INSTALACION PARA MANIPULAR BOBINAS DE PAPEL O SIMILARES Y PARA SU TRANSFORMACION.
Instalación para la producción de rollizos de material en banda,
que comprende en combinación por lo menos:
- una bobinadora (3) que recibe por lo menos un material en banda y produce bobinas de gran diámetro (B), bobinando dicho material en banda alrededor de mandriles de enrollado (M);
- por lo menos una desenrolladora (9) que desenrolla dichas bobinas de gran diámetro (B) y alimenta el material en banda a una línea de transformación (15, 21, 23);
- una pluralidad de carros (11) que transfieren dichas bobinas mientras están soportada por dichos mandriles (M) de una estación de carga (7) a dicha desenrolladora (9), sostienen dichas bobinas en la desenrolladora durante el desenrollado y transportan los mandriles vacíos (M) de nuevo a una zona de recuperación
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2004/000661.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: ZONA IND.LE P.I.P. MUGNANO SUD,55100 LUCCA.
Inventor/es: BENVENUTI, ANGELO, DI NARDO,VALTER, PACINI,GABRIELE,ERASMO.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B65H16/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 16/00 Desenrollado o devanado de bandas. › de tipo con dos extremos.
- B65H16/10B
- B65H19/12 B65H […] › B65H 19/00 Cambio de la bobina. › Elevación, transporte o inserción de la bobina; Retirada del núcleo vacío.
- B65H19/30 B65H 19/00 […] › Elevación, transporte o retirada de la bobina; Inserción del núcleo.
Clasificación PCT:
- B65H16/06 B65H 16/00 […] › de tipo con dos extremos.
- B65H67/02 B65H […] › B65H 67/00 Reemplazamiento o sacado de núcleos, receptáculos o paquetes acabados en los puestos de desbobinado, de enrollado o de almacenado. › Disposiciones para quitar los núcleos o recipientes después del uso y reemplazarlos por paquetes de alimentación a los puestos de devanado (soportes para paquetes B65H 49/04, B65H 49/20).
Clasificación antigua:
Fragmento de la descripción:
Instalación para manipular bobinas de papel o similares y para su transformación.
Campo técnico
La presente invención se refiere a una instalación para la fabricación de artículos de material en banda, en particular, grandes o pequeños rollizos de papel, tales como papel tisú o similar.
También se describe un carro particularmente apto para su utilización en dichas instalaciones.
Estado de la técnica
Para la producción de artículos de papel tisú, tales como rollos de papel higiénico, rollos de papel de limpieza para uso doméstico e industrial, servilletas y pañuelos de papel y similares, la capa de papel se fabrica generalmente mediante una máquina continua, en la que se distribuye una mezcla que comprende fibras de celulosa y agua sobre una cinta sinfín de tela metálica o fieltro formadora, en etapas sucesivas, se seca hasta que se forme una capa de fibras de celulosa suficientemente coherentes. Se enrolla de manera continua una sola capa o en algunos casos incluso dos o más capas obtenidas tal como se ha mencionado anteriormente, en la salida de la máquina formadora, en bobinas de gran diámetro. Estas últimas presentan generalmente diámetros comprendidos entre 2 y 3 m, longitudes axiales entre 2 y 6 m y pesos comprendidos entre 1.000 y 7.000 kg. Dichas bobinas se producen por medio de bobinadoras.
En algunos casos la capa de papel se produce por medio de unas técnicas denominadas de formación en seco o aireado. En dichas técnicas, las fibras de celulosa se suspenden en una circulación gaseosa (generalmente aire) y por medio de aspiración se depositan en una capa uniforme delgada sobre una cinta sinfín de tela metálica formadora. Se utilizan técnicas adecuadas para obtener la cohesión de las fibras. La capa se enrolla a continuación en bobinas de gran diámetro.
Cualquiera que sea la técnica que se utilice para formar las bobinas, después de la producción de las mismas en las bobinadoras, alrededor de ejes o mandriles de enrollado, estos últimos se extraen de las bobinas y las bobinas se transfieren normalmente a un departamento de producción separado, o incluso a una fábrica distinta de la que las ha producido, para ser desenrolladas y utilizadas.
En la fabricación de rollos de papel higiénico, en particular, se introducen las grandes bobinas de papel en desenrolladoras que alimentan una o varias bobinas simultáneamente a una línea transformadora que comprende por lo menos una rebobinadora, que proporciona el enrollado de cantidades de papel limitadas en núcleos de enrollado, para formar rollizos o rollos con un diámetro igual al del producto acabado, pero con una longitud, igual a un múltiplo de la de los rollizos, prevista para la venta. Las posteriores operaciones de corte producen los rollos acabados que se embalan.
La patente italiana nº 1.213.819 describe un sistema para la introducción y sustitución de bobinas de gran diámetro en desenrolladoras para la alimentación de una rebobinadora que forma parte de una línea de transformación. La patente US nº 5.730.389 describe otro sistema para la introducción de bobinas en una desenrolladora y la unión automática de una capa de una bobina que se está acabando a una capa de una nueva bobina. También se describen unos carros, cada uno de los cuales soporta dos bobinas, una en la fase de desenrollado y la otra en espera. El desplazamiento del carro paralelo al eje de las bobinas en una dirección u otra permite la sustitución de una bobina acabada por una bobina nueva. Las bobinas se colocan en el carro por medio de un puente grúa u otros medios convencionales, que las recoge de una zona de almacenamiento.
El documento WO-A-0056644 describe un sistema desenrollador que comprende un carro que puede desplazarse entre una posición de carga y descarga y una posición de desenrollado del material en banda de la bobina.
Las instalaciones de fabricación actualmente conocidas adolecen de inconvenientes debidos a una manipulación de grandes pesos, la transferencia y el transporte de las bobinas y también debidos a la alta incidencia de la mano de obra y los grandes espacios requeridos.
Además, las bobinas de material en banda se almacenan en zonas de almacenamiento en las que permanecen en existencia también durante periodos relativamente largos, incluso de varios días. Esto implica unos inconvenientes considerables, no sólo desde el punto de vista logístico sino también en términos estrictamente técnicos. De hecho, las características del papel que forma las bobinas se alteran en el tiempo. En particular, se producen una distribución desigual del contenido de humedad y la deformación de las bobinas, en particular si estas últimas se mantienen en una posición horizontal. Según la posición en la que se almacenan también pueden producirse fenómenos de ovalización y enrollado telescópico, además de una reducción del volumen de la capa y más generalmente una pérdida o reducción de una parte de las características óptimas obtenidas durante la fase de producción de la capa.
Otro inconveniente de las instalaciones tradicionales de control de bobinas consiste en el hecho de que algunos defectos en el material se identifican únicamente bastante tiempo después de la fabricación, imposibilitando, por lo tanto, intervenir inmediatamente en la fase de producción para corregir los parámetros de producción y dando como resultado, por ejemplo, la fabricación de papel excesivamente frágil. Esto implica las pérdidas de producción y otros inconvenientes conocidos por los expertos en la materia.
Objetivos y Sumario de la invención
Según un primer aspecto, el objetivo de la invención consiste en realizar una instalación con una construcción y un control más sencillos con respecto a las instalaciones tradicionales y que resuelva o reduzca uno o varios de los inconvenientes mencionados anteriormente.
También se describe un carro con una configuración diseñada en particular para ser utilizada en una instalación del tipo mencionado anteriormente, pero que podría tener asimismo distintas utilizaciones.
Sustancialmente, según un primer aspecto, la invención proporciona una instalación para la producción de rollizos de material en banda, que comprende en combinación por lo menos: una bobinadora que recibe por lo menos un material en banda y produce bobinas de gran diámetro enrollando dicho material en banda alrededor de mandriles o ejes de enrollado; una desenrolladora que desenrolla dichas bobinas de gran diámetro y alimenta el material en banda a una máquina rebobinadora que produce rollizos de material en banda de menor diámetro con respecto al de dichas bobinas; una pluralidad de carros que transfieren dichas bobinas desde una estación de carga a dicha desenrolladora, las soporta durante el desenrollado y transporta los ejes o mandriles de nuevo a la zona de la bobinadora.
Sustancialmente, la invención permite la creación de un sistema continuo completo que permite obtener de la máquina que produce la capa de papel, rollizos o rollos o incluso los rollos acabados pequeños, listos para su embalado. La instalación también puede completarse con líneas de embalado. En toda la instalación, se reduce la intervención humana a un mínimo y se relega a la ejecución de operaciones secundarias tales como la preparación del borde inicial de la capa de las diversas bobinas, la limpieza de los mandriles o ejes, la eliminación de los restos de papel y el control de la zona de almacenamiento intermedio. A diferencia de las instalaciones tradicionales, una vez que se ha formado la bobina alrededor del mandril o eje de la bobinadora, ésta permanece acoplada a los ejes, es decir, no se retira el mandril de la bobina. Se utiliza para soportar la bobina en el carro en el que se coloca inmediatamente y que desplaza dicha bobina al interior de la desenrolladora, la soporta durante el desenrollado y transporta además el eje o mandril acabado (o la bobina defectuosa o no utilizable) de nuevo a la zona de desenrollado.
Con una planta de este tipo las bobinas que se acaban de formar en la salida de la máquina de fabricación de papel continuo, se dirigen inmediatamente a la máquina del usuario, es decir, a la rebobinadora, simplificando considerablemente la instalación, reduciendo los costes de transporte y manipulación y ahorrando también en mano de obra.
Según una forma de realización particularmente ventajosa de la invención, se proporciona un dispositivo para trasladar las bobinas desde la bobinadora a los carros; dicho dispositivo de traslado puede consistir en un transportador,...
Reivindicaciones:
1. Instalación para la producción de rollizos de material en banda, que comprende en combinación por lo menos:
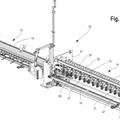
2. Instalación según la reivindicación 1, que comprende además unos medios para la transferencia (5) de las bobinas (B) con los mandriles que las soportan desde la bobinadora (3) a dichos carros.
3. Instalación según la reivindicación 2, en la que dichos medios de transferencia comprenden un transportador (5) que se desplaza entre dicha bobinadora (3) y dicha estación de carga (7).
4. Instalación según la reivindicación 3, en la que dicho transportador comprende una guía de transporte (5) para dichas bobinas (B).
5. Instalación según la reivindicación 4, en la que dicha guía de transporte (5) soporta las bobinas por medio de los extremos en resalte (M1) de los mandriles de enrollado (M).
6. Instalación según la reivindicación 3, 4 ó 5, en la que dicho transportador (5) comprende unas partes móviles (5A) que adoptan una posición retraída para la entrada y salida de los carros (11) hacia y de dicha estación de carga y una posición activa en la que permiten la transferencia de las bobinas a un carro (11) dispuesto en la estación de carga (7).
7. Instalación según una o varias de las reivindicaciones anteriores, que comprende una máquina de papel continua (1) para la fabricación de dicho material en banda, que consiste en por lo menos una capa de papel, en particular, papel tisú, alimentándose dicho material en banda a dicha bobinadora.
8. Instalación según una o varias de las reivindicaciones anteriores, en la que dicha desenrolladora comprende dos estaciones para dos de dichos carros (11).
9. Instalación según la reivindicación 8, en la que entre la estación de carga (7) y la desenrolladora (9) están previstos unos medios que pueden hacer girar dichos carros (11) 180º alrededor de un eje vertical antes de introducirlos en la desenrolladora, haciéndose girar los dos carros (11E, 11F), presentes simultáneamente en la desenrolladora, 180º uno con respecto al otro.
10. Instalación según una o varias de las reivindicaciones anteriores, que comprende una zona de estacionamiento (13) para bobinas producidas por dicha bobinadora, cuando dicha desenrolladora no puede recibir dichas bobinas.
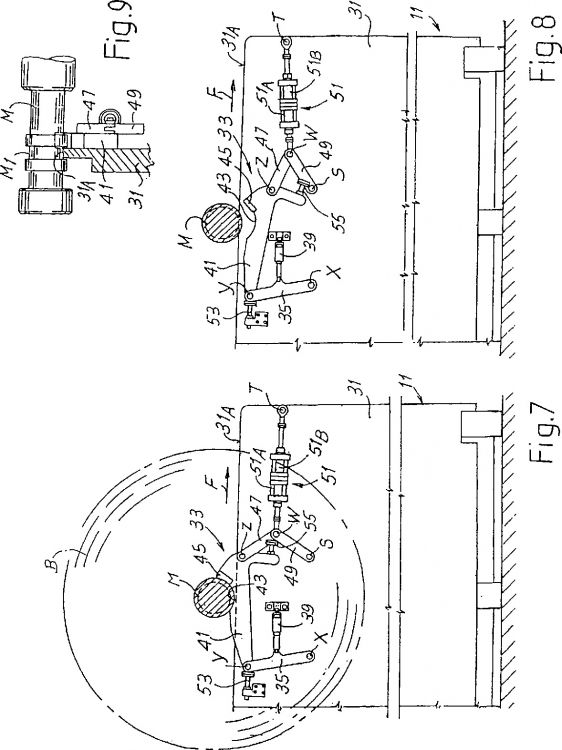
11. Instalación según una o varias de las reivindicaciones anteriores, en la que dichos carros comprenden un dispositivo para bloquear los mandriles en los que se enrollan dichas bobinas.
12. Instalación según la reivindicación 11, en la que dicho dispositivo de bloqueo está combinado con una pista de rodadura (31A) sobre la cual ruedan dichos mandriles, reteniendo dicho dispositivo los mandriles en una posición determinada a lo largo de dicha pista de rodadura (31A).
13. Instalación según la reivindicación 12, en la que dicha pista de rodadura está inclinada con respecto a la horizontal, para permitir la rodadura por gravedad de los mandriles a lo largo de la pista.
14. Instalación según la reivindicación 13, en la que dicha pista de rodadura está dispuesta para que constituya una extensión de la pista de transporte (5) de las bobinas en la estación de carga.
15. Instalación según una o varias de las reivindicaciones 11 a 14, en la que dicho dispositivo comprende, para cada extremo de los mandriles, un mecanismo de palanca que determina un asiento (43) para alojar y retener el correspondiente extremo del mandril, y un accionador para bloquear y liberar los mandriles por medio de dicho mecanismo de palanca.
16. Instalación según la reivindicación 15, en la que dicho mecanismo de palanca comprende un elemento (41) que determina dicho asiento (43), sostenido por una palanca oscilante (35) y un par de palancas articuladas entre sí (47, 49).
17. Instalación según la reivindicación 16, en la que dicho par de palancas articuladas (47, 49) está combinado con un accionador (51) que produce la apertura y el cierre del par de palancas, produciendo dichos apertura y cierre la oscilación de dicha palanca oscilante y una oscilación y/o movimiento de traslación del elemento que determina el asiento (43) para alojar y retener el extremo del mandril, para realizar las funciones de recibir las bobinas, elevar las bobinas de la pista de rodadura y hacer descender el asiento (43) por debajo de la pista de rodadura para permitir la descarga de los mandriles acabados.
18. Instalación según la reivindicación 17, en la que dicho accionador es un accionador de cilindro-pistón.
19. Instalación según la reivindicación 18, en la que dicho accionador comprende un sistema de doble cilindro-pistón (51A, 51B).
20. Instalación según una o varias de las reivindicaciones 17 a 19, en la que dicha palanca de oscilación (35) está combinada con un absorbedor de golpes (39).
21. Instalación según la reivindicación 20, en la que un elemento elástico paralelo a dicho absorbedor de golpes (39) está combinado con el mismo.
22. Instalación según una o varias de las reivindicaciones 16 a 21, en la que dicha palanca oscilante (35) y dicho par de palancas articuladas (47, 49) están dispuestas de manera que el impacto de un mandril contra dicho asiento produce la elevación del elemento que determina el asiento.
23. Instalación según una o varias de las reivindicaciones anteriores, en la que dichos carros comprenden unos elementos motorizados para hacer girar los mandriles y colocar angularmente las bobinas dispuestas en los mismos.
24. Instalación según una o varias de las reivindicaciones anteriores, en la que en dicha estación de carga está dispuesta una guía (26) para la descarga de los mandriles acabados de los carros (11).
25. Instalación según la reivindicación 24, en la que dicha guía (26) para descargar los mandriles comprende unas partes móviles (26A) que adoptan una posición retraída para la entrada y salida de los carros en dicha estación de carga y desde la misma, y una posición activa en la cual permiten el paso de los mandriles del carro a la guía de descarga.
26. Instalación según una o varias de las reivindicaciones anteriores, en la que dichos carros (11) son automotores y controlados a distancia.
27. Procedimiento para fabricar bobinas de material en banda y transformar dichas bobinas en productos acabados, que comprende las siguientes fases:
Patentes similares o relacionadas:
Dispositivo para enrollar material en forma de banda en al menos una bobina, del 25 de Diciembre de 2019, de LEICHT STANZAUTOMATION GMBH: Dispositivo para enrollar material en forma de banda en al menos una bobina que comprende - una bancada de la máquina , - al menos un brazo de soporte […]
 Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel o materiales absorbentes similares, del 20 de Noviembre de 2019, de GAMBINI S.p.A: Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel […]
 Método y máquina para descargar un rollo de cinta de un husillo de bobinado, del 31 de Julio de 2019, de S.I.C.M.A. S.p.A. SOCIETA' INDUSTRIALE COSTRUZIONI MECCANICHE E AFFINI: Un método para descargar al menos un rollo de cinta de un husillo de bobinado , comprendiendo el método las etapas de usar un carro motorizado […]
Método y máquina para descargar un rollo de cinta de un husillo de bobinado, del 31 de Julio de 2019, de S.I.C.M.A. S.p.A. SOCIETA' INDUSTRIALE COSTRUZIONI MECCANICHE E AFFINI: Un método para descargar al menos un rollo de cinta de un husillo de bobinado , comprendiendo el método las etapas de usar un carro motorizado […]
Aparato de cambio de bobinas particularmente adecuado para la alimentación de máquinas de trabajo, del 1 de Mayo de 2019, de DOTTA, ANGELO: Aparato de cambio de bobinas para la alimentación de máquinas de trabajo, en el que se proporciona un conjunto para cortar y reconectar el material (T) devanado, […]
Máquina de rebobinado y procedimiento para producir rollos de material en banda, del 3 de Abril de 2019, de FABIO PERINI S.P.A.: Máquina de rebobinado periférico automático continuo para producir rollos (L1, L2, L3) de material (N) en banda bobinado alrededor de unos núcleos de bobinado (A1, […]
Mecanismo de bobinado para el bobinado de un material a bobinar y procedimiento para el funcionamiento de un mecanismo de bobinado de un material a bobinar, del 10 de Diciembre de 2018, de Dietze & Schell Maschinenfabrik GmbH & Co. Kg: Mecanismo de bobinado para el bobinado de un material a bobinar , con un mandril de bobinado previsto para portar un soporte de […]
Máquina de rebobinado y método de rebobinado, del 14 de Noviembre de 2018, de Mtorres Tissue S.r.l: Una máquina de rebobinado para la producción de rollos (R1, R2) de material de banda bobinados alrededor de núcleos de bobinado (A1-A4), la […]