ELEMENTO DE FIJACION PARA MATERIAL DE FIBRAS PLANO Y METODO DE FIJACION DE MATERIAL DE FIBRAS PLANO.
Elemento de fijación (10) para material de fibras (1) plano, con
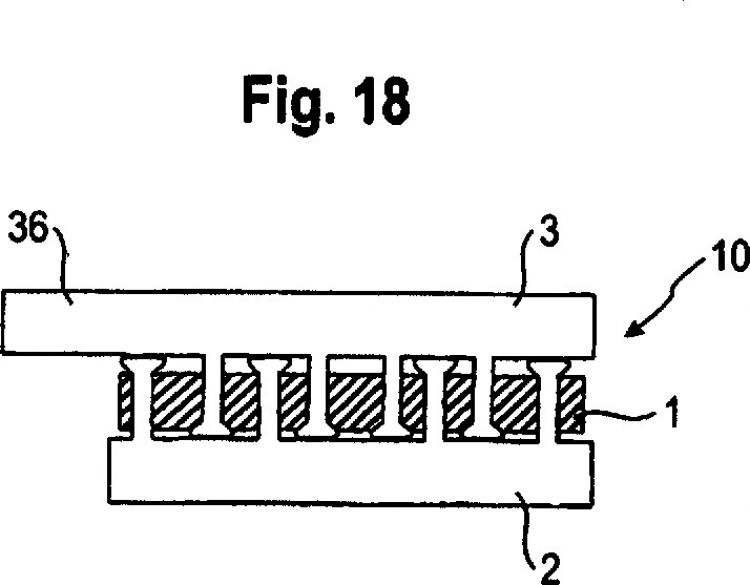
- un elemento de base (2),
- elementos perfilados (12) en forma de pasador, que sobresalen para la penetración del material de fibras (1) en el elemento de base (2), y
- un elemento de cubierta (3), que está previsto para el apoyo en los elementos perfilados (12) del elemento de base (2),
- en el que en el elemento de cubierta (3), los elementos perfilados (13) igualmente en forma de pasador sobresalen para la penetración del material de fibras (1),
caracterizado porque
- los elementos perfilados (12) del elemento de base (2) y los elementos perfilados (13) del elemento de cubierta (3) son deformables para la formación de cabezas de retención (22, 23) para el material de fibras (1),
- en el que los elementos perfilados (12) del elemento de base (2) y los elementos perfilados (13) del elemento de cubierta (3) son deformables a través de prensado del elemento de base (2) con el elemento de cubierta (3) para formar las cabezas de retención (22, 23)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08006937.
Solicitante: SEFAR AG.
Nacionalidad solicitante: Suiza.
Dirección: HINTERBISSAUSTRASSE 12,9410 HEIDEN.
Inventor/es: DUR,HANSJORG.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Abril de 2008.
Fecha Concesión Europea: 24 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B01D29/09B
- B01D29/11B
- B01D33/056B
- B29C65/00S8F
- B29C65/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/02T20
- B29C65/08 B29C 65/00 […] › utilizando vibraciones ultrasonoras.
- B29C65/56 B29C 65/00 […] › utilizando medios mecánicos.
- B29C65/58 B29C 65/00 […] › Conexiones de presión.
- B29C65/60 B29C 65/00 […] › Ribeteado.
- B29C65/72 B29C 65/00 […] › por operaciones combinadas, p. ej. soldadura y costura.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Elemento de fijación para material de fibras plano y método de fijación de material de fibras plano.
La invención se refiere a un elemento de fijación para material de fibras plano de acuerdo con el preámbulo de la reivindicación 1. Un elemento de fijación de este tipo está configurado con un elemento básico, con elementos perfilados en forma de pasador, que sobresalen para la penetración del material de fibras en el elemento básico, y con un elemento de cubierta, que está previsto para el apoyo en los elementos perfilados del elemento de base, en el que en el elemento de cubierta sobresalen igualmente elementos perfilados en forma de pasador para la perforación del material de fibras. Un elemento de fijación de acuerdo con la invención está configurado, por lo tanto, entre otras cosas, con un elemento de base y con elementos perfilados en forma de pasador, que sobresalen para la penetración del material de fibras en el elemento de base. La invención se refiere, además, a un procedimiento para la fijación de material de fibras plano de acuerdo con la reivindicación 9.
Por ejemplo, en la técnica de filtración es necesario fijar elementos textiles previstos para la filtración en soportes u otras instalaciones de retención. Con esta finalidad, se conoce a partir del documento De 44 32 004 A1 un dispositivo para la fijación de medios de filtro en aparatos. El dispositivo presenta dos listones perfilados, entre los cuales se dispone el medio de filtro. Los listones perfilados están provistos con agujas y taladros correspondientes. Durante el cierre del dispositivo de fijación conocido, los dos listones perfilados son atornillados entre sí. En este caso, las agujas son presionadas a través del medio de filtro, de manera que el medio de filtro se fija en las agujas. Durante la compresión siguiente, las agujas entran finalmente con sus puntas en los taladros correspondientes.
Se conoce a partir del documento EP 1 264 627 A1 otro dispositivo de fijación para una tela de filtro con agujas y taladros correspondientes, en el que las agujas están previstas para la perforación de la tela de filtro.
En la solicitud de patente europea publicada posteriormente con la referencia de solicitud 06 023 832.6 se describe otro soporte de varias partes para un medio de filtro, en el que para la retención del medio de filtro están previstos clavos de retención, que atraviesan el medio de filtro. Esta solicitud enseña que los clavos de retención pueden estar configurados, además de para la retención del medio de filtro, también para la unión conjunta de las partes individuales del soporte entre sí. A tal fin, los clavos de retención pueden presentar, por ejemplo, en el lado frontal un elemento de encaje elástico, que forma un cierre de encaje elástico entre el cuerpo de base del soporte y el suplemento del soporte.
El documento DE 30 13 057 A1 se refiere a un dispositivo para la unión de cintas de lona como equivalente de costura. De acuerdo con una primera forma de realización, se pueden prever dos placas, sobre las que están previstas, respectivamente, unas elevaciones. En el estado fijado, la cinta de lona está dispuesta entre las dos placas, de manera que las elevaciones están atravesadas por la cinta de lona a través de prensado superpuesto y se apoyan sobre la superficie de la placa opuesta, respectivamente. Las dos placas son mantenidas en esta posición a través de remaches separados. De acuerdo con otra forma de realización, las dos placas están formadas de una sola pieza a partir de una pletina, y sobre la segunda placa están dispuestos taladros, que pueden recibir las puntas de las elevaciones configuradas en forma de aguja de la primera placa.
El documento DE 31 27 741 A1 se refiere a un elemento de fijación con remache, que está constituido por una placa equipada con una pluralidad de pasadores de remache así como por una placa opuesta provista con un número correspondiente de taladros. Durante la compresión de las dos placas, los pasadores de remache atraviesan el tejido y los taladros de la placa opuesta. Las puntas que sobresales sobre el lado trasero de la placa opuesta son aplastadas.
El documento US 4.367.111 enseña un procedimiento de costura, en el que unas grapas son impulsadas a través de un material y los extremos de las grapas se transforman a continuación de tal forma que las grapas no se pueden retirar fuera del material.
El documento DE 30 29 855 A1 se refiere a un procedimiento para la conexión de bandas de láminas o bandas de tejido con un componente de plástico. En este caso, se prevé un componente que está constituido de material termoplástico, que presenta puntas cónicas en la zona, en la que debe conectarse con la lámina. Después de que la lámina se ha llevado a la posición correcta hacia las puntas, se impulsan la lámina y las puntas desde una placa calefactora desplazable a presión. Tan pronto como la placa calefactora se ha aproximada a la lámina y las puntas, se conecta la calefacción. La lámina se vuelve entonces pastosa y las puntas atraviesan la lámina. Con calentamiento progresivo se funden las puntas y se deforman bajo la presión de la placa calefactora que sigue continuamente para convertirse en cabezas de remaches planas, de superficie relativamente grande.
El cometido de la invención es indicar un elemento de fijación, especialmente un elemento de fijación no metálico, y un procedimiento para la fijación de material de fibras plano, que se pueden emplear de múltiples maneras con alta fiabilidad e implican un gasto de montaje especialmente reducido.
El cometido se soluciona de acuerdo con la invención por medio de un elemento de fijación con las características de la reivindicación 1 y por medio de un procedimiento con las características de la reivindicación 9. Los ejemplos de realización preferidos se indican en las reivindicaciones dependientes respectivas.
El dispositivo de acuerdo con la invención se caracteriza porque los elementos perfilados del elemento de base y los elementos perfilados del elemento de cubierta se pueden deformar para la formación de cabezas de retención para el material de fibra, de manera que los elementos perfilados del elemento de base y los elementos perfilados del elemento de cubierta se pueden deformar a través de prensado del elemento de base con el elemento de cubierta para formar las cabezas de retención.
En un elemento de fijación de acuerdo con la invención está previsto, entre otras cosas, que los elementos perfilados sean deformables para la formación de cabezas de retención para el material de fibras.
Una idea básica de la invención se puede ver en prever en el elemento de base una pluralidad de elementos perfilados que son impulsados a través del material de fibras plano a retener. A continuación o durante la impulsión se deforman los elementos perfilados de tal manera que se configuran en ellos cabezas de retención para el material de fibras atravesado. Para la formación de las cabezas de retención se pueden doblar y/o se pueden ensanchar, por ejemplo, los elementos perfilados. La deformación de los elementos perfilados se realiza de manera más adecuada en las zonas frontales de los elementos perfilados, es decir, en las zonas extremas de los elementos perfilados, que están alejados del elemento de base.
Después de la penetración de los elementos perfilados en forma de pasador en el material de fibras plano, los elementos perfilados son rodeados por fibras del material de fibras. En virtud de esta disposición, los elementos perfilados aseguran el material de fibras plano atravesado contra un movimiento lateral con relación al elemento de base. Las cabezas de retención en el lado extremo contrarrestan en este caso un resbalamiento axial del material de fibras desde los elementos perfilados, de manera que se consigue de forma especialmente sencilla una fijación fiable por todos los lados.
En el material de fibras plano se puede tratar, por ejemplo, de un material textil, especialmente de un tejido o de un velo. El material de fibras podría ser, en principio, también un material de papel. Con preferencia, el material de fibras es un medio de filtro, por ejemplo una tela de filtro. El elemento de fijación de acuerdo con la invención y el procedimiento de acuerdo con la invención sirven de una manera más conveniente ara la fijación y/o fabricación de un filtro.
Para un montaje especialmente sencillo, los elementos perfilados en forma de pasador se pueden deformar a través de la aplicación de una fuerza dirigida axialmente para formar las cabezas de retención. De...
Reivindicaciones:
1. Elemento de fijación (10) para material de fibras (1) plano, con
caracterizado porque
2. Elemento de fijación (1) de acuerdo con la reivindicación 1, caracterizad porque los elementos perfilados (12, 13) son deformables a través de prensado del elemento de base (2) con el elemento de cubierta (3) a temperatura ambiente para formar las cabezas de retención (22, 23).
3. Elemento de fijación (10) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el elemento de cubierta (3) y el elemento de base (2) están configurados en una sola pieza, y porque el elemento de cubierta (3), el elemento de base (2) y/o los elementos perfilados (12, 13) presentan un material de plástico.
4. Elemento de fijación (10) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque están previstos medios de retención para la fijación del elemento de cubierta (3) en el elemento de base (2), en el que los medios de retención presentan al menos un elemento de gancho (62, 63), que está dispuesto en el elemento de base (2) y/o en el elemento de cubierta (3).
5. Elemento de fijación (10) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el elemento de base (2) y el elemento de cubierta (3) se pueden conectar entre sí por medio de los elementos perfilados (12, 13), especialmente se pueden unir por soldadura.
6. Elemento de fijación (10) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque está prevista al menos una instalación de unión, con la que el elemento de base (2) y el elemento de cubierta (3) están conectados de forma móvil relativamente entre sí, y porque la instalación de unión presenta una bisagra, especialmente una bisagra de película (40).
7. Elemento de fijación (10) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los elementos perfilados (12, 13) están configurados de forma que terminan en punta al menos por secciones, y porque las cabezas de retención (22, 23) se forman a través de un ensanchamiento de los elementos perfilados (12, 13).
8. Elemento de fijación (10) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los elementos perfilados (12, 13) atraviesan al menos dos secciones (31, 32) del material de fibras (1), de manera que las secciones (31, 32) están dispuestas adyacente so superpuestas entre sí.
9. Procedimiento para la fijación de material de fibras plano (1), en el que:
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado porque el elemento de cubierta (3) es prensado a temperatura ambiente con el elemento de base (2).
11. Procedimiento de acuerdo con una de las reivindicaciones 9 ó 10, caracterizado porque el elemento de base (2) es soldado con el elemento de cubierta (3) en las cabezas de retención (22, 23).
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]