PROCEDIMIENTO DE CONFORMAR RANURAS EN LOS GORRONES DE UN SEMIELABORADO, PROCEDIMIENTO DE FABRICAR UN ORGANO CON GORRONES RANURADOS Y HERRAMIENTA DE CONFORMADO CORRESPONDIENTE.
PROCEDIMIENTO DE CONFORMAR RANURAS EN LOS GORRONES DE UN SEMIELABORADO,
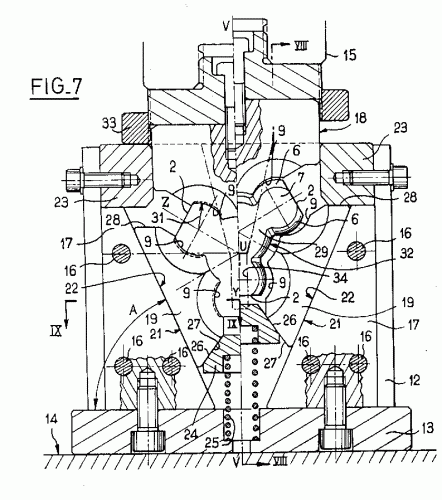
PROCEDIMIENTO DE FABRICAR UN ORGANO CON GORRONES RANURADOS Y HERRAMIENTA DE CONFORMADO CORRESPONDIENTE. LA HERRAMIENTA FORMA EN UNA SOLA OPERACION EN LOS TRES GORRONES DE UN TRIPODE DOS RANURAS DE LUBRIFICACION SITUADAS EN EL PLANO POLIAXIAL. SE COLOCA EL TRIPODE ENTRE UN PUNZON FIJADO AL PISTON DE UNA PRENSA Y DOS PUNZONES MONTADOS FLOTANTES A LO LARGO DE RAMPAS SOLIDARIAS DE LA MESA DE LA PRENSA. EL SEMIELABORADO SE POSICONA LIBREMENTE ENTRE DOS PLACAS PARALELAS AL PLANO POLIAXIAL. CADA PUNZON PRESENTA DOS ARISTAS DE CONFORMADO PARA FORMAR UNARANURA SOBRE DOS GORRONES ADYACENTES. AL DESCENDER, EL PUNZON SUPERIOR ARRASTRA EL SEMIELABORADO, QUE ARRASTRA LOS PUNZONES FLOTANTES EN CONTRA DE UN RETORNO. LAS ARISTAS INFERIORES SE APROXIMAN LA UNA A LA OTRA Y FORMAN UNAS RANURAS EN EL GORRON INFERIOR. UTILIZACION PARA CONFORMAR UNAS RANURAS DE LUBRIFICACION DE MANERA FIABLE, ECONOMICA Y RAPIDA.
Tipo: Resumen de patente/invención.
Solicitante: GLAENZER SPICER.
Nacionalidad solicitante: Francia.
Dirección: 10,RUE JEAN-PIERRE TIMBAUD. POISSY 78301.
Inventor/es: ORAIN, MICHEL.
Fecha de Solicitud: 21 de Marzo de 1989.
Fecha de Publicación: .
Fecha de Concesión: 10 de Abril de 1990.
Clasificación Internacional de Patentes:
- B21K1/74 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de piezas en forma de horquilla o piezas de varias ramas, p. ej. abrazaderas en forma de U, anclas.
- B23P13/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina, pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00).
Patentes similares o relacionadas:
Procedimiento para la fabricación de un perno de bloqueo de bola y dispositivo de montaje correspondiente, del 1 de Junio de 2016, de Kipp Verpachtungen e.K: Procedimiento para la fabricación de un perno de bloqueo de bola , en el cual el perno de bloqueo de bola comprende un componente de casquillo […]
Método de fabricación de una pieza dotada de elevadas características mecánicas, formada por embutición, a partir de chapa de acero laminado, en particular chapa laminada en caliente y dotada de un recubrimiento, del 8 de Noviembre de 2013, de ARCELORMITTAL FRANCE: Método de fabricación de una pieza con elevadas características mecánicas, formada por embutición, a partir deuna chapa de acero laminado, en particular […]
Arranque de viruta + templado + arranque de viruta + acabado de cigüeñales., del 16 de Noviembre de 2002, de BOEHRINGER WERKZEUGMASCHINEN GMBH: Procedimiento para el mecanizado acabado, apto para el empleo, de cigüeñales, que por lo menos estén sometidos a un proceso de templado, especialmente de […]
HERRAMIENTAS DE CORTE BASADAS EN BORURO DEL GRUPO IVB., del 16 de Septiembre de 1998, de KENNAMETAL INC.: SE PROPORCIONA UNA COMPOSICION CERAMICA A BASE DE DIBORURO DE TITANIO DENSIFICADO QUE TIENE W Y CO EN FORMA DE GRANO MUY FINO (FIG.2) EL COMPUESTO […]
BIELA DE ACERO FORJADO., del 1 de Agosto de 1998, de HAMMERWEK SCHULTE GMBH & CO. KG.: BIELA DE ACERO FORJADO. PARA CREAR UNA BIELA DE ACERO FORJADO CON UN BUJE DE CIGUEÑAL DOTADO DE UN AGUJERO GRANDE, UNA CAÑA ESTRECHA QUE PARTE DE ESTE […]
PROCEDIMIENTO DE FABRICACION DE UNA JAULA PARA UNA ARTICULACION GIRATORIA HOMOCINETICA, del 16 de Marzo de 1998, de LOHR & BROMKAMP GMBH: PROCEDIMIENTO DE FABRICACION DE UNA JAULA PARA UNA ARTICULACION GIRATORIA HOMOCINETICA, PARA OBTENER PRECISIONES MAYORES RESPECTO A LA SUPERFICIE GUIA Y A LAS SUPERFICIES […]
ARTICULACION GIRATORIA CON BOLAS SINCRONIZADAS Y PROCEDIMIENTO PARA SU FABRICACION., del 16 de Febrero de 1998, de GKN AUTOMOTIVE AG: ARTICULACION GIRATORIA CON BOLAS SINCRONIZADAS Y PROCEDIMIENTO PARA SU FABRICACION, EN LA QUE EN LA PIEZA EXTERIOR DE LA ARTICULACION Y/O EN […]
PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES., del 1 de Julio de 1997, de NAVARRA PRUNA,ALBERTO: PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES. EL PROCEDIMIENTO PARA OBTENER TUBULARES DE EXPULSION EN LOS QUE SE GUIAN LOS CORRESPONDIENTES […]