en perspectiva de los componentes de un evaporador de acuerdo con la invención antes de su montaje; y
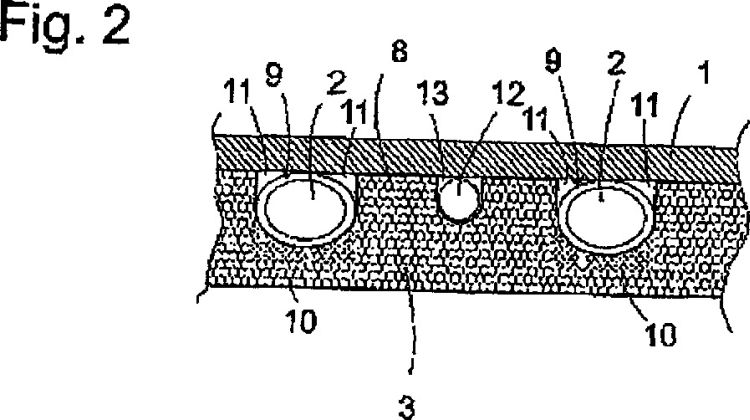
La figura 2 muestra una sección a través de un evaporador de acuerdo con la invención montado acabado.
En la figura 1 se designa con 1 una placa de soporte del evaporador de aluminio, con 2 un tubo de refrigerante y con 3 una pieza moldeada de espuma de poliestireno. El tubo de refrigerante 2 tiene una conexión de conducto de aspiración 4, está prevista para la conexión en una entrada de un compresor, para extraer refrigerante evaporado desde el tubo 2, y un capilar 5, que se extiende en el interior de la conexión de conducto de aspiración y que está previsto para alimentar un refrigerante líquido desde un condensador. El extremo libre del capilar 5 está retacado en un estrechamiento 6 del tubo de refrigerante 2. Desde aquí, el refrigerante fluye a través del tubo 2 que se extiende en forma de meandro hasta un punto de conexión 7, donde desemboca de nuevo en la conexión de conducto de aspiración.
La pieza moldeada 3 es una placa de espuma de poliestireno, en cuyo lado superior 8 está formado un canal 9, cuyo desarrollo corresponde a la forma del tubo de refrigerante 2. La profundidad del canal 9 es ligeramente menor que el diámetro del tubo de refrigerante 2 todavía redondo circular en la sección transversal antes del montaje de los componentes 1, 2, 3 individuales del evaporador. La densidad de la espuma de poliestireno es 40 g/dm3. Un adhesivo que se adhiere rápidamente está aplicado sobre el lado superior 8 de la pieza moldeada.
El evaporador es ensamblado insertando en primer lugar el tubo de refrigerante 2 en el canal 9 de la pieza moldeada 3. La placa de soporte 1 colocada sobre la pieza moldeada 3 y el tubo de refrigerante 2 contacta en primer lugar solamente con el tubo de refrigerante 2. La disposición creada de esta manera es comprimida entre dos estampas de una prensa (no representada). La fijación del material de la pieza moldeada 3 y el espesor de pared del tubo de refrigerante 2 están adaptados están forma se produce una deformación plástica de la sección transversal del tubo, antes de que el lado superior 8 entre en contacto con la placa de soporte 1. En este caso, como se representa en la figura 2, en zonas de la pieza moldeada 3 en el fondo del canal 9 se produce una compactación del material de espuma. No obstante, la fuerza de la prensa se establece de tal forma que la pieza moldeada no se puede aplastar sobre toda su superficie, sino que se interrumpe el movimiento de la estampa, cuando el lado superior 8 contacta con la placa de soporte 1. De esta manera, en el ejemplo mostrado se excluye una penetración del material de la pieza moldeada 3 en el escudete 11 entre el tubo de refrigerante 2 y la placa de soporte 1. No obstante, de acuerdo con la selección de la densidad para la pieza moldeada de poliestireno espumoso 3, se pueden rellenar los escudetes 11 también con el material de la pieza moldeada 3.
Cuando se interrumpe el movimiento de la prensa, se mantiene, en general, una deformación residual elástica del tubo de refrigerante 2, de manera...
Reivindicaciones:
1. Procedimiento para la fabricación de un intercambiador de calor con las etapas:
- a) preparación de una placa de soporte (1), de una pieza moldeada (3) de un material de aislamiento térmico, que presenta una superficie (8) con un canal (9) que se extiende sobre esta superficie (8), y de un tubo (2), formado de acuerdo con el desarrollo del canal (9), para un fluido portador de calor,
- b) emplazamiento del tubo (2) en el canal (9),
- c) fijación de la placa de soporte (1) en la superficie superior (8).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el espesor del tubo (2) perpendicularmente a la superior (8) es mayor que la profundidad del canal (9), y porque el tubo 82) es presionado plano entre la placa de soporte (1) y la pieza moldeada (3), hasta que al menos partes de la superficie (8) contactan con la placa de soporte (1).
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque la pieza moldeada (3) se fabrica a través de expansión de un material de plástico.
4. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque el material de plástico es polietileno.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque el poliestireno se expande sobre una densidad de 30 a 50 g/dm3.
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la fijación se realiza a través de encolado.
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado porque la superficie (8) de la pieza moldeada (3) es provista con una lámina adhesiva antes de la compresión.
8. Intercambiador de calor con una placa de soporte (1), con una pieza moldeada (3) fijada en la placa de soporte (1) de un material de aislamiento térmico, en la que en la superficie (8) dirigida hacia una placa de soporte (1) está formado un canal (9), en el que se extiende un tubo 82) para el fluido portador de calor, caracterizado porque el canal (9) está preformado en la pieza moldeada (3) y el tubo (2) está insertado en el canal (9).
9. Intercambiador de calor de acuerdo con la reivindicación 8, caracterizado porque el tubo está aplanado al menos por secciones y se apoya con el aplanamiento en la placa de soporte (1).
10. Intercambiador de calor de acuerdo con la reivindicación 9, caracterizado porque el tubo (2) está rodeado por el material de aislamiento térmico de la pieza moldeada (3) hasta el aplanamiento.
11. Intercambiador de calor de acuerdo con una de las reivindicaciones 8 a 10, caracterizado porque el tubo (2) está cargado a presión entre la placa de soporte (1) y la pieza moldeada (3) en la dirección de la profundidad del canal (9).
12. Intercambiador de calor de acuerdo con la reivindicación 8 ó 10, caracterizado porque la pieza moldeada (3) está fabricada de un material de plástico expandido.
13. Intercambiador de calor de acuerdo con la reivindicación 12, caracterizado porque el material de plástico expandido está compactado en al fondo del canal (9).
14. Intercambiador de calor de acuerdo con la reivindicación 12 ó 13, caracterizado porque el material de plástico es poliestireno.
15. Intercambiador de calor de acuerdo con la reivindicación 14, caracterizado porque el poliestireno expandido tiene una densidad de 30 a 50 g/dm3.
16. Intercambiador de calor de acuerdo con una de las reivindicaciones 8 a 15, caracterizado porque la placa de soporte (1) y la pieza moldeada (3) están encoladas.
17. Intercambiador de calor de acuerdo con la reivindicación 16, caracterizado por una lámina adhesiva entre la placa de soporte (1) y la pieza moldeada (3).
18. Intercambiador de calor de acuerdo con una de las reivindicaciones 8 a 17, caracterizado por una ranura (13) formada en la superficie (8) de la pieza moldeada (3) para un sensor de temperatura (12).
Patentes similares o relacionadas:
Dispositivo de ciclo de refrigeración, del 29 de Julio de 2020, de MITSUBISHI ELECTRIC CORPORATION: Un aparato de ciclo de refrigeración que comprende: un circuito de refrigerante que permite que refrigerante circule a través del mismo; […]
Vaporizador para gas licuado a baja temperatura, del 24 de Junio de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO: Un vaporizador para gas licuado a baja temperatura, comprendiendo: múltiples bloques de tubos de vaporización teniendo cada uno múltiples […]
Evaporador de intercambiador de calor con microcanales, del 24 de Junio de 2020, de CARRIER CORPORATION: Un intercambiador de calor que incluye: un primer banco 5 de tubos que incluye un colector de entrada y una pluralidad de primeros […]
Distribuidor para un intercambiador de calor de placas, del 29 de Abril de 2020, de Viessmann Werke GmbH & Co. KG: Distribuidor para un intercambiador de calor de placas que comprende un cuerpo de distribuidor con un espacio interior , por el que […]
Aparato para el intercambio de calor, del 25 de Marzo de 2020, de Icegen Patent Corp: Un aparato para el intercambio de calor , que comprende: al menos una entrada de fluido ; al menos una salida de fluido ; […]
Distribuidor de flujo y sistema de control ambiental proporcionado con el mismo, del 18 de Marzo de 2020, de AAF-MCQUAY INC.: Distribuidor de flujo adaptado para distribuir refrigerante bifásico en una pluralidad de trayectorias de flujo, comprendiendo el distribuidor de flujo: […]
Conjunto evaporador para aparato de fabricación de hielo y método, del 11 de Marzo de 2020, de Scotsman Group LLC: Conjunto evaporador para un aparato de fabricación de hielo, que comprende: una superficie (110A, 210A) de congelación vertical sustancialmente plana; […]
Dispositivo distribuidor de refrigerante e intercambiador de calor equipado con tal dispositivo distribuidor de refrigerante, del 11 de Marzo de 2020, de MITSUBISHI ELECTRIC CORPORATION: Un dispositivo distribuidor de refrigerante que comprende: un cabezal (10a) que tiene una configuración en la cual el cabezal (10a) se puede conectar a […]